1.本实用新型涉及一种模具,尤其涉及一种墙体喷涂机铝合金壳体成型模具。
背景技术:
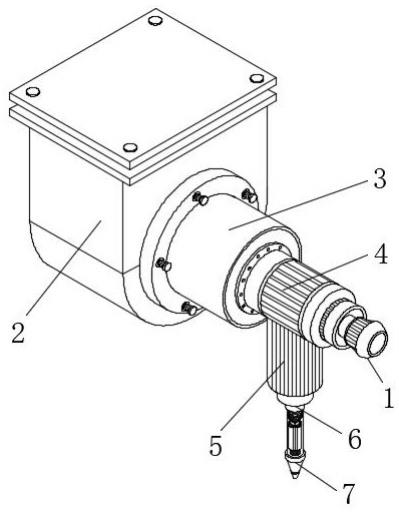
2.如图1所示,墙体喷涂机铝合金壳体200的前侧具有沿前后方向延伸布置且沿左右方向隔开对齐的大盲孔210和小盲孔220,墙体喷涂机铝合金壳体200的左侧和右侧各具有沿左右方向延伸布置的侧盲孔230(240),其中,大盲孔210的深度大于小盲孔220的深度;因此,在大盲孔210和小盲孔220的侧抽过程中,小盲孔220先比大盲孔210完成侧抽。
3.而在现有用于成型墙体喷涂机铝合金壳体200的模具中,负责大盲孔210和小盲孔220侧抽的侧抽机构使用一个大行程的气缸带动大芯杆和小芯杆一起滑移,且大芯杆与小芯杆之间不能相对滑移,这样设计会导致模具的尺寸增加。
4.因此,有必要提供一种墙体喷涂机铝合金壳体成型模具来克服上述的缺陷。
技术实现要素:
5.本实用新型的目的在于提供一种墙体喷涂机铝合金壳体成型模具,以解决因墙体喷涂机铝合金壳体的同一侧的侧抽行程不同而导致模具尺寸增大的缺陷。
6.为实现上述目的,本实用新型的墙体喷涂机铝合金壳体成型模具包括定模、动模、安装于所述定模上的浇注嘴及安装于所述动模的分流锥、第一侧抽芯机构、第二侧抽芯机构和第三侧抽芯机构。所述第一侧抽芯机构沿第一方向延伸布置,所述第二侧抽芯机构和第三侧抽芯机构沿第二方向相向布置,所述第二侧抽芯机构和第三侧抽芯机构还与所述第一侧抽芯机构相邻;所述动模沿第三方向与所述定模做合模配合,所述分流锥在合模时伸入所述浇注嘴内;其中,所述第一侧抽芯机构包含第一直线驱动器、第二直线驱动器、第一芯杆、第二芯杆及第一侧滑块,所述第一直线驱动器位于所述动模外并安装于所述动模之侧壁,所述第一直线驱动器的输出端伸入所述动模,所述第一侧滑块沿所述第一方向滑设于所述动模,所述第二直线驱动器和第一芯杆装配于所述第一侧滑块,所述第一芯杆还沿所述第一方向凸出所述第一侧滑块,所述第二直线驱动器的输出端沿所述第一方向延伸布置,所述第二芯杆装配于所述第二直线驱动器的输出端,所述第二芯杆还沿所述第一方向凸出所述第一侧滑块。
7.较佳地,所述第二直线驱动器的输出端装配有沿所述第二方向延伸布置的横向块,所述横向块相对的两端各装配有位于所述第二芯杆之侧旁的侧向导杆,所述侧向导杆与所述第二芯杆平行,所述侧向导杆还滑动地穿过所述第一侧滑块。
8.较佳地,所述第二侧抽芯机构包含第二侧滑块、侧抽杆、导引杆及弹簧,所述第二侧滑块沿平行于所述第二方向滑设于所述动模,所述导引杆装配于所述第二侧滑块并沿所述第二方向凸出所述第二侧滑块,所述导引杆沿平行于所述第二方向从所述动模的外部穿入所述动模的侧壁并与所述第二侧滑块装配连接,所述弹簧位于所述动模外,所述弹簧套装于所述导引杆并抵接于所述动模之侧壁和导引杆两者上;所述定模上装配有相对所述第
三方向倾斜的斜导柱,所述斜导柱可滑动地穿置于所述第二侧滑块中。
9.较佳地,所述导引杆为两个且沿所述第一方向隔开对齐排列,每个所述导引杆上套装有所述弹簧。
