1.本实用新型涉及钢轨校直设备技术领域,更具体地,涉及一种钢轨自动校直装置。
背景技术:
2.目前,在钢轨生产的过程中,国内钢厂都是采用多辊式矫直机进行钢轨校直的,但是经过多辊式矫直机校直后的钢轨在端部仍然会存在校直盲区,而且无法校直端部为3000mm长的钢轨,使得钢轨端部直线度不能达到钢轨标准的要求,此外,钢轨端部的弯曲量对后期的焊接产生困难,对今后钢轨铺设和行车也带来一定安全隐患,因此钢轨端部的弯曲是否合格需要通过人工运用钢直尺进行测量判断,目前人工采用的钢直尺有两种规格,分别是1000mm长度和2000mm长度,这两种长度的钢直尺分别用于测量钢轨端部长度为0-1000mm、0-2000mm和1000mm-3000mm,通过钢直尺测量出钢轨弯曲量和需要校直点的位置,通过人工使用压力机进行校直,处理这种钢轨端部弯曲都是依靠工人的工作经验来进行操作,校直钢轨所要的压力和校直量也都是凭借工人的感觉,通过人工循环地测量和校直钢轨,直到钢轨符合要求,作业难度大、劳动强度大、而且精度不高。
技术实现要素:
3.本实用新型的目的在于提供一种钢轨自动校直装置,解决了现有技术中多辊式矫直机进行钢轨校直存在校直盲区,而且无法校直端部为3000mm长的钢轨,人工测量钢轨端部弯曲量作业难度大、劳动强度大、而且精度不高的技术缺陷,实现了钢轨自动校直和钢轨端部3000mm长度的平直度自动测量,并将测量数据自动以曲线的形式显示出来,自动化程度高,精度高。
4.为了实现上述目的,本实用新型采用以下技术方案:
5.一种钢轨自动校直装置,包括移动平台,固定设置在所述移动平台上的校直主机以及固定设置在所述移动平台上的自动控制系统,所述自动控制系统与所述移动平台电性连接;
6.所述垂直上施力部件包括与所述主机框架固定连接的上油缸组件,固定设置在所述上油缸组件底部的70
°
翻转组件,固定设置在所述上油缸组件底部的安全挂钩组件以及设置在所述70
°
翻转组件底部的上施力臂组件;所述垂直下施力部件包括与所述主机框架固定连接的下油缸组件以及固定连接在所述下油缸组件顶部的施力顶头;所述水平施力部件包括水平油缸组件以及与所述水平油缸组件固定连接的施力座组件。
7.进一步的,所述垂直上施力部件包括与所述主机框架固定连接的上油缸组件,固定设置在所述上油缸组件底部的上施力臂组件以及设置在所述上施力臂组件底部的70
°
翻转组件;所述垂直下施力部件包括与所述主机框架固定连接的下油缸组件以及固定连接在所述下油缸组件顶部的施力顶头;所述水平施力部件包括水平油缸组件以及与所述水平油缸组件固定连接的施力座组件。
8.进一步的,所述上移动支撑部件包括上移动座,设置在所述上移动座上的上支撑
杆组件,设置在上移动座内的上伺服驱动组件,与上伺服驱动组件电性连接的上移动滑轨组件以及设置在所述上移动滑轨组件上方的90
°
翻转组件;所述下移动支撑部件包括下移动座,设置在所述下移动座上的支撑钢轨组件,设置在所述下移动座上的下伺服驱动组件以及与所述下伺服驱动组件连接的下移动滑轨组件。
9.进一步的,所述测量夹紧部件包括水平引导滚轮组件和夹紧组件。
10.进一步的,所述测量部件包括与移动平台相互平行的横梁以及设置在所述横梁上的测量小车组件;所述测量小车组件内设有若干组激光位移传感器,所述测量小车组件内设有升降油缸。
11.进一步的,所述自动控制系统包括外壳,设置在外壳表面的显示屏以及设置在外壳内部的自动控制器,所述自动控制器分别与所述上伺服驱动组件、所述下伺服驱动组件、所述测量小车组件电性连接。
12.进一步的,还包括设置在所述移动平台上的液压油箱,液压油箱分别与所述上油缸组件、所述下油缸组件、所述水平油缸组件、所述70
