一种3d打印用改性全降解增韧聚乳酸材料及其制备方法
技术领域
1.本发明涉及3d打印材料领域,具体讲是一种3d打印用改性全降解增韧聚乳酸材料及其制备方法。
背景技术:
2.3d打印是一种快速成型技术,它以数字模型文件为基础,运用粉末状金属或者塑料等可粘合材料,通过逐层打印的方法来构造物体的技术。3d打印通常是采用数字技术材料打印机来实现的。常在模具制造、工业设计等领域被用于制造模型,后逐渐用于一些产品的直接制造,已经有使用这种技术打印而成的零部件。该技术在珠宝、鞋类、工业设计、建筑、工程和施工汽车、航空航天、牙科和医疗产业、教育、地理信息系统、土木工程、枪支以及其他领域都有所应用。
3.3d打印中的熔融层积成型技术(fdm)是利用工程塑料丝(如聚乳酸pla等)在熔点附近可熔化堆积的特性,打印出三维制品。pla具有良好的机械性能和生物降解性使得其具有广泛的应用前景,但它具有脆性过大这一明显的不足。在fdm熔融沉积快速成型打印应用上,由于pla过脆这一特性,导致打印制品时很容易出现断料、缺料不能正常打印完整的制品,需要经常人工干预续料,且打印制品很容易磕出无法恢复的痕迹或者出现碎裂,所以很多情况下不能很好的满足打印需求,还限制了pla在打印领域的应用。为了改善这一不足,提高聚乳酸的韧性是十分迫切需要的。
技术实现要素:
4.本发明的目的在于至少解决现有技术中存在的技术问题之一,提供一种3d打印用改性全降解增韧聚乳酸材料及其制备方法。
5.本发明的技术解决方案如下:
6.一种3d打印用改性全降解增韧聚乳酸材料,包含以下重量份数的原料:10-90份的基体原料,0.1-10份复合弹性体。
7.作为本发明的优选方案,所述基体原料包括:聚乳酸、聚已二酸/对苯二甲酸丁二酯、扩链剂以及抗氧剂。
8.作为本发明的优选方案,所述复合弹性体中含有滑石粉。
9.作为本发明的优选方案,所述滑石粉的粒度为1-5μm。
10.作为本发明的优选方案,所述抗氧剂包括2,6-三级丁基-4-甲基苯酚、双(3,5-三级丁基-4-羟基苯基)硫醚、季戊四醇酯、双十二碳醇酯、双十四碳醇酯和双十八碳醇酯中的一种或多种。
11.本发明还公开了一种3d打印用改性全降解增韧聚乳酸材料的制备方法,将生物基单体在交联反应时加入滑石粉,交联完成后得到的复合弹性体,将其与基体原料进行熔融混炼,熔融后挤出成型。
12.作为本发明的优选方案,挤出成型按照进料方向依序设置至少4个温度段,第一阶
段:160-170℃,第二阶段:180-190℃,第三阶段:190-200℃,第四阶段:190-200℃。
13.作为本发明的优选方案,所述生物基单体为聚乙二醇和癸二酸。
14.作为本发明的优选方案,所述交联反应中的交联剂采用甘油。
15.本发明的有益效果是:
16.本发明的一种3d打印用改性全降解增韧聚乳酸材料,一方面,通过在高分子原料中加入层片状结构的滑石粉,形成核-壳结构的复合粒子,该复合粒子分散在占量大的聚合物基体主相中,形成多相结构,诱发银纹或剪切带的大量产生和银纹与剪切带的相互作用,吸收冲技能,从而提高材料的韧性。再一方面,通过在滑石粉进行胶化预处理,使得其表面附上一层可降解的生物基弹性层,一方面能够提高滑石粉与聚合物基体的界面粘结力,另一方面该弹性层能够终止裂纹的扩展,提高材料的韧性。
具体实施方式
17.以下具体实施例对本发明的技术方案做进一步说明。
18.以下实施例中的扩链剂采用tmp6000(工业级)。
19.以下实施例中滑石粉的粒度为4μm。
20.实施例1
21.一种3d打印用改性全降解增韧聚乳酸材料,包含以下重量份数的原料:87份的基体原料,3份复合弹性体。
22.所述基体原料包括:质量比为7:1:0.1:0.03聚乳酸、聚已二酸/对苯二甲酸丁二酯、扩链剂以及抗氧剂。
23.所述抗氧剂包括2,6-三级丁基-4-甲基苯酚。
24.具体的制备方法:将生物基单体在交联反应时加入滑石粉,交联完成后得到的复合弹性体,将其与基体原料进行熔融混炼,熔融后挤出成型。