10.较佳地,所述第三侧抽芯机构包含主直线驱动器、辅直线驱动器、主滑块、主抽芯杆及辅抽芯杆,所述主直线驱动器从所述动模的外部装配于所述动模的侧壁,所述主直线驱动器的输出端伸入所述动模,所述主滑块沿平行于所述第二方向滑设于所述动模,所述主滑块还与所述主直线驱动器的输出端装配连接,所述辅直线驱动器装配于所述主滑块,所述辅直线驱动器的输出端还沿平行于所述第二方向延伸布置,所述主抽芯杆装配于所述辅直线驱动器的输出端,所述主抽芯杆还沿平行于所述第二方向凸出所述主滑块,所述辅抽芯杆装配于所述主滑块并沿平于行所述第二方向凸出所述主滑块。
11.较佳地,所述主直线驱动器之输出端的伸缩行程大于所述辅直线驱动器之输出端的伸缩行程。
12.较佳地,所述第一方向、第二方向及第三方向共同构成三维坐标系中的x、y和z轴方向。
13.较佳地,所述第二侧抽芯机构与所述第三侧抽芯机构彼此对齐。
14.较佳地,所述第一直线驱动器之输出端的伸缩行程大于所述第二直线驱动器之输出端的伸缩行程。
15.与现有技术相比,在第一侧抽芯机构中,借助第一直线驱动器、第二直线驱动器、第一芯杆、第二芯杆及第一侧滑块的配合,在侧抽墙体喷涂机铝合金壳体之前侧的大盲孔和小盲孔的过程中,先由第一直线驱动器带动第一侧滑块连同第二直线驱动器、第一芯杆和第二芯杆三者做侧抽芯运动,直到第一芯杆滑出小盲孔而完成小盲孔的侧抽;此时,第二直线驱动器再驱使第二芯杆继续做侧抽芯运动,从而使第二芯杆滑出大盲孔而完成大盲孔的侧抽芯运动,解决因墙体喷涂机铝合金壳体的同一侧的侧抽行程不同而导致模具尺寸增大的缺陷。
附图说明
16.图1是墙体喷涂机铝合金壳体的立体图。
17.图2是图1所示的墙体喷涂机铝合金壳体在另一角度时的立体图。
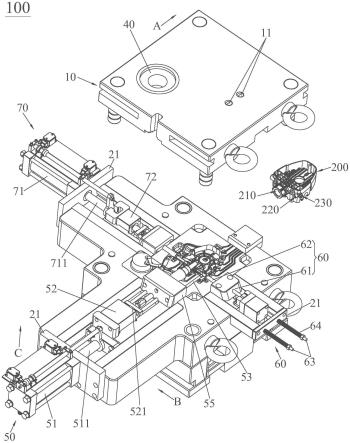
18.图3是本实用新型的墙体喷涂机铝合金壳体成型模具的立体图。
19.图4是图3所示的墙体喷涂机铝合金壳体成型模具的分解图。
20.图5是图4所示的墙体喷涂机铝合金壳体成型模具在隐藏定模、分流锥、浇注嘴及动模后的立体图。
具体实施方式
21.现在参考附图描述本实用新型的实施例,附图中类似的元件标号代表类似的元件。
22.请参阅图1至图3,本实用新型的墙体喷涂机铝合金壳体成型模具100用于成型墙体喷涂机铝合金壳体200,该墙体喷涂机铝合金壳体200的前侧具有第一方向延伸布置且沿第二方向相隔开的大盲孔210和小盲孔220,墙体喷涂机铝合金壳体200的左侧和右侧具有
沿第二方向延伸布置的侧盲孔230(240)。
23.结合图4至图5,本实用新型的墙体喷涂机铝合金壳体成型模具100包括定模10、动模20、安装于定模10上的浇注嘴30、安装于动模20的分流锥40、安装于动模20的第一侧抽芯机构50、安装于动模20的第二侧抽芯机构60及安装于动模20的第三侧抽芯机构70。