1.本实用新型属于车辆零部件技术领域,具体涉及一种铰链安装加强结构、车身立柱总成及车辆。
背景技术:
2.车门铰链是连接车门和车身的重要连接件,其一般设置于车身的a柱或b柱上。由于车门重量较重,为了避免车门下垂、车身上的安装点位变形的问题,一般会在车身上的铰链安装位置进行加强。但是,现有的加强结构仍然存在强度不足,加强效果不好的问题,难以有效改善车门下垂、安装点位变形的问题,同时,在发生碰撞的时候铰链安装点位还存在变形量过大的风险。
技术实现要素:
3.本实用新型实施例提供一种铰链安装加强结构、车身立柱总成及车辆,旨在增强铰链安装点位的结构强度,有效改善车门下垂、安装点位变形的问题,同时提升抵抗碰撞的能力。
4.为实现上述目的,本实用新型采用的技术方案是:
5.第一方面,提供一种铰链安装加强结构,包括盒状的主体;
6.所述主体设于车身立柱的内腔之中,并具有与所述内腔的前侧壁贴合连接的前连接面、与所述内腔的后侧壁贴合连接的后连接面、与所述内腔的内侧壁贴合连接的内连接面,以及与所述内腔的外侧壁贴合连接的外连接面;所述外连接面形成铰链安装区域。
7.结合第一方面,在一种可能的实现方式中,所述主体包括:
8.第一结构体,呈朝向车辆内侧开口的盒状结构,所述第一结构体形成所述前连接面、所述后连接面和所述外连接面;以及
9.第二结构体,盖设于所述第一结构体的开口侧,并形成所述内连接面。
10.结合第一方面,在一种可能的实现方式中,所述第二结构体具有与所述前连接面贴合连接的前翻边。
11.结合第一方面,在一种可能的实现方式中,所述第二结构体具有与所述第一结构体的上侧面贴合连接的上翻边,和/或,所述第二结构体具有与所述第一结构体的下侧面贴合连接的下翻边。
12.结合第一方面,在一种可能的实现方式中,所述第二结构体具有与所述后侧壁贴合连接的后翻边。
13.本技术实施例所示的方案,与现有技术相比,通过盒状的主体对车身立柱的内部进行支撑,主体的前连接面与内腔的前侧壁之间、主体的后连接面与内腔的后侧壁之间、主体的内连接面与内腔的内侧壁之间,以及主体的外连接面与内腔的外侧壁之间具有较大的贴合连接面积,可以有效增加点位,主体与车身立柱之间的连接强度得到有效提升;并且,在盒状结构的支撑下,各个连接面的相对位置稳定,不易发生变形,主体的结构强度较高;
另外,由于主体与车身立柱之间形成环绕式的接触,能够有效分解来自正面碰撞、偏碰撞或侧面碰撞的冲击力,继而提升抗碰撞能力。本技术的铰链安装加强结构本身具有较强的结构强度,与车身立柱之间还能形成更加可靠的连接,在前后方向及左右方向上形成更有效的支撑,避免铰链安装点位处的车身立柱变形,并且能够提升铰链安装点位抗击碰撞的能力。
14.第二方面,本实用新型实施例另提供一种车身立柱总成,包括车身立柱,以及上述的铰链安装加强结构。
15.结合第二方面,在一种可能的实现方式中,所述车身立柱包括立柱加强板和立柱内板,所述立柱内板连接于所述立柱加强板的内侧,并与所述立柱加强板围合形成所述车身立柱的内腔;
16.所述内连接面上设有第一加强凸筋,所述第一加强凸筋上形成有内侧安装孔;
17.所述立柱内板上设有与所述第一加强凸筋对应贴合的第二加强凸筋,所述第二加强凸筋上设有与所述内侧安装孔对应的内板安装孔,所述内侧安装孔和所述内板安装孔通过螺纹连接件连接。
18.结合第二方面,在一种可能的实现方式中,所述第一加强凸筋和所述第二加强凸筋上分别设有相互对应的工艺过孔。
19.结合第二方面,在一种可能的实现方式中,所述车身立柱包括立柱加强板和立柱内板,所述立柱内板连接于所述立柱加强板的内侧,并与所述立柱加强板围合形成所述车身立柱的内腔;
20.所述外连接面上设有第三加强凸筋,所述第三加强凸筋形成所述铰链安装区域;
21.所述立柱加强板上设有与所述第三加强凸筋对应贴合的第四加强凸筋。
22.本技术实施例所示的方案,与现有技术相比,通过采用上述的铰链安装加强结构,有效增强了车身立柱总成整体的结构强度,避免铰链安装点位的变形和车门下垂的问题,同时提升了车身立柱总成的抗碰撞能力,提高车身的安全新更能。