°
翻转组件、所述90
°
翻转组件、所述升降油缸固定连接。
13.采用上述技术方案,本实用新型具有以下优点:
14.本实用新型提供了一种钢轨自动校直装置,通过自动控制系统控制移动平台移动,从而将校直主机移动到钢轨需要校直的位置,通过测量部件对钢轨进行垂直和水平两个方向上的平直度测量,并将测量结果传输给自动控制系统,通过自动控制系统的运算实现测量曲线的显示,并从测量曲线判断钢轨校直所需的校直参数,通过控制移动平台、上移动支撑部件、下移动支撑部件、垂直上施力部件和垂直下施力部件进行钢轨自动校直,实现了钢轨自动校直和钢轨端部3000mm长度的平直度自动测量,作业容易,自动化程度高,而且测量精度高。
附图说明
15.通过阅读参照以下附图对非限制性实施例所作的详细描述,本实用新型的其它特征、目的和优点将会变得更明显。
16.图1是本实用新型钢轨自动校直装置的整体结构示意图;
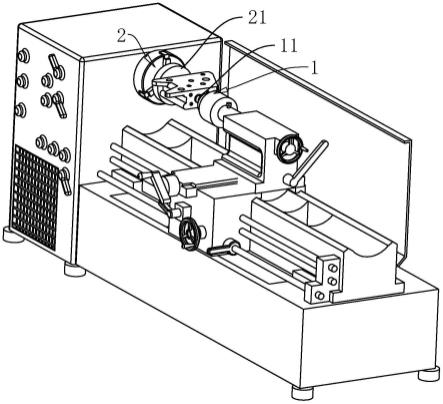
17.图2是本实用新型中校直主机的结构示意图;
18.图3是本实用新型中垂直上施力部件的结构示意图;
19.图4是本实用新型中垂直下施力部件的结构示意图;
20.图5是本实用新型中水平施力部件的结构示意图;
21.图6a是本实用新型中上移动支撑部件的结构正视图;
22.图6b是本实用新型中上移动支撑部件的结构侧视图;
23.图7a是本实用新型中下移动支撑部件的正视结构示意图;
24.图7b是本实用新型中下移动支撑部件的侧视结构示意图;
25.图8是本实用新型中测量部件中测量小车组件的结构示意图。
具体实施方式
26.以下结合说明书附图对本实用新型的技术方案进行具体说明,在具体实施方式中
详细叙述本实用新型的详细特征以及优点,其内容足以使任何本领域技术人员了解本实用新型的技术内容并据以实施,且根据本说明书所揭露的说明书、权利要求及附图,本领域技术人员可轻易地理解本实用新型相关的目的及优点。
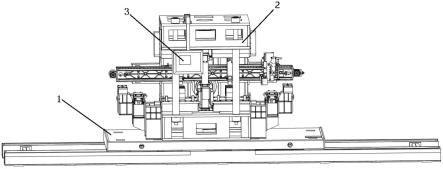
27.图1是本实用新型钢轨自动校直装置的整体结构示意图。
28.一种钢轨自动校直装置具体如图1所示,包括移动平台1,固定设置在移动平台1上的校直主机2以及固定设置在移动平台1上的自动控制系统3,自动控制系统3与移动平台1电性连接;移动平台1放置在地面上,校直主机2固定设于移动平台1上,移动平台1通过自动控制系统3控制移动,将校直主机2移动到钢轨需要校直的位置。
29.图2示出本实用新型中校直主机的结构示意图;图3示出本实用新型中垂直上施力部件的结构示意图;图4示出本实用新型中垂直下施力部件的结构示意图;图5示出本实用新型中水平施力部件的结构示意图;图6a示出本实用新型中上移动支撑部件的结构正视图;图6b示出本实用新型中上移动支撑部件的结构侧视图;图7a示出本实用新型中下移动支撑部件的结构正视示意图;图7b示出本实用新型中下移动支撑部件的结构侧视图;图8示出本实用新型中测量部件中测量小车组件的结构示意图。
30.其中,校直主机2具体如图2所示,包括主机框架21,与主机框架21上部固定连接的垂直上施力部件22,与主机框架下部固定连接的垂直下施力部件23,设置在垂直上施力部件两侧的上移动支撑部件25,设置在垂直下施力部件两侧的下移动支撑部件26,设置在垂直上施力部件22和垂直下施力部件23之间的水平施力部件24,设置在下移动支撑部件两侧的测量夹紧部件27以及设置在测量夹紧部件27上方的测量部件28。
31.垂直上施力部件22具体如图3所示,包括与主机框架21固定连接的上油缸组件221,固定设置在上油缸组件底部的70
°