25.挤出成型在挤出机上进行,按照进料方向依序设置4个温度段,第一阶段:160℃,第二阶段:185℃,第三阶段:192℃,第四阶段:195℃。挤出机的螺杆转速为115r/min,喂料速度为5.6r/min。
26.所述复合弹性体的制备方法如下:
27.在氩气的氛围下,将摩尔比1:1的癸二酸和聚乙二醇进行聚合,同时加入占葵二酸和聚乙二醇总质量的1%的滑石粉,得到预聚体(分子量控制在4000da),然后继续将质量比1:1.5:2.3的甘油和预聚体以及六亚甲基二异氰酸酯在130℃反应2小时,即得。
28.实施例2
29.一种3d打印用改性全降解增韧聚乳酸材料,包含以下重量份数的原料:90份的基体原料,4份复合弹性体。
30.所述基体原料包括:质量比为7:2:0.5:0.04聚乳酸、聚已二酸/对苯二甲酸丁二酯、扩链剂以及抗氧剂。
31.所述抗氧剂包括双十二碳醇酯。
32.具体的制备方法:将生物基单体在交联反应时加入滑石粉,交联完成后得到的复合弹性体,将其与基体原料进行熔融混炼,熔融后挤出成型。
33.挤出成型在挤出机上进行,按照进料方向依序设置4个温度段,第一阶段:165℃,
第二阶段:184℃,第三阶段:190℃,第四阶段:195℃。挤出机的螺杆转速为120r/min,喂料速度为6.5r/min。
34.所述复合弹性体的制备方法如下:
35.在氩气的氛围下,将摩尔比1:1的癸二酸和聚乙二醇进行聚合,同时加入占葵二酸和聚乙二醇总质量的1.5%的滑石粉,得到预聚体(分子量控制在4000da),然后继续将质量比1:1.5:2.3的甘油和预聚体以及六亚甲基二异氰酸酯在130℃反应2小时,即得。
36.实施例3
37.一种3d打印用改性全降解增韧聚乳酸材料,包含以下重量份数的原料:85份的基体原料,0.6份复合弹性体。
38.所述基体原料包括:质量比为9:3:0.7:0.04聚乳酸、聚已二酸/对苯二甲酸丁二酯、扩链剂以及抗氧剂。
39.所述抗氧剂包括双(3,5-三级丁基-4-羟基苯基)硫醚。
40.具体的制备方法:将生物基单体在交联反应时加入滑石粉,交联完成后得到的复合弹性体,将其与基体原料进行熔融混炼,熔融后挤出成型。
41.挤出成型在挤出机上进行,按照进料方向依序设置4个温度段,第一阶段:165℃,第二阶段:186℃,第三阶段:197℃,第四阶段:198℃。挤出机的螺杆转速为115r/min,喂料速度为5.5r/min。
42.所述复合弹性体的制备方法如下:
43.在氩气的氛围下,将摩尔比1:1的癸二酸和聚乙二醇进行聚合,同时加入占葵二酸和聚乙二醇总质量的1%的滑石粉,得到预聚体(分子量控制在4000da),然后继续将质量比1:1.5:2.3的甘油和预聚体以及六亚甲基二异氰酸酯在130℃反应2小时,即得。
44.实施例4
45.一种3d打印用改性全降解增韧聚乳酸材料,包含以下重量份数的原料:90份的基体原料,0.9份复合弹性体。
46.所述基体原料包括:质量比为8:3:0.3:0.06聚乳酸、聚已二酸/对苯二甲酸丁二酯、扩链剂以及抗氧剂。
47.所述抗氧剂包括季戊四醇酯。
48.具体的制备方法:将生物基单体在交联反应时加入滑石粉,交联完成后得到的复合弹性体,将其与基体原料进行熔融混炼,熔融后挤出成型。
49.挤出成型在挤出机上进行,按照进料方向依序设置4个温度段,第一阶段:170℃,第二阶段:190℃,第三阶段:200℃,第四阶段:200℃。挤出机的螺杆转速为126r/min,喂料速度为7.5r/min。
50.所述复合弹性体的制备方法如下:
51.在氩气的氛围下,将摩尔比1:1的癸二酸和聚乙二醇进行聚合,同时加入占葵二酸和聚乙二醇总质量的1%的滑石粉,得到预聚体(分子量控制在4000da),然后继续将质量比1:1.5:2.3的甘油和预聚体以及六亚甲基二异氰酸酯在130℃反应2小时,即得。
52.实施例5
