1.本发明属于感应加热技术领域,特别涉及一种感应加热头。
背景技术:
2.感应加热技术应用到具体的金属热处理加工场景中时,需要对应具体加工场景设置感应加热头,感应加热头往往用作磁场发生器,对其输入具有一定频率的交变电流时,该感应加热头可将交变电流转换成为具有对应交变频率的交变磁场,对进入到磁场范围内的金属工件进行感应加热。
3.为保证感应加热效果,感应加热头应由具有一定围合面积的金属线材盘绕而成,现有技术中提供的感应加热头往往呈现为单圈环形或者多圈弹簧形,例如在申请号为“202110320429.9”的中国专利申请文件中即提供一种高频电磁感应聚焦焊接装置,其中的空心感应线圈即呈现为单圈环形;而在申请号为“201420712705.1”的中国专利申请文件中公开的620kw采煤机转子笼条与端环中频焊感应圈结构,其中涉及的感应圈即呈现为盘绕了3圈的螺旋形状。
4.上述呈现为单圈环形以及多圈弹簧形的感应头在感应加热技术领域应用广泛,能适用大多数的感应加热场合,满足普通的金属工件感应加热加工处理需求。但在实际加工生产过程中,往往存在对电路板、显示屏或其他具有较大幅面的型材进行微小体积元件焊接处理的场景。以led显示屏为例,在制造mini led显示屏或micro led显示屏的制造过程中,即需要将单颗体积极小的led光源焊接到基板上去,由于显示屏本身相较于单颗led光源具有较大幅面,其上按照显示要求布置成千上万个led光源。在这样的场景中,作为目标元件的单颗led光源体积小巧,其需求焊接的引脚体积更小,而对于由多个单颗led光源整齐排列构造而成的mini led显示屏或micro led显示屏而言,其也将面临焊点多、单个焊接点位置要求精准、整体需求焊接点位数目庞大、不同焊接点分布范围广等技术难题。
5.上述问题普遍存在于实际生产中,将感应加热技术应用与上述加工场景中时,对于呈现为单圈环形或多圈弹簧形的感应头而言,对其通入交变电流后,其产生的磁场,往往在围绕感应加热头本身在其四周空间中均匀分布,在空间中往往呈现为以感应加热头为中心的扁球形、球形或椭球形,这样的磁场分布,并不能满足上述对对电路板、显示屏或其他具有较大幅面的型材进行微小体积元件焊接处理的场景需求。
6.综上所述,如何对现有技术中的感应加热头进行改进,使其适用型材表面微小体积元件焊接的热加工需求,克服该类似场景中单个焊点小、焊点数量多、不同焊点之间分布范围广的实际困难,是本领域技术人员急需解决的技术问题。
技术实现要素:
7.为解决上述问题,本发明的目的在于提供一种楔形感应加热头,该感应加热头以其自身结构特点收窄交变磁场,将交变磁场汇聚于较窄范围内,方便适配小体积元件的焊接场景。
8.本发明的另一个目的在于提供一种结构简洁、工作稳定、加热效果好的楔形感应加热头。
9.为实现上述目的,本发明的技术方案如下:
10.一种楔形感应加热头,该感应加热头包括有第一加热刀、第二加热刀以及连接部;第一加热刀与第二加热刀相互平行,连接部设置在第一加热刀与第二加热刀的一侧,用于连接并导通二者,第一加热刀背离连接部的一端向外部交变电源的其中一个输出端开放连接,第二加热刀的另一端向外部交变电源的另一个输出端开放连接;第一加热刀与第二加热刀贴近,二者之间留存容外部工件感应加热的间隙。
11.在该感应加热头中,第一加热刀与第二加热刀通过连接部连接并导通,则对第一加热刀的一端接入外部交变电源输出的电流,则电流将沿第一加热刀、连接部、第二加热刀至外部交变电源的路径流动,由于第一加热刀与第二加热刀并行,则对于该感应加热头而言,在其工作的任意时刻,第一加热刀与第二加热刀中流通的电流都呈现为等大反向的状态,由于交变电流的传输过程存在临近效应,两路流向相反的电流相互作用,电流将趋向于沿最短路径流动,则在该感应加热头中,第一加热刀中的电流将趋向于沿靠近第二加热刀一侧流动,而第二加热刀中的电流也将趋向于沿靠近第一加热刀一侧流动,从整体来看,不难发现,对该感应加热头施加交流电,交变电流将趋向于对汇聚在第一加热刀与第二加热刀之间留存的间隙附近区域流动,交变电流频率越高,这样的现象就越明显,这样一来,由交流电转换而来的交变磁场也将集中在该间隙附近,即感应加热头处产生的交变磁场受制于相互贴近的两加热刀,被人为收窄在间隙周围,技术人员可根据具体的需求单次热处理的区域形状与大小,设计具有合理的间隙形状以及间隙宽度,即可得到与该间隙对应分布的狭窄的空间磁场,适配具体加工时体积微小的元件,能对微小体积元件作出更加精准的感应加热焊接加工。