23.第三方面,本实用新型实施例还提供一种车辆,包括上述的车身立柱总成。
24.本技术实施例所示的方案,与现有技术相比,通过采用上述的车身立柱总成,提升了整车的使用品质和安全性。
附图说明
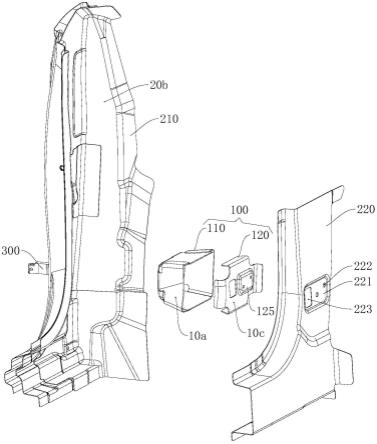
25.图1为本实用新型实施例提供的车身立柱总成的爆炸分解图一;
26.图2为本实用新型实施例提供的车身立柱总成的爆炸分解图二;
27.图3为本实用新型实施例提供的车身立柱总成的主视结构示意图;
28.图4为图3的a-a剖视图;
29.图5为本实用新型实施例采用的第一结构体的立体结构示意图;
30.图6为本实用新型实施例采用的第二结构体的立体结构示意图;
31.图7为本实用新型实施例提供的铰链安装加强结构的立体结构示意图一;
32.图8为本实用新型实施例提供的铰链安装加强结构的立体结构示意图二;
33.图9为本实用新型实施例的车身立柱总成的安装步骤示意图;其中,图9(a)为第一结构体与立柱加强板的局部装配示意图,图9(b)为在图9(a)的基础上安装第二结构体的局
部示意图,图9(c)在图9(b)的基础上安装立柱内板的局部示意图。
34.附图标记说明:
35.100、主体;10a、前连接面;10b、后连接面;10c、内连接面;10d、外连接面;110、第一结构体;111、第三加强凸筋;120、第二结构体;121、前翻边;122、上翻边;123、下翻边;124、后翻边;125、第一加强凸筋;126、内侧安装孔;127、螺母座;128、工艺过孔;
36.200、车身立柱;20a、前侧壁;20b、后侧壁;20c、内侧壁;20d、外侧壁;210、立柱加强板;211、第四加强凸筋;220、立柱内板;221、第二加强凸筋;222、内板安装孔;223、工艺过孔;
37.300、铰链。
具体实施方式
38.为了使本实用新型所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
39.需要说明的是,本技术中的术语“前”指的是从车尾到车头的方向,反之则为“后”;术语“内”指的是朝向乘员舱的方向,反之则为“外”;术语“上”指的是从车底到车顶的方向,反之则为“下”。
40.请一并参阅图1至图9,现对本实用新型提供的铰链安装加强结构进行说明。所述铰链安装加强结构,包括盒状的主体100;主体100设于车身立柱200的内腔之中,并具有与内腔的前侧壁20a贴合连接的前连接面10a、与内腔的后侧壁20b贴合连接的后连接面10b、与内腔的内侧壁20c贴合连接的内连接面10c,以及与内腔的外侧壁20d贴合连接的外连接面10d;外连接面10d形成铰链安装区域。
41.本实施例提供的铰链安装加强结构,与现有技术相比,盒状的主体100形成全包围式的结构,其对车身立柱200的内部进行支撑,主体100的前连接面10a与内腔的前侧壁20a之间、主体100的后连接面10b与内腔的后侧壁20b之间、主体100的内连接面10c与内腔的内侧壁20c之间,以及主体100的外连接面10d与内腔的外侧壁20d之间具有较大的贴合连接面积,可以有效增加点位,主体100与车身立柱200之间的连接强度得到有效提升;并且,在盒状结构的支撑下,各个连接面的相对位置稳定,不易发生变形,主体100的结构强度较高;另外,由于主体100与车身立柱200之间形成环绕式的接触,能够有效分解来自正面碰撞、偏碰撞或侧面碰撞的冲击力,继而提升抗碰撞能力。本实施例的铰链安装加强结构本身具有较强的结构强度,与车身立柱200之间还能形成更加可靠的连接,在前后方向及左右方向上形成更有效的支撑,避免铰链安装点位处的车身立柱变形,并且能够提升铰链安装点位抗击碰撞的能力。
42.另外,本实施例的主体100整体结构简单轻巧,整体重量不高于传统加强结构的重量,对于车辆的轻量化设计不会产生负面影响。