第一侧抽芯机构50沿第一方向延伸布置,第二侧抽芯机构60和第三侧抽芯机构70沿第二方向相向布置,较优的是,第二侧抽芯机构60和第三侧抽芯机构70沿第二方向还彼此对齐,但不以此为限;第二侧抽芯机构60和第三侧抽芯机构70还与第一侧抽芯机构50相邻,以使得第二侧抽芯机构60位于第一侧抽芯机构50的右侧旁边,以及第三侧抽芯机构70位于第一侧抽芯机构50的左侧旁边;动模20沿第三方向与定模10做合模配合,分流锥40在合模时伸入浇注嘴30内,状态见图3所示。其中,第一侧抽芯机构50包含第一直线驱动器51、第二直线驱动器52、第一芯杆53、第二芯杆54及第一侧滑块55;第一直线驱动器51位于动模20外并安装于动模20之侧壁21,具体是安装于动模20之前侧的侧壁21,第一直线驱动器51的输出端511伸入动模20;第一侧滑块55沿第一方向滑设于动模20,较优的是,第一侧滑块55滑设于动模20面对定模10的端部上,但不以此为限;第二直线驱动器52和第一芯杆53装配于第一侧滑块55,以使得第二直线驱动器52、第一芯杆53和第一侧滑块55三者固成一体,从而使得第二直线驱动器52和第一芯杆53跟随第一侧滑块55一起滑移;第一芯杆54还沿第一方向凸出第一侧滑块55。第二直线驱动器52的输出端521沿第一方向延伸布置,第二芯杆54装配于第二直线驱动器52的输出端521,第二芯杆54还沿第一方向凸出第一侧滑块55,以使得第二芯杆54在第二直线驱动器52的驱使下还能相对第一芯杆53滑移,以满足同一侧的大盲孔210和小盲孔220两者不同深度的侧抽行程需要。具体地,在图3至图5中,第一直线驱动器51之输出端511的伸缩行程大于第二直线驱动器52之输出端521的伸缩行程,且第一直线驱动器51和第二直线驱动器52各为选择为气缸或液压缸,以简化它们的结构,但不以此为限。更具体地,如下:
24.如图4和图5所示,第二直线驱动器52的输出端521装配有沿第二方向延伸布置的横向块56,横向块56相对的两端各装配有位于第二芯杆54之侧旁的侧向导杆57,侧向导杆57与第二芯杆54平行,侧向导杆57还滑动地穿过第一侧滑块55,以借助侧向导杆57去确保第二芯杆54侧向滑移的顺畅性。具体地,在图5中,侧向导杆57为两个,且一个侧向导杆57以第二直线驱动器52的输出端521为中心与另一侧向导杆57对称布置,以进一步地确保第二芯杆54侧向滑移的顺畅性,当然,根据实际需要,两侧向导杆57还可为其它布置方式,故不以此为限。
25.如图3至图5所示,第二侧抽芯机构60包含第二侧滑块61、侧抽杆62、导引杆63及弹簧64。第二侧滑块61沿平行于第二方向滑设于动模20,较优的是,第二侧滑块61滑设于动模20面对定模10的端部上,导引杆63装配于第二侧滑块61并沿第二方向凸出第二侧滑块61,导引杆63沿平行于第二方向从动模20的外部穿入动模20的侧壁21并与第二侧滑块61装配连接,较优的是,导引杆63是穿入动模20的右侧的侧壁21;弹簧64位于动模20外,弹簧64套装于导引杆63并抵接于动模20之侧壁21和导引杆63两者上,以借助弹簧64,为第二侧滑块61连同侧抽杆62的自动复位提供复位力;定模10上装配有相对第三方向倾斜的斜导柱11,斜导柱11可滑动地穿置于第二侧滑块61中,以在动模20相对定模10的开模过程中,由斜导柱11带动第二侧滑块61连同侧抽杆62一起做克服弹簧64的抽侧运动,故节省动力的布置。
