1.本发明涉及全固体电池。
2.本技术基于于2019年11月7日在日本技术的日本特愿2019-201864号主张优先权,并在此处引用其内容。
背景技术:
3.近年来,电子技术的发展令人瞩目,实现了便携式电子设备的小型轻量化、薄型化、多功能化。与此同时,对于作为电子设备的电源的电池,强烈期望其小型轻量化、薄型化、可靠性的提高。现在,广泛使用的锂离子二次电池一直以来使用有机溶剂等电解质(电解液)作为用于使离子移动的介质。但是,在所述的结构的电池中,存在电解液漏出这样的危险性。此外,由于电解液中使用的有机溶剂等是可燃性物质,所以要求安全性更高的电池。
4.因此,作为提高电池的安全性的一个对策,提出有使用固体电解质作为电解质来替代电解液。再有,正在推进在使用固体电解质作为电解质的同时,其它构成要素也由固体构成的全固体电池的开发。
5.在专利文献1中,提出有利用使用在空气中稳定的氧化物类固体电解质,将各部件薄片化,层叠后,同时进行烧成这样的能够工业化地采用的可量产的制造方法制作的全固体电池。但是,面向实用化,为了在提高电池特性的同时确保对生活环境中可能发生的振动和冲击等的耐久性,需要提高素体强度。
6.例如,在专利文献2中,通过使用烧结开始温度高的碳材料,得到提高了容量的全固体电池。
7.但是,在专利文献2所记载的方法中,无法得到足够的素体强度的烧结体。
8.现有技术文献
9.专利文献
10.专利文献1:国际公开第2007/135790号
11.专利文献2:国际公开第2013/038948号
技术实现要素:
12.发明所要解决的问题
13.本发明是鉴于上述问题而完成的,其目的在于提供素体强度优异的全固体电池。
14.我们发现了,在活性物质层与固体电解质的界面存在碳材料,从而碳材料与固体电解质无法接合而产生间隙,该间隙成为起点,容易产生裂纹和破损。
15.解决问题的技术手段
16.本发明的一个方式所涉及的全固体电池,具备电极层、固体电解质层和位于所述电极层与所述固体电解质层之间的至少一部分的中间层,电极层包括集电体层和活性物质层,活性物质层包含活性物质和碳材料,中间层具有离子导电性,中间层的碳含量比活性物
质层的碳含量少。
17.再有,上述方式所涉及的全固体电池中,中间层的厚度t1与活性物质层的厚度t2的比率t1/t2也可以为0.05≤t1/t2≤1.2。
18.再有,上述方式所涉及的全固体的电池中,中间层的碳含量也可以为100ppm以上50,000ppm以下。
19.再有,上述方式所涉及的全固体电池中,中间层也可以由活性物质层和固体电解质层所包含的元素构成。
20.再有,上述方式所涉及的全固体电池中,活性物质层的碳材料的分布也可以为,随着从与中间层相接的面远离而含量变多。
21.再有,上述方式所涉及的全固体电池中,活性物质层、固体电解质层和中间层的碳含量也可以按所述活性物质层、所述中间层、所述固体电解质层的顺序变多。
22.再有,上述方式所涉及的全固体电池也可以在集电体层含有碳。
23.再有,上述方式所涉及的全固体电池中,碳材料也可以为石墨或碳纳米管。
24.发明的效果
25.根据根据本发明,能够提供素体强度优异的全固体电池。
附图说明
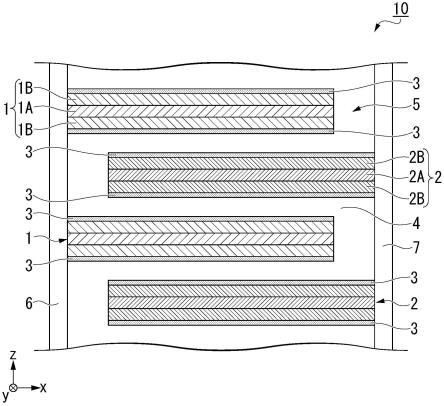
26.图1是本实施方式的全固体电池的截面示意图。
27.图2是本实施方式的全固体电池的主要部分的放大图。
28.图3是第1变形例的全固体电池的主要部分的放大图。
具体实施方式
29.以下,适当参照图对本发明的全固体电池进行详细的说明。以下的说明中使用的附图存在为了容易理解本发明的特征,方便起见而将作为特征的部分放大表示的情况。因此,附图所记载的各构成要素的尺寸比率等有时与实际不同。以下的说明中例示的材料、尺寸等只是一个例子,本发明并不被它们限定,在不改变其主旨的范围内,能够适当地进行变更而实施。
30.首先对方向进行定义。以层叠下述的正极层1和负极层2的方向为z方向。此外,以下述的正极层1和负极层2扩展的面内方向中的一个方向为x方向,以与x方向正交的方向为y方向。
31.(全固体电池)
32.图1是将第1实施方式的全固体电池的主要部分放大后的截面示意图。如图1所示,全固体电池10具有层叠体5。层叠体5包括多个电极层。本实施方式的全固体电池具有多个第1电极层、多个第2电极层和位于第1电极层与第2电极层之间的固体电解质层4。再有,在第1电极层与固体电解质层4、第2电极层与固体电解质层4相接的部分的至少一部分具有中间层3。正极层1是第1电极层的一个例子,负极层2是第2电极层的一个例子。第1电极层和第2电极层的任一方作为正极发挥作用,另一方作为负极发挥作用。正极层1和负极层2与对应的极性的外部端子分别连接,正极层1与负极层2彼此不相接。
33.正极层1分别与第1外部端子6连接,负极层2分别与第2外部端子7连接。第1外部端
子6和第2外部端子7是与外部的电接点。
34.(层叠体)
35.层叠体5具有多个正极层1、多个负极层2、多个中间层3和多个固体电解质层4。中间层3和固体电解质层4分别位于各个正极层1与负极层2之间。通过在正极层1与负极层2之间进行经由固体电解质层4的锂离子的授受,进行全固体电池10的充放电。
36.(正极层和负极层)
37.正极层1和负极层2例如在层叠体5内分别具有多个。正极层1和负极层2夹着固体电解质层4在z方向上交替地层叠。各个正极层1和负极层2在xy面内扩展。正极层1的第1端部与第1外部端子6连接,第2端部向第2外部端子7延伸。正极层1的第2端部不与第2外部端子7连接。负极层2的第1端部与第2外部端子7连接,第2端部向第1外部端子6延伸。负极层2的第2端部不与第1外部端子6连接。在正极层1与第2外部端子7之间和负极层2与第1外部端子6之间,存在与固体电解质层4同样的材料。
