r角成型模
技术领域
1.本实用新型涉及模具技术领域,尤其涉及一种r角成型模。
背景技术:
2.笔记本电脑外壳在生产的过程中,通常是利用模具进行冲压定型工作,但现有的笔记本外壳的圆弧边沿(又称r角)在生产过程中,往往需要通过冲压成型后的后续加工形成,无法直接冲压形成,降低笔记本电脑外壳的生产速率。
技术实现要素:
3.本实用新型的目的在于提供一种r角成型模,解决现有技术中的现有的笔记本外壳的圆弧边沿(又称r角)在生产过程中,往往需要通过冲压成型后的后续加工形成,无法直接冲压形成,降低笔记本电脑外壳的生产速率的问题。
4.为实现上述目的,本实用新型提供了一种r角成型模,包括上模单元和下模单元,所述上模单元包括上模座和上模板,所述下模单元包括下模座和下模板,所述上模板与所述上模座拆卸连接,并位于所述上模座的下方,所述上模板远离所述上模座的一端设置有凸块,所述下模板与所述下模座拆卸连接,并位于所述下模座的上方,所述下模板远离所述下模座的一端设置有安装槽,所述安装槽的内部设置有挤r角冲头,所述挤r角冲头与所述安装槽的端面之间构成型腔,所述型腔的四个端点处均呈圆弧结构设置,所述凸块的四个端点处均呈圆弧结构设置,所述凸块与所述成型腔相适配。
5.其中,所述上模单元还包括上垫板,所述上垫板位于所述上模座和所述上模板之间,所述上模座和所述上模板均与所述上垫板拆卸连接。
6.其中,所述安装槽的内部还设置有冲头垫板,所述冲头垫板位于所述安装槽的底部与所述挤r角冲头之间,所述冲头垫板与所述下模板拆卸连接,所述挤r角冲头与所述冲头垫板拆卸连接。
7.其中,所述下模单元包括下垫板,所述下垫板位于所述下模座和所述下模板之间,所述下模座和所述下模板均与所述下垫板拆卸连接。
8.其中,所述下模板的端面还设置有多个限位块,多个所述限位块分布在所述安装槽的四周。
9.其中,所述下模板的上方还设置有导向柱,所述上模板的底部还设置有导向槽,所述导向槽的内部设置有导向套,所述导向柱与所述导向套相适配。
10.其中,所述r角成型模还包括下底板和多个缓冲脚,所述下底板位于所述下模座的下方,所述下底板与所述下模座之间设置有多个所述缓冲脚。
11.其中,每个所述缓冲脚均包括外柱、内柱和缓冲弹簧,所述外柱的一端与所述下底板拆卸连接,所述外柱的另一端设置有滑槽,所述滑槽的内部设置有所述缓冲弹簧,所述内柱的一端与所述滑槽滑动连接,并与所述缓冲弹簧相抵持,所述内柱的另一端与所述下模座拆卸连接。
12.本实用新型的r角成型模,包括上模单元和下模单元,所述上模单元包括上模座和上模板,所述下模单元包括下模座和下模板,所述下模板远离所述下模座的一端设置有安装槽,所述安装槽的内部设置有挤r角冲头,所述挤r角冲头与所述安装槽的端面之间构成型腔,所述型腔的四个端点处均呈圆弧结构设置,所述凸块的四个端点处均呈圆弧结构设置,所述凸块与所述成型腔相适配,利用螺钉将所述挤r角冲头安装在所述下模板的所述安装槽内,从而形成所述型腔,当生产笔记本电脑的外壳时,将带加工板体放置在所述下模板上,启动液压设备,利用所述上模板上的所述凸块对待加工板体进行冲压,由于所述凸块和所述型腔的四个端点处均呈圆弧结构设置,从而冲压形成带圆弧边沿的笔记本电脑外壳,从而提高笔记本电脑外壳的生产速率。
附图说明
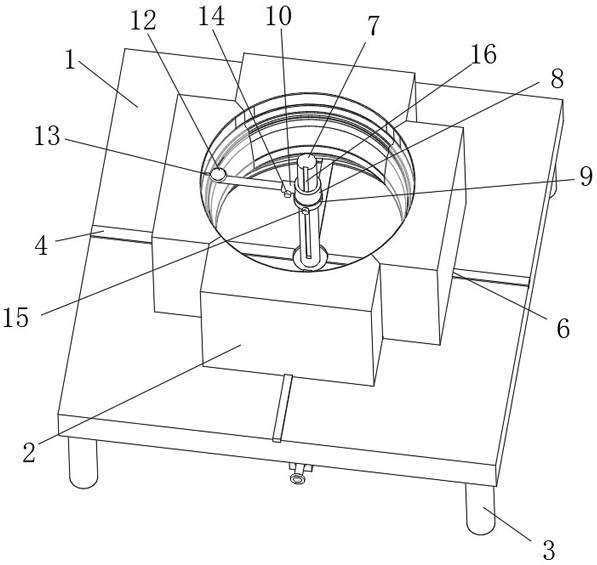
13.图1是本实用新型提供的r角成型模的结构示意图。
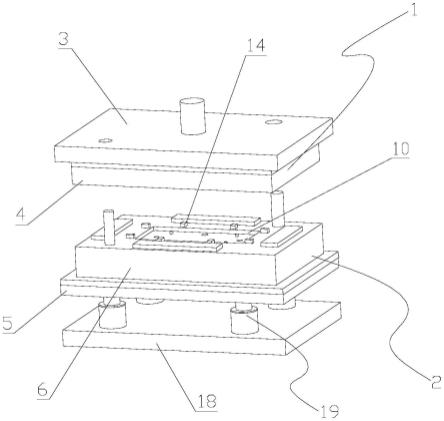
14.图2是本实用新型提供的r角成型模的正视图。
15.图3是本实用新型提供的图2的a-a线的内部结构剖视图。
16.图4是本实用新型提供的图2的b-b线的内部结构剖视图。