12.进一步地,第一加热刀包括有第一主刃边与第一辅刃边,第一主刃边与第一辅刃边围合形成第一加热刀的刀刃;第二加热刀包括有第二主刃边与第二辅刃边,第二主刃边与第二辅刃边围合形成第二加热刀的刀刃;第一加热刀的刀刃贴近第二加热刀的刀刃,两刀刃之间留存容外部工件感应加热的间隙。
13.进一步地,第一主刃边与第一辅刃边之间所夹角度为锐角;第二主刃边与第二辅刃边之间所夹角度也为锐角。
14.由第一主刃边与第一辅刃边围合形成的刀刃呈现为锐角,则第一加热刀的刀刃将呈现为薄而扁的形状,第二加热刀的刀刃同理,第一加热刀与第二加热刀的刀刃相贴,则交流电受临近效应影响,逐渐汇聚与两加热刀的刀刃处,并进一步在刀刃附近空间中产生对应的交变磁场,交变磁场将明显集中在两刀刃之间的间隙附近,交流电的频率越高、两刀刃越尖,这样的现象越明显,交变磁场越汇集,以交变磁场的范围为有效加工加工区域,这样的感应加热头设计将能有效收窄有效加工区域范围,帮助提升单次感应加热加工精度,适配小体积元器件的焊接加工。
15.具体应用时,技术人员可视具体加工需求设计不同的间隙形状以适配加工需求,例如设计较短的第一加热刀与第二加热刀,保持第一加热刀与第二加热刀之间间隙宽度相对较宽,用于基于感应加热技术焊接较大体积芯片;也可以设计长度较长的第一加热刀与第二加热刀,保持第一加热刀与第二加热刀之间间隙宽度相对较窄,用于适配mini led显
示屏或micro led显示屏表面巨量单颗led光源阵列式焊接的加工场景。
16.进一步地,第一加热刀还包括有第一背边,第一背边与第一主刃边围合形成第一加热刀的刀背;第二加热刀还包括有第二背边,第二背边与第二主刃边围合形成第二加热刀的刀背;第一背边与第一主刃边所夹角度为直角或钝角;第二背边与第二主刃边所夹角度也为直角或钝角。
17.以上述设置方式,第一加热刀与第二加热刀的整个横断面处将被构造成为刀背宽厚而刀刃薄扁的形状,这样的设置一方面便于增强临近效应对交变电流传输的影响,促使交流电汇聚与两加热刀的刀刃处,在间隙附近获得分布更加集中、强度更大的交变磁场,另一方面也充分考虑第一加热刀与第二加热刀本身的耐流特性,以由刀刃到刀背逐渐宽厚的结构特点,提高两加热刀承受高频大电流的能力,延长其使用寿命,保证该感应加热头长时间稳定工作。
18.从其横断面观察,不难发现两加热刀在空间上呈现为刀背远离、刀刃相贴的形态,两加热刀的刀背之间将留出较宽空位,这样的形态一方面有利于感应加热过程顺利进行,另一方面能在两加热刀之间留出空槽,方便热量散失,也方便技术人员一旦需要、向该空槽处填充绝缘材料防止二者相互放电。
19.在本技术提供的技术方案中,该感应加热头还包括有支撑座,支撑座设置在第一加热刀以及第二加热刀的刀背一侧,且支撑座分别与第一加热刀、连接部以及第二加热刀一体成型式连接。
20.支撑座用于将整个感应加热头与外部机构连接,将支撑座设置在第一加热刀以及第二加热刀的刀背处,则从横断面处观察,呈现为钝角的刀背将与支撑座相连,第一加热刀与第二加热刀的刀刃将背离支撑座向外伸出,则该感应加热头通过支撑座与外部驱动设备连接后,第一加热刀与第二加热刀将向外伸出,此时将待加工型材与元件放置在刀刃下,第一加热刀与第二加热刀的刀刃距离型材将更近,刀刃附近产生的磁场能更好得覆盖加工位置,取得更加理想的感应加热焊接效果。
