一种制造大槽深多槽大v式旋压皮带轮用旋压工装
技术领域
1.本实用新型属于板制旋压皮带轮加工技术领域,具体涉及一种制造大槽深多槽大v式旋压皮带轮用旋压工装。
背景技术:
2.目前,在汽车、农用机械、工程机械中大v式结构的旋压皮带轮应用非常广泛,相对而言这种结构材料消耗少、工序少、模具简单。目前广泛使用的大v式旋压皮带轮的槽深一般低于20mm,随着技术发展,市场对产品提出了更高要求,目前所需大v式旋压皮带轮的槽深达到25mm以上,现有成型设备和工艺虽然可用于成型槽深达到25mm的产品,在成型过程中不会出现断裂,但成型后的产品在使用过程中却常出现断裂, 使用安全性差。
技术实现要素:
3.本实用新型的目的在于克服现有技术所存在的上述不足而提供一种制造大槽深多槽大v式旋压皮带轮用旋压工装,有效提高大v式旋压皮带轮的强度,保证其在使用过程中的安全性。
4.本实用新型的技术方案在于:一种制造大槽深多槽大v式旋压皮带轮用旋压工装,包括用于压紧产品毛坯的芯模夹具,芯模夹具包括旋压设备上联接盘传动连接的上芯模、与旋压设备下联接盘传动连接的下芯模;下芯模内装有模芯;模芯上端装有与产品形状适配的顶出器;下芯模和模芯之间装有内芯模;所述内芯模由多个分瓣模组成;旋轮装于旋轮固定座;旋轮与芯模夹具夹紧的产品毛坯对应设置;所述旋轮包括一成型轮。
5.所述旋轮还包括一预成型轮。
6.所述预成型轮上有n个成型齿;所述n为产品需成型槽数。。
7.所述成型齿高度ht比产品槽口宽度hg大9~13mm。
8.所述成型齿长度lt比产品槽深dg小1~3mm;所述产品槽深dg大于25mm。
9.各成型齿工作面截面形状相同。
10.所述成型齿工作面截面形状由上斜边、下斜边、以及连接上斜边与下斜边的五段圆弧构成;相邻两圆弧所在圆相切。
11.所述五段圆弧包括分别与上斜边、下斜边相连的两段圆弧一r1、分别与两段圆弧一r1相连的两段圆弧二r2、两端分别于两段圆弧二r2相连的圆弧三r3;所述圆弧一r1与其相连的上斜边或下斜边相切;所述圆弧一r1所在圆的半径小于所述圆弧二r2所在圆的半径;所述圆弧二r2所在圆的半径小于所述圆弧三r3所在圆的半径。
12.所述上斜边与下斜边的夹角θ比产品槽型上边与下边夹角α大1~5
°
。
13.所述圆弧一r1的半径为8-12mm;所述圆弧二r2的半径为14-18mm;所述圆弧三r3的半径为20-24mm。
14.所述圆弧一r1的半径为9-11mm;所述圆弧二r2的半径为15-17mm;所述圆弧三r3的半径为21-23mm。
15.所述上斜边与下斜边的夹角θ比产品槽型上边与下边夹角α大1~3
°
。
16.所述n为2。
17.本实用新型的发明构思在于,大v式旋压皮带轮在旋压成型过程中,材料存在弯曲变形和塑性变形,而大v式旋压皮带轮的槽底部位是成型过程中受力最大部位,其塑性变形亦是最大部位,槽底厚度必然小于板料厚度。本发明人研究发现,目前广泛使用的大v式旋压皮带轮的槽深一般低于20mm,槽深浅在旋压成型过程中塑性变形量小,槽深25mm的大v式旋压皮带轮其塑性变形量远远大于槽深低于20mm的大v式旋压皮带轮的塑性变形量。目前相关技术制造的大槽深多槽大v式旋压皮带轮槽底厚度仅有板料厚度的50%,槽底部位厚度不足是大槽深多槽大v式旋压皮带轮断裂的根本原因。从疲劳耐久验证和长期使用情况分析,槽底厚度在经过塑性变形后至少需要达到原板料厚度的70%,在使用过程中才不会出现断裂。
18.本实用新型的技术效果在于:本实用新型解决了槽深大于25mm的大v式旋压皮带轮使用过程中易断裂的问题,全新设计的预成型轮,保证旋压后的产品槽底部位厚度大于板料厚度70%,提高了大槽深多槽大v式旋压皮带轮的强度,保证其在使用过程中的安全性。
附图说明
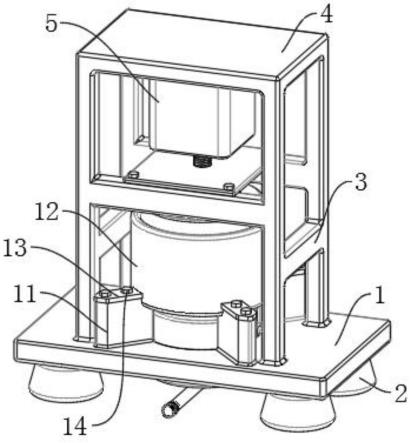
19.图1是本实用新型的结构示意图。
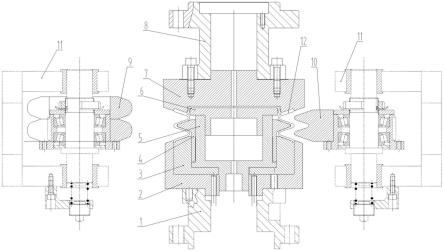
20.图2是预成型轮的结构示意图。