翻转组件222,固定设置在上油缸组件221底部的安全挂钩组件224以及设置在70
°
翻转组件222底部的上施力臂组件223。
32.垂直下施力部件23具体如图4所示,包括与主机框架21固定连接的下油缸组件231以及固定连接在下油缸组件231顶部的施力顶头232;
33.水平施力部件24具体如图5所示,包括水平油缸组件241以及与所述水平油缸组件固定连接的施力座组件242。
34.上移动支撑部件25具体如图6a、图6b所示,上移动支撑部件25设有两个,分别设于垂直上施力部件22的两边,包括上移动座251,设置在上移动座251底部上支撑杆组件252,设置在上移动座251的上伺服驱动组件253,与上伺服驱动组件连接的上移动滑轨组件255以及设置在上支撑杆组件252侧边的90
°
翻转组件254,垂直下施力部件23向上施力进行校直钢轨时,钢轨将被上移动支撑部件25支撑,形成三点校直钢轨,上移动支撑部件25与自动控制系统3电性连接,两个上移动支撑部件25之间的间距通过自动控制系统3进行控制。
35.下移动支撑部件26具体如图7a、图7b所示,下移动支撑部件26设有两个,分别设于垂直下施力部件23的两边,包括下移动座261,设置在下移动座261上的支撑钢轨组件262,设置在下移动座261上的下伺服驱动组件263以及与下伺服驱动组件263连接的下移动滑轨组件264。垂直上施力部件22向下施力进行校直钢轨时,钢轨将被下移动支撑部件26支撑,形成三点校直钢轨,下移动支撑部件26也与自动控制系统3电性连接,两件下移动支撑部件26之间的间距通过自动控制系统3控制。
36.测量夹紧部件27包括水平引导滚轮组件和夹紧组件。
37.测量部件28包括与移动平台相互平行的横梁281以及设置在所述横梁上的测量小车组件282;其中,测量小车组件282具体如图8所示,测量小车组件内设有4-6组激光位移传感器283,用于钢轨端部3000mm长的垂直方向和水平方向平直度测量,测量小车组件282内设有升降油缸284,用于激光位移传感器283的升降动作。
38.自动控制系统3包括外壳,设置在外壳表面的显示屏以及设置在外壳内部的自动控制器,自动控制器分别与上移动支撑部件25中的上伺服驱动组件253、下移动支撑部件26中的下伺服驱动组件263、测量小车组件282电性连接。其工作原理为通过测量部件28对钢轨进行垂直和水平两个方向上的平直度测量,通过测量钢轨平直度得出钢轨校直参数,并将测量结果传输给自动控制系统3,通过自动控制系统3的自动控制器的运算获得测量曲线,最终显示在自动控制系统3的显示屏上,并从测量曲线判断钢轨校直所需的校直参数,校直参数包含了钢轨校直位置、钢轨支撑间距和钢轨校直量。
39.此外,该钢轨自动校直装置还包括设置在移动平台1上的液压油箱,液压油箱分别与上油缸组件221、下油缸组件231、水平油缸组件241、70
°
翻转组件222、90
°
翻转组件254、升降油缸284固定连接,组成液压系统,提供液压动力,控制垂直上施力部件22、垂直下施力部件23和水平施力部件24进行钢轨自动校直,实现了钢轨自动校直和钢轨端部3000mm长度的平直度自动测量。
40.最后,需要指出的是,虽然本实用新型已参照当前的具体实施例来描述,但是本技术领域中的普通技术人员应当认识到,以上的实施例仅是用来说明本实用新型,而并非用作为对本实用新型的限定,在不脱离本实用新型构思的前提下还可以作出各种等效的变化或替换,因此,只要在本实用新型的实质精神范围内对上述实施例的变化、变型都将落在本实用新型的权利要求书范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。