38.正极层1具有正极集电体层1a和正极活性物质层1b。负极层2具有负极集电体层2a和负极活性物质层2b。
39.正极集电体层1a和负极集电体层2a在xy面内扩展。正极集电体层1a和负极集电体层2a包含导电性优异的材料。正极集电体层1a和负极集电体层2a是沿xy平面区分全固体电池10时,包含50%以上的导电性优异的材料的部分。导电性优异的材料例如是银、钯、金、铂、铝、铜、镍。铜不易与正极活性物质、负极活性物质和固体电解质反应。例如在正极集电体层1a和负极集电体层2a使用铜时,能够降低全固体电池10的内部电阻。构成正极集电体层1a和负极集电体层2a的物质既可以相同也可以不同。
40.正极集电体层1a也可以含有下述的正极活性物质。负极集电体层2a也可以含有下述的负极活性物质。各个集电体层所包含的活性物质的含有比只要作为集电体发挥作用就没有特别限定。正极集电体层1a中的导电性材料与正极活性物质的体积比率例如为90:10~70:30的范围内。同样,负极集电体层2a中的导电性材料与负极活性物质的体积比率例如为90:10~70:30的范围内。正极集电体层1a和负极集电体层2a分别含有正极活性物质和负极活性物质时,正极集电体层1a与正极活性物质层1b的紧贴性和负极集电体层2a与负极活性物质层2b的紧贴性提高。
41.正极活性物质层1b和负极活性物质层2b在xy面内扩展。正极活性物质层1b在正极集电体层1a的单面或者两面形成。在正极集电体层1a中不存在相对的负极层2的一侧的面,也可以没有正极活性物质层1b。此外,负极活性物质层2b在负极集电体层2a的单面或者两面形成。在负极集电体层2a中不存在相对的正极层1的一侧的面,也可以没有负极活性物质层2b。例如,位于层叠体4的最上层或最下层的正极层1或负极层2,也可以在单面不具有正极活性物质层1b或负极活性物质层2b。
42.正极活性物质层1b和负极活性物质层2b包含在充放电时授受电子的活性物质和容易使电子移动的碳材料。正极活性物质层1b含有正极活性物质。负极活性物质层2b含有负极活性物质。正极活性物质层1b和负极活性物质层2b也可以分别包含导电助剂及导离子助剂、粘接剂等。正极活性物质和负极活性物质优选能够将锂离子高效地嵌入、脱嵌。
43.正极活性物质层1b和负极活性物质层2b所包含的碳含量例如能够为5,000ppm以上、100,000ppm以下。通过设为该范围,能够在提高容量的同时得到优异的素体强度的全固
体电池。此外,该碳含量优选为10,000ppm以上、70,000ppm以下,更优选为20,000ppm以上、50,000ppm以下。
44.正极活性物质和负极活性物质例如是过渡金属氧化物、过渡金属复合氧化物。正极活性物质和负极活性物质,具体而言,例如是锂锰复合氧化物li2mnama
1-a
o3(0.8≤a≤1,ma=co,ni)、钴酸锂(licoo2)、镍酸锂(linio2)、锂锰尖晶石(limn2o4)、能够以通式:lini
x
coymnzo2(x y z=1,0≤x≤1,0≤y≤1,0≤z≤1)表示的复合金属氧化物、锂钒化合物(liv2o5)、橄榄石型limbpo4(其中,mb是选自co、ni、mn、fe、mg、nb、ti、al、zr的1种以上的元素)、磷酸钒锂(li
3v2
(po4)3,li2vti(po4)3,livopo4)、能够以li2mno
3-limco2(mc=mn,co,ni)表示的富锂固溶体正极、钛氧化物(tio2,li4ti5o
12
)、能够以lisni
t
coualvo2(0.9<s<1.3,0.9<t u v<1.1)表示的复合金属氧化物等。
45.正极活性物质和负极活性物质既可以单独使用上述例示物质,也可以多种混合地使用。
46.碳材料通过烧成,在燃烧而不挥发的条件下使用。例如,使用石墨、碳纳米管、石墨烯、乙炔黑、科琴黑等在还原气氛下进行烧成,使得碳材料不挥发。
47.碳材料的形状为扁平状、管状、针状、球状等形状均可,优选图2所示那样的长宽比大的材料。
48.图2是本实施方式的全固体电池的正极层1附近的放大图。碳材料11主要分布在正极活性物质层1b内。碳材料的大小例如为,长径0.2~40μm,短径0.1~5μm。
49.碳材料的大小的测定方法,首先,通过研磨、切断全固体电池,露出截面,然后拍摄sem截面观察像。然后,通过从所得到的sem观察像对短径0.1μm以上的碳材料进行图像处理或目视,进行标记,之后通过图像解析来进行粒径解析,求得长径、短径。
50.通过图像解析,进行粒径解析,计算出所得到的长径的平均、短径的平均来作为本实施方式的碳材料的大小。
51.这样的碳材料11的分布,优选在负极层2侧也一样。
52.在构成正极活性物质层1b或负极活性物质层2b的活性物质中没有明确的区别,对2种化合物的电位进行比较,能够将显示更高电位的化合物用作正极活性物质,将显示更低电位的化合物用作负极活性物质。
53.(固体电解质层)
54.固体电解质层4位于各个正极层1与负极层2之间。在z方向上相邻的固体电解质层4,在正极层1与第2外部端子7之间和负极层2与第1外部端子6之间,通过与固体电解质层4相同的材料连接。
55.固体电解质层4含有固体电解质。固体电解质是能够通过从外部施加的电场来使离子移动的物质(例如,颗粒)。例如,锂离子通过从外部施加的电场在固体电解质内移动。此外,固体电解质是阻碍电子的移动的绝缘体。
56.固体电解质层4也可以包含碳材料。固体电解质层4所包含的碳含量例如也可以为100ppm以上、10,000ppm以下。