具体地,在图3至图5中,导引杆63为两个且沿第一方向隔开对齐排列,每个导引杆63上套装有弹簧64,以增加第二侧滑块61的侧抽滑移顺畅性,但不以此为限。
26.如图3至图5所示,第三侧抽芯机构70包含主直线驱动器71、辅直线驱动器72、主滑块73、主抽芯杆74及辅抽芯杆75。主直线驱动器71从动模20的外部装配于动模20的侧壁21,较优的是,主直线驱动器71装配于动模20的左侧的侧壁21处,主直线驱动器71的输出端711伸入动模20;主滑块73沿平行于第二方向滑设于动模20,较优的是,主滑块73滑设于动模20面对定模10的端部上,主滑块73还与主直线驱动器71的输出端711装配连接;辅直线驱动器72装配于主滑块73,辅直线驱动器72的输出端721还沿平行于第二方向延伸布置;主抽芯杆74装配于辅直线驱动器72的输出端721,主抽芯杆74还沿平行于第二方向凸出主滑块73,辅抽芯杆75装配于主滑块73并沿平于行第二方向凸出主滑块73;这样设计的目的是满足侧向行程不同的需要;即,先由主直线驱动器71驱使主滑块73连同辅直线驱动器72、主抽芯杆74和辅抽芯杆75一起滑移,再由辅直线驱动器72驱使主抽芯杆74相对辅抽芯杆75滑移,从而达到双行程侧抽的目的。具体地,在图5中,主抽芯杆74穿置于辅抽芯杆75的中心,并伸出辅抽芯杆75,以使得主抽芯杆74于辅抽芯杆75的中心处做伸缩滑移,状态见图5所示;另,主直线驱动器71之输出端711的伸缩行程大于辅直线驱动器72之输出端721的伸缩行程。举例而言,主直线驱动器71和辅直线驱动器72各为气缸或液压缸,以简化它们的结构,但不以此为限。
27.与现有技术相比,在第一侧抽芯机构50中,借助第一直线驱动器51、第二直线驱动器52、第一芯杆53、第二芯杆54及第一侧滑块55的配合,在侧抽墙体喷涂机铝合金壳体200之前侧的大盲孔210和小盲孔220的过程中,先由第一直线驱动器51带动第一侧滑块55连同第二直线驱动器52、第一芯杆53和第二芯杆54三者做侧抽芯运动,直到第一芯杆53滑出小盲孔220而完成小盲孔220的侧抽;此时,第二直线驱动器52再驱使第二芯杆54继续做侧抽芯运动,从而使第二芯杆54滑出大盲孔210而完成大盲孔210的侧抽芯运动,解决因墙体喷涂机铝合金壳体100的同一侧的侧抽行程不同而导致模具尺寸增大的缺陷。
28.值得注意者,在图3至图5中,箭头a所指的方向为第一方向,箭头b所指的方向为第二方向,箭头c所指的方向为第三方向,其中,第一方向、第二方向及第三方向共同构成三维坐标系中的x、y和z轴方向。
29.上所揭露的仅为本实用新型的优选实施例而已,当然不能以此来限定本实用新型之权利范围,因此依本实用新型申请专利范围所作的等同变化,仍属本实用新型所涵盖的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。