17.1-上模单元、2-下模单元、3-上模座、4-上模板、5-下模座、6-下模板、7-凸块、8-安装槽、9-挤r角冲头、10-型腔、11-上垫板、12-冲头垫板、13-下垫板、14-限位块、15-导向柱、16-导向槽、17-导向套、18-下底板、19-缓冲脚、20-外柱、21-内柱、22-缓冲弹簧、23-滑槽。
具体实施方式
18.请参阅图1至图4,本实用新型提供一种r角成型模,包括上模单元1、下模单元2、下底板18和多个缓冲脚19。所述上模单元1包括上模座3、上模板4及位于上模座3和上模板4之间的上垫板11,所述下模单元2包括下模座5、下模板6和位于所述下模座5和所述下模板6之间的下垫板13,所述上模座3和所述上模板4均与所述上垫板11可拆卸连接,进而使得所述上模板4与所述上模座3拆卸连接。所述上模板4位于所述上模座3的下方,所述上模板4远离所述上模座3的一端设置有凸块7。所述下垫板13位于所述下模座5和所述下模板6之间,所述下模座5和所述下模板6均与所述下垫板13拆卸连接,进而使得所述下模板6与所述下模座5拆卸连接。
19.所述下模板6位于所述下模座5的上方,所述下模板6远离所述下模座5的一端设置有安装槽8,所述安装槽8的内部设置有挤r角冲头9及冲头垫板12,所述挤r角冲头9与所述安装槽8的端面之间构成型腔10,所述型腔10的四个端点处均呈圆弧结构设置,所述凸块7的四个端点处均呈圆弧结构设置,所述凸块7与所述成型腔10相适配。所述冲头垫板12位于所述安装槽8的底部与所述挤r角冲头9之间,所述冲头垫板12与所述下模板6拆卸连接,所述挤r角冲头9与所述冲头垫板12拆卸连接。所述冲头垫板12可避免挤压成型时,将所述挤r角冲头9压伤,进而影响到所述挤r角冲头9的使用寿命。
20.在本实施方式中,利用螺钉将所述挤r角冲头9安装在所述下模板6的所述安装槽8内,从而形成所述型腔10,当生产笔记本电脑的外壳时,将带加工板体放置在所述下模板6上,启动液压设备,利用所述上模板4上的所述凸块7对待加工板体进行冲压,由于所述凸块7和所述型腔10的四个端点处均呈圆弧结构设置,从而冲压形成带圆弧边沿的笔记本电脑
外壳,从而提高笔记本电脑外壳的生产速率。在所述上模座3和所述上模板4之间设置有所述上垫板11,从而避免挤压成型时,将所述上模板4压伤,降低所述上模板4的使用寿命。同理,在所述下模座5和所述下模板6之间设置所述下垫板13,从而避免挤压成型时,将所述下模板6压伤,降低所述下模板6的使用寿命。
21.请继续参考图1所示,所述下模板6的端面还设置有多个限位块14,多个所述限位块14分布在所述安装槽8的四周。在本实施方式中,在所述安装槽8的四周设置多个所述限位块14,将待加工板体放置在多个所述限位块14之间,从而避免挤压成型时,待加工板体位置发生移动。
22.请再次参考图2所示,所述下模板6的上方还设置有导向柱15,所述上模板4的底部还设置有导向槽16,所述导向槽16的内部设置有导向套17,所述导向柱15与所述导向套17相适配。所述导向柱15与所述导向套17可在挤压成型时起到导向的作用。
23.所述下底板18位于所述下模座5的下方,所述下底板18与所述下模座5之间设置有多个所述缓冲脚19,每个所述缓冲脚19均包括外柱20、内柱21和缓冲弹簧22,所述外柱20的一端与所述下底板18拆卸连接,所述外柱20的另一端设置有滑槽23,所述滑槽23的内部设置有所述缓冲弹簧22,所述内柱21的一端与所述滑槽23滑动连接,并与所述缓冲弹簧22相抵持,所述内柱21的另一端与所述下模座5拆卸连接。
24.在本实施方式中,所述下底板18和所述下模座5之间设置有多个所述缓冲脚19,每个所述缓冲脚19的内部均设置有所述缓冲弹簧22,当挤压生产笔记本电脑外壳时,通过所述缓冲弹簧22的弹性力作为缓冲,从而避免所述下模板6受力过大,被压伤。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。