57.固体电解质例如含有锂。固体电解质例如也可以为氧化物类材料、硫化物类材料的任一种。固体电解质例如也可以为钙钛矿型化合物、锂离子导体(lisicon)型化合物、石榴石型化合物、钠离子导体(nasicon)型化合物、硫化结晶锂超离子导体(thio-lisicon)型
化合物、玻璃化合物、磷酸化合物的任一种。la
0.5
li
0.5
tio3是钙钛矿型化合物的一个例子。li
14
zn(geo4)4是锂离子导体型化合物的一个例子。li7la3zr2o
12
是石榴石型化合物的一个例子。lizr2(po4)3,li
1.3
al
0.3
ti
1.7
(po4)3、li
1.5
al
0.5
ge
1.5
(po4)3、li
1.55
al
0.2
zr
1.7
si
0.25
p
9.75o12
、li
1.4
na
0.1
zr
1.5
al
0.5
(po4)3、li
1.4
ca
0.25
er
0.3
zr
1.7
(po4)
3.2
、li
1.4
ca
0.25
yb
0.3
zr
1.7
(po4)
3.2
是钠离子导体型化合物的一个例子。li
3.25
ge
0.25
p
0.75
s4、li3ps4是硫化结晶锂超离子导体型化合物的一个例子。li2s-p2s5、li2o-v2o
5-sio2是玻璃化合物的一个例子。li3po4、li
3.5
si
0.5
p
0.5
o4、li
2.9
po
3.3
n0.46是磷酸化合物的一个例子。固体电解质也可以包含这些化合物的1种以上。
58.固体电解质的形状没有特别要求。固体电解质的形状例如为球状、椭圆体状、针状、板状、鳞片状、管状、线状、杆状、不定形。固体电解质的粒径例如为0.1μm以上10μm以下,也可以0.3μm以上9μm以下。颗粒的粒径的测定方法,首先,研磨、切断全固体电池,由此露出截面,之后通过进行热处理、化学处理,晶粒边界突出,并拍摄sem截面观察像。然后,通过对从所得到的sem观察像固体电解质的粒界进行图像处理或目视,进行标记,然后通过进行图像解析来进行粒径解析,求取粒径。
59.(中间层)
60.中间层3在xy面内扩展,以与正极层1和固体电解质层4、以及负极层2和固体电解质层4之间的至少一部分相接的方式配置。中间层3为了使正极层1与固体电解质层4的接合和负极层2与固体电解质层4的接合良好而具有重要的作用。再有,中间层3为了使锂离子在正极层1与固体电解质层4之间和负极层2与固体电解质层4之间能够容易地移动,表现出良好的离子导电性。再有,与中间层相接的正极层1、或者负极层2与固体电解质层4的界面接合良好,且锂离子在界面的移动容易。
61.以与正极层1和固体电解质层4之间相接的方式配置的中间层3和以与负极层2和固体电解质层4之间相接的方式配置的中间层3的组成,既可以相同也可以不同。
62.对中间层3的组成而言,与各自相接的层的组成界面接合良好,且锂离子在界面的移动容易是重要的。
63.在本实施方式中,全固体电池10包括固体电解质层4、电极层(正极层1或负极层2)、以及位于电极层与固体电解质层之间的至少一部分的中间层,电极层(正极层1或负极层2)包括集电体层(正极集电体层1a或负极集电体层2a)和活性物质层(正极活性物质层1b或负极活性物质层2b),活性物质层(正极活性物质层1b或负极活性物质层2b)含有活性物质和碳材料,中间层3具有离子导电性,中间层3中的碳含量比所述活性物质层中的碳含量少。中间层3的离子导电性优选为1
×
10-6
s/cm以上。
64.根据该结构,通过具有中间层,含有活性物质和碳材料的活性物质层与固体电解质层能够经由中间层牢固地结合,能够提高全固体电池的素体强度。
65.认为这是因为,通过在活性物质层与固体电解质层之间配置碳成分比活性物质层少的中间层,抑制了在碳材料与固体电解质的界面产生的间隙。由此,活性物质层与固体电解质层经由中间层牢固地结合,全固体电池的素体强度提高。
66.再有,中间层3的厚度t1和与该中间层相接的活性物质层(正极活性物质层1b或负极活性物质层2b)的厚度t2的比率t1/t2优选为0.05≤t1/t2≤1.2。
67.根据该结构,通过使得t1/t2为0.05≤t1/t2≤1.2,活性物质层与中间层能够牢固地结合,能够不降低能量密度地提高全固体电池的素体强度。
68.在t1/t2小于0.05时,活性物质层与中间层的接合不充分,素体强度弱。在t1/t2大于1.2的情况下,锂离子传导层变厚,会引起全固体电池的内部电阻的增加,因此不优选。
69.再有,优选中间层3中的碳含量为100ppm以上、50,000ppm以下。
70.根据该结构,通过使得中间层3的碳的含量为100ppm以上、50,000ppm以下,含有活性物质和碳材料的活性物质层与固体电解质层能够经由中间层牢固地结合,能够提高全固体电池的素体强度。
71.再有,中间层3优选由相接的活性物质层(正极活性物质层1b或负极活性物质层2b)和固体电解质层4所包含的元素构成。
72.根据该结构,通过使得中间层3由活性物质(正极活性物质层1b或负极活性物质层2b)和固体电解质层4所包含的元素构成,含有活性物质和碳材料的活性物质层(正极活性物质层1b或负极活性物质层2b)与固体电解质层4能够经由中间层牢固地结合,能够提高全固体电池的素体强度。
73.再有,优选活性物质层(正极活性物质层1b或负极活性物质层2b)中的碳材料的分布为,随着远离与中间层相接的面而含量变多。
74.根据该结构,通过抑制中间层附近的活性物质层的碳含量,能够使含有活性物质和碳材料的活性物质层与中间层牢固地接合,能够提高全固体电池的素体强度。