43.需要说明的是,本实施例中,主体100的前连接面10a与内腔的前侧壁20a之间、主体100的后连接面10b与内腔的后侧壁20b之间、主体100的内连接面10c与内腔的内侧壁20c之间的贴合连接示例性的被示出为点焊连接,如图1至图9所示。但需要理解的是,上述的“贴合连接”方式也可以是其他方式(例如螺纹连接件连接),能满足装配性能及操作可行性
需求即可,在此不做唯一限定。
44.若采用点焊方式实现上述构件的贴合连接,在具体实施时,前连接面10a与后连接面10b能分别设置至少两排焊接点位(如图7及图8所示),继而在每个连接面进行多排连接,实现焊接点位的增加。
45.在一些实施例中,参阅图1至图9,主体100包括第一结构体110和第二结构体120;第一结构体110呈朝向车辆内侧开口的盒状结构,第一结构体110形成前连接面10a、后连接面10b和外连接面10d;第二结构体120盖设于第一结构体110的开口侧,并形成内连接面10c。本实施例通过第一结构体110形成盒状结构,通过第二结构体120形成盒盖结构,同一个连接面由相同的构件形成,不仅简化的连接第一结构体110与第二结构体120的连接设计难度,还能增强各个连接面的结构强度,提升主体100整体的结构强度。
46.其中,第一结构体110和第二结构120之间可以具有多种配合方式,例如,第一结构体110和第二结构体120通过钣金工艺一体成型,第二结构体120的至少一个边缘与第一结构体100一体连接,其余边缘部位通过焊接等方式实现连接;或者,第一结构体110和第二结构体120分体设计,各自分别加工,最后将第二结构体120盖在第一结构体110的内侧开口处,并将第二结构体120的边缘与开口的边缘通过焊接等方式连接即可;再或者,第一结构体110和第二结构体120通过铸造等工艺一体成型,直接形成完整的盒装结构。
47.需要说明的是,第一结构体110和第二结构体120的配合方式并不限于上述几种方式,也可以是其他配合形式,在此不再一一列举;另外,第一结构体110和第二结构体120之间最终的锁定方式不仅限于焊接,也可以是螺纹连接件连接、铆接等方式,能满足装配性能及操作可行性需求即可,在此不再一一列举。
48.参阅图1、图2、图5、图7至图9,本实施例中,第一结构体110和第二结构体120分体设置;第一结构体110被示出为钣金件,其前侧和后侧分别沿x向延伸出连接翻边,焊接翻边与第一结构体110的上侧面和下侧面分别连接(例如点焊连接),最终形成一侧开口的盒状结构;对应的,第二结构体120也为钣金件,其边缘连接(例如点焊连接)于第一结构体110开口的边缘。需要说明的是,本实施例中的术语“x向”指的是车辆的前后方向。
49.在上述主体100实施例的基础上,参阅图1、图2、图6至图8,为了增强第二结构体120与第一结构体110之间连接的可靠性,第二结构体120具有与前连接面10a贴合连接的前翻边121。
50.在上述主体100实施例的基础上,参阅图1、图2、图6至图8,为了进一步增强第二结构体120与第一结构体110之间连接的可靠性,第二结构体120具有与第一结构体110的上侧面贴合连接的上翻边122;或者,第二结构体120具有与第一结构体110的下侧面贴合连接的下翻边123;又或者,第二结构体120具有与第一结构体110的上侧面贴合连接的上翻边122,同时第二结构体120具有与第一结构体110的下侧面贴合连接的下翻边123。
51.在上述主体100实施例的基础上,参阅图1、图2、图6至图8,第二结构体120具有与后侧壁20b贴合连接的后翻边124。本实施例通过后翻边124与车身立柱200进行连接,进一步增强了主体100与车身立柱200之间的连接面积,继而增强两者之间连接的强度。
52.需要说明的是,上述几个翻边与对应表面的贴合连接方式示例性的被示出为点焊连接,但需要理解的是,上述的“贴合连接”方式也可以是其他焊接方式,能满足装配性能及操作可行性需求即可,在此不做唯一限定。