21.图3是大v式旋压皮带轮产品的结构示意图。
22.图中,1、下联接盘,2、下芯模,3、成型块,4、内芯模,5、模芯,6、顶出器,7、上芯模,8、上联接盘,9、预成型轮,10、成型轮,11、旋轮固定座,12、产品。
具体实施方式
23.图1中,旋压设备下联接盘1通过螺钉联接下芯模2,二者之间采用止口紧配合。下芯模2内装有成型块3,二者采用滑配。成型块3内装有模芯5,二者之间采用止口滑配。成型块3和模芯5之间装有内芯模4,内芯模4和成型块3和芯模5均采用滑配。下芯模2和模芯5采用紧配合;保证内芯模4放入不会散开的同时,增加内芯模4支撑的精度和刚度。模芯5内装有顶出器6,二者之间采用止口滑配。在旋压设备下联接盘1驱动下,可以带动下芯模2、成型块3、内芯模4、模芯5、顶出器6旋转。旋压设备上联接盘8通过螺钉联接上芯模7,二者之间采用止口紧配合。上联接盘8可带动上芯模7实现上、下往复运动,同时可实现和下联接盘1同步旋转。预成型轮9固定在旋压设备旋轮固定座11上,在旋压设备驱动下可实现左右往复运动,预成型轮9和旋轮固定座11之间有轴承,预成型轮9可在挤压产品12的过程中,和产品12实现反向旋转。成型轮10固定在旋压设备旋轮固定座11上,在旋压设备驱动下可实现左右往复运动,成型轮10和旋轮固定座11之间有轴承,成型轮10可在挤压产品12的过程中,和产品12实现反向旋转。
24.预成型轮9上有2个成型齿。各成型齿工作面截面形状相同。成型齿工作面截面形状由上斜边901、下斜边902、以及连接上斜边901与下斜边902的五段圆弧构成。相邻两圆弧所在圆相切。圆弧从一侧上斜边部位开始逐渐变大到中心部位然后再逐渐变小到另一侧下斜边部位,两侧为对称结构。五段圆弧包括分别与上斜边、下斜边相连的两段圆弧一r1、分
别与两段圆弧一r1相连的两段圆弧二r2、两端分别于两段圆弧二r2相连的圆弧三r3。圆弧一r1与其相连的上斜边或下斜边相切。圆弧一所在圆的半径小于圆弧二所在圆的半径。圆弧二所在圆的半径小于圆弧三所在圆的半径。
25.工作时,首先将产品12的毛坯放入下芯模2和成型块3之间的卡槽内。上芯模7在上联接盘8驱动下下行,在上芯模7与产品12贴合后,上联接盘8、下联接盘1启动同步旋转,并带动产品12旋转。预成型轮9在旋轮固定座11带动下移动,靠近直至接触产品12,预成型轮9相对产品12反向旋转并持续进给挤压产品12,同时上芯模7下行压迫产品12,产品12的内腔靠内芯模4支撑,产品12产生弯曲折叠,压至产品直边高度为三分之二毛坯高度时,预成型轮9退出。成型轮10在旋轮固定座11带动下移动,靠近直至接触产品12,成型轮10相对产品12反向旋转并持续进给挤压产品12,同时上芯模7继续下行压迫产品12,产品12的内腔靠内芯模4支撑,产品12继续产生弯曲折叠,直至产品12和成型块3、上芯模7、成型轮10、内芯模4完全贴模。旋压加工完成,上芯模7、成型轮10退回,可将产品12从成型块3中取出,然后将产品12内腔中的模芯5、内芯模4和顶出器6取出。
26.图2、图3中,本实用新型所提供的预成型轮9上有2个成型齿。成型齿高度ht比产品槽口宽度hg大11.5mm。成型齿长度lt比产品槽深dg小1.2mm。各成型齿工作面截面形状相同。成型齿工作面截面形状由上斜边901、下斜边902、以及连接上斜边901与下斜边902的五段圆弧构成。相邻两圆弧所在圆相切。上斜边与下斜边的夹角θ比产品槽型上边1201与下边1202夹角α大1.5
°
。五段圆弧包括分别与上斜边、下斜边相连的两段圆弧一r1、分别与两段圆弧一r1相连的两段圆弧二r2、两端分别于两段圆弧二r2相连的圆弧三r3。圆弧一r1与其相连的上斜边或下斜边相切。圆弧一所在圆的半径小于圆弧二所在圆的半径。圆弧二所在圆的半径小于圆弧三所在圆的半径。圆弧一r1的半径为9mm。圆弧二r2的半径为17mm。圆弧三r3的半径为21mm。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。