75.图3是第1变形例的全固体电池的正极电极层1附近的放大图,是表示活性物质层(正极活性物质层1b或负极活性物质层2b)中的碳材料的分布随着远离与中间层3相接的面而含量变大的图。优选至少正极活性物质层1b的z方向(厚度方向)上2等分时正极集电体1a侧比中间层3侧碳材料的含量多。
76.优选活性物质层、固体电解质层和中间层中的碳含量按所述活性物质层、所述中间层、所述固体电解质层的顺序增多。
77.根据该结构,不易发生活性物质层与中间层的界面和中间层与固体电解质层的界面的各个界面的以碳含量的差异为主要原因的烧成时的收缩差引起的变形,能够增强接合强度。
78.活性物质层中所包含的碳材料优选包含选自石墨或碳纳米管的至少1种。
79.根据该结构,与无定形碳相比,石墨和碳纳米管的碳材料自身的机械强度强,而且在去粘合剂/烧成工序中不易挥发,活性物质层中不易出现缺陷,因此能够提高全固体电池的素体强度。
80.(边缘层)
81.在固体电解质薄片上,使用丝网印刷印刷电极层和中间层时,会在未印刷的部分与印刷了电极层和中间层的部分产生阶差。为了消除该阶差,优选在未印刷的部分印刷边缘层用膏体,为了消除未印刷的部分与印刷了电极层和中间层的部分的阶差而设置边缘层。
82.通过该工序,能够减轻通过层叠体的制作层叠薄片时的应力,得到品质优良的层叠体。此外,通过边缘层的存在,固体电解质层4与正极层1以及固体电解质层4与负极层2的阶差被消除,因而固体电解质层4与各电极层的致密性提高,不易发生全固体电池的烧成引起的层间剥离(分层)和翘曲。
83.(端子)
84.第1外部端子6和第2外部端子7例如使用导电性优异的材料。第1外部端子6和第2外部端子7例如为银、金、铂、铝、铜、锡、镍的任一种。第1外部端子6和第2外部端子7既可以为单层也可以为复层。
85.(保护层)
86.全固体二次电池10也可以在外周具有电、物理、化学地保护层叠体4和端子的保护层。保护层例如优选为绝缘性、耐久性、耐湿性优异,环境上安全的材料。保护层例如为玻璃、陶瓷、热固化性树脂、光固化性树脂。保护层的材料既可以为1种,也可以同时使用多种。保护层既可以为单层,也可以为多层。保护层优选为使热固化性树脂与陶瓷的粉末混合而得到的有机无机混合物。
87.接着,说明本实施方式所涉及的全固体二次电池的制造方法。
88.全固体二次电池10既可以利用同时烧成法制作,也可以利用逐次烧成法制作。同时烧成法是在将形成各层的材料层叠后,一并烧成的方法。逐次烧成法是在每次层叠各层时进行烧成的方法。同时烧成法与逐次烧成法相比作业工序简便。此外,利用同时烧成法制作的层叠体4比利用逐次烧成法制作的层叠体4更致密。以下,以使用同时烧成法的情况为例进行说明。
89.首先,制作构成层叠体4的各层的膏体。将成为正极集电体层1a、正极活性物质层1b、固体电解质层3、负极活性物质层2b和负极集电体层2a的材料分别膏体化。膏体化的方法没有特别限定。例如,将各材料的粉末混合至赋形剂而得到膏体。赋形剂是液相中的介质的总称。在赋形剂包含溶剂、粘合剂。
90.在正极活性物质层1b与负极活性物质层2b中的至少一方的赋形剂中,添加填料。填料例如是去粘合剂、树脂材料、碳材料。填料在烧成时均会挥发。作为填料使用碳材料在烧成时挥发,能够与导电助剂区别开来。填料例如是鳞片状石墨、造孔材料。造孔材料例如是乙烯、聚丙烯等树脂颗粒。填料在形状上具有各向异性。填料的长轴方向的长度除以短轴方向的长度得到的长宽比为2以上29以下。填料通过在烧成时挥发而成为各向异性空隙v1。
91.接着,制作生片。生片是将膏体加工成薄片状而得到的。生片例如通过将膏体按所期望的顺序涂布于pet(聚对苯二甲酸乙二醇酯)等基材,根据需要使其干燥后,从基材剥离而得到。膏体的涂布方法没有特别限定。例如能够采用丝网印刷、涂布、转印、刮片等公知的方法。
92.在制作正极活性物质层1b和负极活性物质层2b的生片时,通过控制涂布速度,或通过具有开口的网状物来涂布,能够使碳材料向面内方向取向。当碳材料向面内方向取向时,在制作后的正极活性物质层1b和负极活性物质层2b中碳材料向面内方向取向。
93.所制作的各个生片按所期望的顺序、层叠数堆叠。根据需要进行对准、切割等,制作层叠体。在制作并联型或串并联型的电池的情况下,以使得正极集电体层的端面与负极集电体层的端面不一致的方式,将正极集电体层和负极集电体层对准。
94.层叠体也可以从准备以下说明的正极活性物质层单元和负极活性物质层单元开始制作。
95.首先,在pet薄膜上利用刮片法将固体电解质层用膏体呈薄片状形成,并使其干燥。然后,在固体电解质层的生片上,利用丝网印刷来印刷正极活性物质层用膏体,并使其干燥。
96.接着,在干燥了的正极活性物质层用膏体上,利用丝网印刷印刷正极集电体层用膏体并使其干燥。再有,在干燥了的正极集电体层用膏体上,利用丝网印刷再次印刷正极活性物质层用膏体,并使其干燥。之后,将pet薄膜剥离,由此制作正极单元。正极单元依次层叠有固体电解质层3/正极活性物质层1b/正极集电体层1a/正极活性物质层1b。
97.按同样的顺序还制作负极单元。负极单元依次层叠有固体电解质层3/负极活性物质层2b/负极集电体层2a/负极活性物质层2b。
98.接着,将正极单元和负极单元层叠。正极单元与负极单元以使得各个单元的固体电解质层彼此不面对面的方式层叠。层叠的层叠体按正极活性物质层1b/正极集电体层1a/正极活性物质层1b/固体电解质层3/负极活性物质层2b/负极集电体层2a/负极活性物质层2b/固体电解质层3的顺序层叠。正极单元与负极单元以正极集电体层1a在层叠体的第一端面露出,负极集电体层2a在与第一端面相反的第二端面露出的方式,错开地堆叠。在层叠方向的最上层和最下层,例如进一步堆叠规定厚度的固体电解质层用薄片,并使其干燥。