53.一种3d打印用改性全降解增韧聚乳酸材料,包含以下重量份数的原料:88份的基体原料,3份复合弹性体。
54.所述基体原料包括:质量比为8:1:0.1:0.03聚乳酸、聚已二酸/对苯二甲酸丁二酯、扩链剂以及抗氧剂。
55.所述抗氧剂包括双十八碳醇酯。
56.具体的制备方法:将生物基单体在交联反应时加入滑石粉,交联完成后得到的复合弹性体,将其与基体原料进行熔融混炼,熔融后挤出成型。
57.挤出成型在挤出机上进行,按照进料方向依序设置4个温度段,第一阶段:165℃,第二阶段:186℃,第三阶段:190℃,第四阶段:190℃。挤出机的螺杆转速为115r/min,喂料速度为7.5r/min。
58.所述复合弹性体的制备方法如下:
59.在氩气的氛围下,将摩尔比1:1的癸二酸和聚乙二醇进行聚合,同时加入占葵二酸和聚乙二醇总质量的1.2%的滑石粉,得到预聚体(分子量控制在4000da),然后继续将质量比1:1.5:2.3的甘油和预聚体以及六亚甲基二异氰酸酯在130℃反应2小时,制得。
60.对比例1(无复合弹性体)
61.一种3d打印用改性全降解增韧聚乳酸材料,包含以下重量份数的原料:88份的基体原料。具体为:质量比为8:1:0.1:0.03聚乳酸、聚已二酸/对苯二甲酸丁二酯、扩链剂以及抗氧剂。
62.所述抗氧剂包括双十八碳醇酯。
63.具体的制备方法:将基体原料进行熔融混炼,熔融后挤出成型。
64.挤出成型在挤出机上进行,按照进料方向依序设置4个温度段,第一阶段:160℃,第二阶段:180℃,第三阶段:190℃,第四阶段:190℃。挤出机的螺杆转速为115r/min,喂料速度为7.5r/min。
65.对比例2(复合弹性体中无滑石粉)
66.一种3d打印用改性全降解增韧聚乳酸材料,包含以下重量份数的原料:88份的基体原料,3份复合弹性体。
67.所述基体原料包括:质量比为8:1:0.1:0.03聚乳酸、聚已二酸/对苯二甲酸丁二酯、扩链剂以及抗氧剂。
68.所述抗氧剂包括双十八碳醇酯。
69.具体的制备方法:将生物基单体在交联反应时加入滑石粉,交联完成后得到的复合弹性体,将其与基体原料进行熔融混炼,熔融后挤出成型。
70.挤出成型在挤出机上进行,按照进料方向依序设置4个温度段,第一阶段:160℃,第二阶段:180℃,第三阶段:190℃,第四阶段:190℃。挤出机的螺杆转速为115r/min,喂料速度为7.5r/min。
71.所述复合弹性体的制备方法如下:
72.在氩气的氛围下,将摩尔比1:1的癸二酸和聚乙二醇进行聚合,得到预聚体(分子量控制在4000da),然后继续将质量比1:1.5:2.3的甘油和预聚体以及六亚甲基二异氰酸酯在130℃反应2小时,即得。
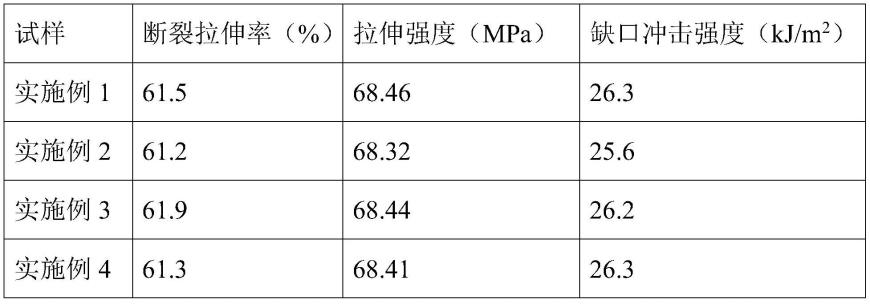
73.对上述实施例和对比例进行按照gb/t 1040-2006拉伸性能测试,按照iso179进行冲击性能测试,测试值见表1:
[0074][0075][0076]
从上表可知,实施例的性能优于对比例,可能的原因如下:对比例1的分析可知,实施例中加入复合弹性体,即通过在滑石粉进行胶化预处理,是的其表面附上一层可降解的生物基弹性层,一方面能够提高滑石粉与聚合物基体的界面粘结力,另一方面该弹性层能够终止裂纹的扩展,提高材料的韧性;对比例2的分析可知,实施例通过在高分子原料或弹性料中加入片状结构的滑石粉,形成核-壳结构的复合粒子,该复合粒子分散在占量大的聚合物基体主相中,形成多相结构,诱发银纹或剪切带的大量产生和银纹与剪切带的相互作用,吸收冲技能,从而提高材料的韧性。
[0077]
在不出现冲突的前提下,本领域技术人员可以将上述附加技术特征自由组合以及叠加使用。
[0078]
以上所述仅为本发明的优选实施方式,只要以基本相同手段实现本发明目的的技术方案都属于本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。