53.基于同一发明构思,参阅图1至图9,本技术实施例另提供一种车身立柱总成,车身立柱200,以及上述的铰链安装加强结构。
54.本实施例中,车身立柱200示例性的被示出为a柱,但需要理解的是,车身立柱200还可以是b柱或其他需要与车门铰接的立柱结构,在此不做唯一限定。
55.本实施例提供的车身立柱总成,与现有技术相比,通过采用上述的铰链安装加强结构,有效增强了车身立柱总成整体的结构强度,避免铰链安装点位的变形和车门下垂的问题,同时提升了车身立柱总成的抗碰撞能力,提高车身的安全新更能。举例来说,若用于a柱结构,则可减小正碰、偏置碰的轮胎后移量,并降低a柱加强板的变形量;若用于b柱结构,则可有效改善侧碰对b柱腔体造成的变形。
56.在一些实施例中,参阅图1至图4及图9,车身立柱200包括立柱加强板210和立柱内板220,立柱内板220连接于立柱加强板210的内侧,并与立柱加强板210围合形成车身立柱200的内腔;内连接面10c上设有第一加强凸筋125,第一加强凸筋125上形成有内侧安装孔126;立柱内板220上设有与第一加强凸筋125对应贴合的第二加强凸筋221,第二加强凸筋221上设有与内侧安装孔126对应的内板安装孔222,内侧安装孔126和内板安装孔222通过螺纹连接件连接。本实施例中,第一加强凸筋125和第二加强凸筋221对立柱内板220与第二结构体120的连接区域进行加强,避免该区域变形。
57.本实施例中,第一加强凸筋125示例性被示出为向内侧凸起,而第二加强凸筋221则是向外侧凸起,第一加强凸筋125和第二加强凸筋221具有贴合接触面;但需要理解的是,第一加强凸筋125和第二加强凸筋221的凸起方向并不限于上述实施方式,也可以是均向外凸起,或均向内凸起,但两者之间需要有一定的贴合接触面。
58.为了方便立柱内板220与第二结构体120的安装,在上述实施例的基础上,参阅图1至图9,第一加强凸筋125和第二加强凸筋221上分别设有相互对应的工艺过孔(128,223),通过工艺过孔(128,223)预留出安装操作空间。其中,为了进一步增强立柱内板220的结构强度,工艺过孔223设置于第二加强凸筋221上。
59.在一些实施例中,参阅图1至图9,车身立柱200包括立柱加强板210和立柱内板220,立柱内板220连接于立柱加强板210的内侧,并与立柱加强板210围合形成车身立柱200的内腔;外连接面10d上设有第三加强凸筋111,第三加强凸筋111形成铰链安装区域;立柱加强板210上设有与第三加强凸筋111对应贴合的第四加强凸筋211。本实施例中,立柱加强板210和第一结构体110上分别设有安装通孔,通过螺纹连接件(例如螺栓)实现立柱加强板210、第一结构体110和铰链300的连接,第三加强凸筋111和第四加强凸筋211对铰链安装区域进行加强,能进一步提高该区域的结构强度,避免该区域变形。
60.本实施例中,第三加强凸筋111和第四加强凸筋211示例性的被示出为均向外侧凸起,两者之间具有贴合接触面;但需要理解的是,第三加强凸筋111和第四加强凸筋211的凸起方向并不限于上述实施方式,也可以是均向内凸起,或其中之一向内且另一向外,但两者之间需要有一定的贴合接触面,在此不再一一列举。
61.在主体100由分体的第一结构体110和第二结构体120组成的前提下,本实施例的车身立柱总成的组装过程大致为:
62.将第一结构体110焊接于立柱加强板210的指定位置,如图9(a)所示;
63.将第二结构体120分别与第一结构体110和立柱加强板110的指定位置焊接,如图9
(b)所示;
64.将立柱内板220分别与第二结构体120和立柱加强板110连接,即成,如图9(c)所示。
65.基于同一发明构思,本技术实施例还提供一种车辆,包括上述的车身立柱总成。
66.本实施例提供的车辆,与现有技术相比,通过采用上述的车身立柱总成,提升了整车的使用品质和安全性。
67.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。