99.接着,对所制作的层叠体一并进行压接。压着一边加热一边进行。加热温度例如为40~95℃。接着,对压接后的层叠体进行烧结。烧结例如在氮气氛下在500℃以上1000℃以下的温度区域进行加热。烧成时间例如为0.1~3小时。通过烧结得到层叠体4。
100.烧结体也可以与氧化铝等研磨材料一起放入圆筒型的容器,进行滚筒研磨。通过研磨,烧结体的角被倒角。研磨也可以通过喷砂等进行。
101.然后,对层叠体5安装第1外部端子6和第2外部端子7。第1外部端子6和第2外部端子7分别以与正极集电体层1a或负极集电体层2a电接触的方式形成。例如,在从层叠体4的侧面露出的正极集电体层1a连接第1外部端子6,在从层叠体4的侧面露出的负极集电体层2a连接第2外部端子7。第1外部端子6和第2外部端子7例如能够通过溅射法、丝网印刷法、浸渍法、喷涂法等制作。利用丝网印刷法、浸渍法,制作包含金属粉末、树脂、溶剂的外部电极用膏体,使之作为第1外部端子6和第2外部端子7形成。接着,进行用于除去溶剂的烧焊工序,以及在第1外部端子6与第2外部端子7的表面形成端子电极的镀敷处理。另一方面,利用溅射法,能够直接形成外部电极以及端子电极,因此不需要烧焊工序、镀敷处理工序。
102.所述全固体电池10也可以为了提高耐湿性和耐冲击性,例如密封在纽扣电池内。密封方法没有特别限定,例如也可以利用树脂密封烧成后的层叠体。此外,也可以在层叠体的周围涂布或旋涂al2o3等具有绝缘性的绝缘体膏体,并通过对该绝缘膏体进行热处理而进行密封。
103.以上,对本发明所涉及的实施方式进行了详细的说明,但并不限定于所述的实施方式,而能够进行各种变形。
104.实施例
105.以下,基于所述的实施方式,进一步使用实施例和比较例更加详细地说明本发明,但本发明并不限定于这些实施例。另外,膏体的制作中的材料的投入量的“份”表示,只要没有另外说明,是指“质量份”。
106.(实施例1)
107.实施例1的全固体电池如以下那样制作。
108.(活性物质的制作)
109.作为活性物质,使用按以下的方法制作的磷酸钒钛锂。作为其制作方法,将li2co3、
v2o5、tio2和nh4h2po4作为起始材料,利用球磨机进行16小时湿式混合,将在脱水干燥后得到的粉体在850℃、氮氢混合气体中预烧2小时。在利用球磨机对预烧品进行湿式粉碎后,脱水干燥而得到活性物质。使用x射线衍射装置确认了该制作的粉体是与li3vti(po4)3同样的晶体结构。
110.(活性物质层用膏体的制作)
111.活性物质层用膏体通过在一同得到的活性物质的粉末96份与扁平形状的碳材料(石墨:timrex(注册商标)graphite:ks-6l)粉末4份中,作为粘合剂加入乙基纤维素15份,以及作为溶剂加入二氢松油醇65份,进行混合/分散,制作活性物质层用膏体。
112.(固体电解质的制作)
113.作为固体电解质,使用利用以下的方法制作的latp类钠离子导体型化合物(例:li
1.3
al
0.3
ti
1.7
(po4)3)。其制作方法为,将li2co3、al2o3、tio2、nh4h2po4作为起始材料,利用球磨机进行16小时湿式混合后,进行脱水干燥,然后将所得到的粉末在800℃、在大气中预烧2小时。预烧后,利用球磨机进行16小时湿式粉碎,之后进行脱水干燥而得到固体电解质的粉末。使用x射线衍射装置(xrd)确认了所制作的粉体的晶体结构与latp类固体电解质相同。
114.(固体电解质层用膏体的制作)
115.固体电解质层用膏体通过在固体电解质的粉末100份中,作为溶剂加入乙醇100份、甲苯200份,利用球磨机进行湿式混合,之后,进一步投入聚乙烯醇缩丁醛类粘合剂16份和邻苯二甲酸丁苄酯4.8份,进行混合,制作固体电解质层用膏体。
116.(固体电解质层用薄片的制作)
117.将固体电解质层用膏体利用刮片法以pet薄膜为基材而成形薄片,得到厚度15μm的固体电解质层用薄片。
118.(集电体层用膏体的制作)
119.作为集电体,在将cu与作为活性物质的磷酸钒钛锂以按体积比率成为80/20的方式混合后,加入该混合物100份、作为粘合剂的乙基纤维素10份、作为溶剂的二氢松油醇50份,进行混合/分散,制作集电体层用膏体。
120.(中间层用基材的制作)
121.关于中间层用基材的制作,将作为活性物质制作的磷酸钒钛锂的粉末和利用固体电解质制作的latp类钠离子导体型化合物粉末使用球磨机进行16小时湿式混合,将进行脱水干燥后得到的粉体在850℃、氮氢混合气体中预烧2小时。使用球磨机对预烧品进行湿式粉碎后,进行脱水干燥,得到中间层用基材粉末。
122.(中间层用膏体的制作)
123.中间层用膏体通过在中间层用基材粉末100份中,作为粘合剂加入乙基纤维素15份、作为溶剂加入二氢松油醇65份,进行混合/分散,制作中间层用膏体。
124.(边缘层用膏体的制作)
125.边缘层用膏体通过在latp类钠离子导体型化合物的粉末100份中,作为溶剂加入乙醇100份、甲苯100份并使用球磨机进行湿式混合,然后进一步投入聚乙烯醇缩丁醛类粘合剂16份和邻苯二甲酸丁苄酯4.8份,进行混合,制作边缘层用膏体。
126.(外部端子膏体的制作)
127.使银粉末和环氧树脂、溶剂混合和分散,制作热固化型的外部电极膏体。
128.使用这些膏体,如以下那样制作全固体电池。
129.(正极层单元的制作)