21.进一步的,支撑座包括有支撑座本体以及水冷管,水冷管开设在支撑座本体内部。对感应加热头通入交变电流,由上文所述的交变电流的临近效应,电流将集中于第一加热刀与第二加热刀的刀刃附近流动,此时,第一加热刀与第二加热刀的刀背处虽同样为导体,但其内部很少或不流通电流,因此,在高频大电流环境下,第一加热刀与第二加热刀的刀背部分不承担导电任务,而仅仅以其良好的热导性,充当热量的传导介质,将刀刃处工作时产生的热量传导后,逐步向支撑座中的水冷管传递,并经由水冷管中流动的冷却水将热量散失出去,为整个感应加热头提供及时、高效、持续的散热举措,保证感应加热头长时间稳定工作不烧损。
22.本发明的优势在于:相比于现有技术,本技术提供的技术方案能有效收窄感应加热过程中交变磁场的空间分布,适配型材表面微小体积元件焊接的热加工需求,适配类似电路板或其他具有较大幅面的型材进行微小体积元件焊接处理等场景中。
附图说明
23.图1是具体实施方式中提供的楔形感应加热头的第一视角下的整体结构示意图。
24.图2是具体实施方式中提供的楔形感应加热头的第二视角下的整体结构示意图。
25.图3是具体实施方式中提供的楔形感应加热头的第一局部剖视图。
26.图4是具体实施方式中提供的楔形感应加热头的第二局部剖视图。
具体实施方式
27.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
28.为实现上述目的,本发明的技术方案如下:
29.请参阅图1-4。
30.在本具体实施方式中提供一种楔形感应加热头,该感应加热头包括有第一加热刀1与第二加热刀2,第一加热刀1与第二加热刀2保持电导通;
31.其中,第一加热刀1包括有第一主刃边11、第一辅刃边12以及第一背边(图未示),第一主刃边11与第一辅刃边12围合形成第一加热刀1的刀刃部分1x,第一主刃边11、第一辅刃边12以及第一背边围合形成第一加热刀1的刀背部分1y;第一主刃边11、第一辅刃边12以及第一背边围合形成三角形,构造整体呈现为楔形的第一加热刀1。
32.第二加热刀2包括有第二主刃边21、第二辅刃边22以及第二背边(图未示),第二主刃边21与第二辅刃边22围合形成第二加热刀2的刀刃部分2x,第二主刃边21、第二辅刃边22以及第二背边围合形成第二加热刀2的刀背部分2y;第二主刃边21、第二辅刃边22以及第二背边围合形成三角形,构造整体呈现为楔形的第二加热刀2。
33.第一加热刀1与第二加热刀2相互平行,第一加热刀1的刀刃1x与第二加热刀2的刀刃2x贴近且二者之间留存容感应加热加工的3mm-8mm的间隙a。
34.进一步的,在本具体实施方式中提供,第一加热刀1以及第二加热刀2均呈现为楔形,且第一加热刀1的横断面与第二加热刀2的横断面均呈现为相似的三角形。
35.进一步的,在本具体实施方式中提供,第二加热刀2的横断面均呈现为刀刃2x处呈现为15
°‑
30
°
锐角、刀背2y处呈现为120
°‑
150
°
的钝角的三角形。
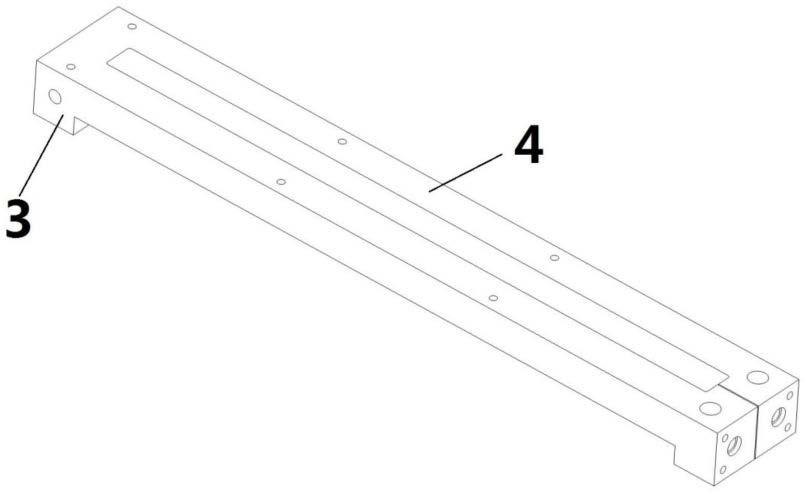
36.进一步的,在本具体实施方式中提供,该感应加热头还包括有连接部3,连接部3设置在第一加热刀1与第二加热刀2之间,且连接部3分别与第一加热刀1以及第二加热刀2一体成型式连接并保持电导通;第一加热刀1背离连接部3的一端以及第二加热刀2背离连接部3的一端向外部交变电源开放连接。
37.进一步的,在本具体实施方式中提供,该感应加热头还包括有支撑座4,支撑座4设置在第一加热刀1以及第二加热刀2的刀背(1y/2y)处一侧,且支撑座4分别与第一加热刀1、第二加热刀1以及连接部3一体成型式连接。
38.进一步的,在本具体实施方式中提供,支撑座4包括有支撑座本体41以及水冷管42,水冷管42开设在支撑座本体41内部。
39.以上仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