130.在所述的固体电解质层用薄片上,使用丝网印刷形成厚度0.2μm的中间层(称为第一正极中间层),在80℃干燥10分钟。然后,在其上使用丝网印刷形成厚度5μm的正极活性物质层(称为第一正极活性物质层),在80℃干燥10分钟。进一步在其上使用丝网印刷形成厚度5μm的正极集电体层,在80℃干燥10分钟。再有,在其上,使用丝网印刷再次形成厚度5μm的正极活性物质层(称为第二正极活性物质层),在80℃干燥10分钟。进一步在其上使用丝网印刷再次形成厚度0.2μm的中间层(称为第二正极中间层),在80℃干燥10分钟,由此在固体电解质层用薄片制作正极层。然后,在正极层的一端的外周,使用丝网印刷形成与所述正极层大致同一平面的高度的边缘层,在80℃干燥10分钟。然后,将pet薄膜剥离,由此得到正极层单元的薄片。
131.(负极层单元的制作)
132.在所述的固体电解质层用薄片上,使用丝网印刷形成厚度0.2μm的中间层(称为第一负极中间层),在80℃干燥10分钟。然后,在其上形成厚度5μm的负极活性物质层(称为第一负极活性物质层),在80℃干燥10分钟。进一步在其上使用丝网印刷形成厚度5μm的负极集电体层,在80℃干燥10分钟。再有,在其上,使用丝网印刷再次形成厚度5μm的负极活性物质层(称为第二负极活性物质层),在80℃干燥10分钟。进一步在其上使用丝网印刷再次形成厚度0.2μm的中间层(称为第二负极中间层),在80℃干燥10分钟,由此在固体电解质层用薄片制作负极层。然后,在负极层的一端的外周,使用丝网印刷形成与所述负极层大致同一平面的高度的边缘层,在80℃干燥10分钟。然后,将pet薄膜剥离,由此得到负极层单元的薄片。
133.(层叠体的制作)
134.将正极层单元与负极层单元交替地以使得各自的一端不一致的方式错开地层叠多层,制作层叠基片。再有,在所述层叠基片的两个主面,作为外层层叠多个固体电解质片,设置200μm的外层。利用模具冲压对其进行热压接后,进行切断而制作未烧成的全固体电池的层叠体。然后,对所述层叠体进行去粘合剂/烧成,由此得到全固体电池的层叠体。所述烧成在氮中按升温速度200℃/小时升温至烧成温度750℃,在其温度保持2小时,自然冷却后取出。
135.(外部电极形成工序)
136.在所述全固体电池的层叠体的端面涂布外部端子膏体,进行150℃、30分钟的热固化,形成一对外部电极。
137.所制作的全固体电池的尺寸大约为4.5mm
×
3.2mm
×
1.1mm。
138.(实施例2~6)
139.实施例2~6所涉及的全固体电池除以使得烧成后的中间层的厚度t1与活性物质层的厚度t2的比率t1/t2分别成为表1中记载的值的方式调整中间层的印刷厚度以外,与实施例1同样地制作全固体电池。
140.(实施例7~10)
141.实施例7~10所涉及的全固体电池除以使得中间层所包含的碳含量分别成为表1中记载的值的方式在中间层用膏体中添加碳材料,或调整去粘合剂条件以外,与实施例4同
样地制作全固体电池。
142.(实施例11)
143.实施例11所涉及的全固体电池在正极活性物质中使用利用以下的方法制作的licopo4。作为其制作方法,将li2co3、coo和nh4h2po4作为起始材料,利用球磨机进行16小时湿式混合,将脱水干燥后得到的粉体在850℃、大气气氛中预烧2小时。使用球磨机将预烧品进行湿式粉碎后,进行脱水干燥而得到正极活性物质粉末。使用x射线衍射装置确认了该制作的粉体的晶体结构与licopo4相同。
144.再有,正极中间层用基材的制作将作为正极活性物质制作的licopo4的粉末和利用固体电解质制作的latp类固体电解质粉末使用球磨机进行16小时湿式混合,将脱水干燥后得到的粉体在850℃、氮氢混合气体中预烧2小时。将预烧品利用球磨机进行湿式粉碎后,进行脱水干燥而得到正极中间层用基材粉末,使用该粉末,制作正极中间层用膏体,用于正极中间层的形成。
145.除使用所得到的极活性物质和正极中间层基材以外,与实施例3同样地制作全固体电池。
146.(实施例12)
147.实施例12所涉及的全固体电池在固体电解质中使用利用以下的方法制作的lzp类钠离子导体型化合物。其制作方法为,将li2co3、zro2、caco3和nh4h2po4作为起始材料,使用球磨机进行16小时湿式混合后,进行脱水干燥,然后将所得到的粉末在900℃、大气中预烧2小时。预烧后,使用球磨机进行16小时湿式粉碎后,进行脱水干燥而得到固体电解质的粉末。使用x射线衍射装置(xrd)确认了所制作的粉体的晶体结构与lizr2(po4)3相同。
148.再有,除使用所制作的lzp类钠离子导体型化合物,令烧成温度为1000℃以外,与实施例4同样地制作全固体电池。
149.(实施例13)
150.实施例13所涉及的全固体电池在正极活性物质中使用利用以下的方法制作的li3fe2(po4)3。作为其制作方法,将li2co3、fe2o3和nh4h2po4作为起始材料,使用球磨机进行16小时湿式混合,将脱水干燥后得到的粉体在850℃、大气气氛中预烧2小时。将预烧品利用球磨机进行湿式粉碎后,进行脱水干燥而得到正极活性物质粉末。使用x射线衍射装置确认了该制作的粉体的晶体结构与li3fe2(po4)3相同。
151.然后,关于正极中间层用基材的制作,将作为正极活性物质制作的licopo4的粉末和利用固体电解质制作的latp类固体电解质粉末利用球磨机进行16小时湿式混合,将脱水干燥后得到的粉体在850℃、氮氢混合气体中预烧2小时。将预烧品利用球磨机进行湿式粉碎后,进行脱水干燥而得到正极中间层用基材粉末。
152.再有,在负极活性物质中使用利用以下的方法制作的li4ti5o
12
。作为其制作方法,将li2co3和tio2作为起始材料,利用球磨机进行16小时湿式混合,将脱水干燥后得到的粉体在1000℃、大气气氛中预烧2小时。将预烧品利用球磨机进行湿式粉碎后,进行脱水干燥而得到负极活性物质粉末。使用x射线衍射装置确认了该制作的粉体的晶体结构与li4ti5o
12
相同。
153.然后,关于负极中间层用基材的制作,将作为负极活性物质制作的licopo4的粉末和利用固体电解质制作的latp类固体电解质粉末利用球磨机进行16小时湿式混合,将脱水
干燥后得到的粉体在850℃、氮氢混合气体中预烧2小时。将预烧品利用球磨机进行湿式粉碎后,进行脱水干燥而得到负极中间层用基材粉末。
154.除使用所得到的正极活性物质、负极活性物质、中间层用基材以外,与实施例3同样地制作全固体电池。
155.(实施例14)
156.实施例14所涉及的全固体电池除在中间层用基材的制作中使用利用以下的制作方法得到的基材以外,与实施例4同样地制作全固体电池。
157.作为中间层用基材的制作方法,将正极活性物质和作为负极活性物质制作的li3vti(po4)3的粉末以及zro2粉末利用球磨机进行16小时湿式混合,将脱水干燥后得到的粉体在850℃、氮氢混合气体中预烧2小时。将预烧品利用球磨机进行湿式粉碎后,进行脱水干燥而得到中间层用基材粉末。
158.(实施例15~17)
159.实施例15~17所涉及的全固体电池除在正极活性物质层用膏体和负极活性物质层用膏体的制作中在碳材料中分别使用表1中记载的球状1(石墨)、管状、球状2(无定形碳)的碳材料以外,与实施例4同样地制作全固体电池。
160.(实施例18)
161.实施例18所涉及的全固体电池以在正极活性物质层和负极活性物质层,使得碳材料的分布随着远离与中间层相接的面而含量变多的方式制作。
162.具体而言,在正极活性物质层用膏体和负极活性物质层用膏体的制作中,共在li3vti(po4)3的粉末95份与扁平形状的碳材料(石墨:timrex(注册商标)graphite:ks-6l)粉末5份中,作为粘合剂加入乙基纤维素15份,以及作为溶剂加入二氢松油醇65份,进行混合/分散,制作正极活性物质层用膏体和负极活性物质层用膏体(膏体a),共在li3vti(po4)3的粉末97份与扁平形状的碳材料(石墨:timrex(注册商标)graphite:ks-6l)粉末3份中,作为粘合剂加入乙基纤维素15份,以及作为溶剂加入二氢松油醇65份,进行混合/分散,制作正极活性物质层用膏体和负极活性物质层用膏体(膏体b)。
163.使用这些膏体,在固体电解质层用薄片上,使用丝网印刷形成厚度1.5μm的中间层(称为第一正极中间层),在80℃干燥10分钟。然后,在其上使用丝网印刷印刷膏体b,形成厚度2.5μm的正极活性物质层(称为第一正极活性物质层b),在80℃干燥10分钟。进一步在其上使用丝网印刷印刷膏体a,形成厚度2.5μm的正极集电体层(称为第一正极活性物质层a),在80℃干燥10分钟。进一步在其上使用丝网印刷形成厚度5μm的正极集电体层,在80℃干燥10分钟。再有,在其上使用丝网印刷印刷膏体a,再次形成厚度2.5μm的正极活性物质层(称为第二正极活性物质层a),在80℃干燥10分钟。进一步在其上使用丝网印刷印刷膏体b,再次形成厚度2.5μm的正极活性物质层(称为第二正极活性物质层b),在80℃干燥10分钟。进一步在其上使用丝网印刷再次形成厚度1.5μm的中间层(称为第二正极中间层),在80℃干燥10分钟,由此在固体电解质层用薄片制作正极层。然后,在正极层的一端的外周,使用丝网印刷形成与所述正极层大致同一平面的高度的边缘层,在80℃干燥10分钟。然后,将pet薄膜剥离,由此得到正极层单元的薄片。然后,负极层单元的薄片也与正极层的薄片同样地制作。
164.除上述的工序以外,与实施例3同样地制作全固体电池。
165.(比较例1)
166.比较例1所涉及的全固体电池除不印刷中间层,而通过去粘合剂、烧成工序,以在活性物质层与固体电解质层之间不产生元素扩散的方式按气氛和烧成温度曲线的条件进行以外,与实施例1同样地制作全固体电池。
167.(实施例19~30)
168.实施例19~21分别表示对在实施例8~10中制作的全固体电池,除中间层以外,对活性物质层和固体电解质层也测定这些层所包含的碳含量的结果。此外,实施例22~30除以使得中间层、活性物质层和固体电解质层所包含的碳含量分别成为表2中记载的值的方式在中间层用膏体、活性物质层用膏体和固体电解质层用膏体中添加碳材料,或调整去粘合剂条件以外,与实施例4同样地制作全固体电池。
169.(评估)
170.对本实施例以及比较例中制作的全固体电池,评估下述的电池特性。
171.[中间层、活性物质层和固体电解质层所包含的碳含量]
[0172]
在通过本实施例制作的全固体电池中,如以下那样进行中间层、活性物质层和固体电解质层所包含的碳的量的测定。
[0173]
首先,对全固体电池以包埋到环氧树脂等树脂的状态进行研磨,使中间层的截面露出。此时,优选与层叠方向不垂直而接近水平的倾斜地进行研磨,以能够以尽可能大的面积进行测定。接着,利用epma(wds=波长色散光谱解析法)进行碳含量(浓度)的测定。测定条件为,加速电压10kv,测定电流500na,峰测定时间80秒,背景测定时间20秒,光斑直径为最小。为了除去装置内部的碳氢化合物污染引起的测定误差的影响,使用液氮阱进行测定。对活性物质层和固体电解质层也同样地进行。
[0174]
[3点弯曲试验]
[0175]
全固体电池的素体强度的评估通过3点弯曲试验进行。3点弯曲试验根据jisr1601进行评估。
[0176]
[内部电阻]
[0177]
内部电阻的测定使用交流阻抗法。在30℃的环境下,使用阻抗解析仪,令闭路电压为0v,施加振幅10mv的交流电压至频率10m~1mhz,从响应电流测定阻抗。根据测定的阻抗在奈奎斯特线图上进行绘图,并通过rc并联电路进行拟合来计算。
[0178]
(结果)
[0179]
表1表示实施例1~18以及比较例1所涉及的全固体电池的3点弯曲试验和内部电阻的结果。
[0180]
此外,表2表示实施例19~30所涉及的全固体电池的3点弯曲试验和内部电阻的结果。
[0181]
[表1]
[0182][0183][0184]
[表2]
[0185][0186]
在实施例1~30所涉及的全固体电池中,确认到比比较例1所涉及的全固体电池优异的3点弯曲试验的结果。
[0187]
而且,在实施例1~6所涉及的全固体电池中,特别是在中间层的厚度t1与活性物质层的厚度t2的比率t1/t2满足0.05≤t1/t2≤1.2的情况下,确认到更优异的3点弯曲试验的结果和内部电阻。认为这是因为,在t1/t2小于0.05的情况下,与为0.05以上的情况相比,活性物质层与固体电解质层的接合不充分,素体强度弱,因此3点弯曲试验的结果低。在t1/t2大于1.2的情况下,与为1.2以上的情况相比,正极与负极的电极间距离变长,锂离子变得不易移动,从而有助于全固体电池的内部电阻的增加。
[0188]
而且,在实施例4和实施例7~10所涉及的全固体电池中,特别是在中间层的碳含量满足100ppm以上5,000ppm以下的情况下,确认到更优异的3点弯曲试验的结果。认为这是因为,在不到100ppm的情况下,与100ppm以上的情况相比,容易在中间层与活性物质层的界面产生裂纹,在大于5,000ppm的情况下,与为5,000ppm以下的情况相比,容易在中间层与固体电解质层的界面产生裂纹。
[0189]
而且,实施例11所涉及的全固体电池是变更了正极活性物质且正极活性物质与负极活性物质不同的全固体电池。实施例12所涉及的全固体电池是变更了固体电解质的全固
体电池。实施例13所涉及的全固体电池是变更了正极活性物质与负极活性物质且正极活性物质与负极活性物质不同的全固体电池。即使像这样将正极活性物质、固体电解质、负极活性物质改为各种各样的基材,也确认到了比比较例1所涉及的全固体电池优异的3点弯曲试验的结果。
[0190]
另一方面,在实施例14所涉及的全固体电池中,确认到与实施例4相比,3点弯曲试验的结果较低。认为这是因为,在中间层的构成元素中,含有相接的活性物质层和固体电解质层所不包含的元素(zr),因此中间层的活性物质层与固体电解质层的粘接性低,3点弯曲试验的结果低。
[0191]
此外,实施例15~17所涉及的全固体电池是对实施例4变更了碳材料的全固体电池。在这些全固体电池中,确认到了比比较例1所涉及的全固体电池优异的3点弯曲试验的结果。确认到使用无定形碳的碳材料的实施例17与实施例4和实施例15、实施例16相比,3点弯曲试验的结果低若干。认为这是因为,无定形碳与石墨和碳纳米管相比,碳材料自身的机械强度弱、在去粘合剂/烧成工序中容易挥发,因此容易在活性物质层中出现缺陷,因此3点弯曲试验的结果低若干。
[0192]
而且,实施例18所涉及的全固体电池是活性物质层中的碳材料的分布随着远离与中间层相接的面而含量变大的全固体电池。确认到与碳材料的分布均匀的实施例3相比,为更优异的3点弯曲试验的结果。认为这是因为,通过抑制中间层附近的活性物质层的碳含量,使得含有活性物质和碳材料的活性物质层与中间层能够牢固地接合。
[0193]
在实施例19~21所涉及的全固体电池中,与活性物质层所包含的碳含量相比,中间层所包含的碳含量为2.3%~16.7%,此外,与固体电解质层所包含的碳含量相比中间层所包含的碳含量为2.9倍~25倍。此外,在实施例22~27所涉及的全固体电池中,与活性物质层所包含的碳含量相比中间层所包含的碳含量为25%~90.9%,此外,与固体电解质层所包含的碳含量相比中间层所包含的碳含量为7.1倍~166.7倍。在实施例28~30所涉及的全固体电池中,与活性物质层所包含的碳含量相比中间层所包含的碳含量为2.5%~17.5%,此外,与固体电解质层所包含的碳含量相比中间层所包含的碳含量为0.5倍~0.74倍。
[0194]
在与活性物质层所包含的碳含量相比中间层所包含的碳含量为约2%~约90%的实施例19~30所涉及的全固体电池中,确认到比比较例1所涉及的全固体电池优异的3点弯曲试验的结果。
[0195]
在与固体电解质层所包含的碳含量相比中间层所包含的碳含量为0.5倍~约166倍的实施例19~30所涉及的全固体电池中,确认到比比较例1所涉及的全固体电池优异的3点弯曲试验的结果。
[0196]
在与中间层所包含的碳含量大于固体电解质层所包含的碳含量的情况下(实施例19~实施例27),和反之小于该碳含量的情况下(实施例28~实施例30),均确认到比比较例1所涉及的全固体电池优异的3点弯曲试验的结果。
[0197]
将实施例19~21与实施例28~30相比较,确认到在中间层所包含的碳含量为7000ppm以下的情况下,碳含量按活性物质层、中间层、固体电解质层的顺序增多的结构,与碳含量按活性物质层、固体电解质层、中间层的顺序增多的结构相比更优异的3点弯曲试验的结果。
[0198]
以上,对本发明进行了详细说明,但所述实施方式和实施例只是例示,此处公开的发明中还包含对上述的具体例进行各种各样的变形、变更后的实施方式和实施例。
[0199]
符号的说明
[0200]1…
正极层
[0201]
1a
…
正极集电体层
[0202]
1b
…
正极活性物质层
[0203]2…
负极层
[0204]
2a
…
负极集电体层
[0205]
2b
…
负极活性物质层
[0206]3…
中间层
[0207]4…
固体电解质层
[0208]5…
层叠体
[0209]6…
第1外部端子
[0210]7…
第2外部端子
[0211]
11
…
碳材料。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。