1.本披露内容涉及一种用于气溶胶产生装置的消耗品。消耗品可以包括要被加热而不是灼烧以产生用于吸入的气溶胶的烟草或其他合适的气溶胶基质材料。
背景技术:
2.在过去的几年里,风险被降低或风险被修正的装置(也称为汽化器)的普及和使用快速增长,这有助于帮助想要戒烟的习惯性吸烟者戒掉如香烟、雪茄、小雪茄和卷烟等传统的烟草产品。可获得与在传统的烟草产品中灼烧烟草不同的、加热或加温可气溶胶化的物质的各种装置和系统。
3.通常可用的、风险被降低或风险被修正的装置是被加热基质的气溶胶产生装置或加热不灼烧式装置。这种类型的装置通过将气溶胶基质加热到通常在150℃到300℃范围内的温度来产生气溶胶或蒸气,该气溶胶基质通常包括潮湿的烟叶或其他合适的可气溶胶化的材料。加热但不燃烧或灼烧气溶胶基质会释放气溶胶,这种气溶胶包括使用者所寻求的组分但不包括燃烧和灼烧产生的毒性致癌副产物。此外,通过加热烟草或其他可气溶胶化的材料产生的气溶胶通常不包括由燃烧和灼烧产生的可能对于使用者来说不愉快的烧焦味或苦味,因此,基质不需要糖和其他添加剂,糖和添加剂通常添加到此类材料以使烟雾和/或蒸气对于使用者来说更美味。
4.期望提供一种消耗品,该消耗品可以产生具有改善的能量效率的气溶胶并且可以简单地制造。
技术实现要素:
5.根据第一方面,本披露内容提供了一种用于气溶胶产生装置的消耗品,包括:加热元件,该加热元件包括基部部分和从该基部部分延伸的多个长形部分;和气溶胶产生基质的柱状部分,该柱状部分由气溶胶产生基质条形成,其中,该条的轴向部分延伸穿过该加热元件的一对长形部分之间的间隙,并且该条缠绕在该加热元件上。
6.可选地,该轴向部分是该条的端部。
7.可选地,该加热元件的一对长形部分被布置为通过向该轴向部分施加压力来保持该轴向部分。
8.可选地,该加热元件是感应加热元件。
9.可选地,该多个长形部分从该基部部分延伸出该柱状部分的长度的一半以上。
10.可选地,该气溶胶产生基质包括再造烟草。
11.可选地,该消耗品包括包装件,该包装件封闭该加热元件和该气溶胶产生基质的柱状部分。
12.根据第二方面,本披露内容提供了一种制造如上所述的消耗品的方法,该方法包括:将该加热元件保持在夹具中;将该气溶胶产生基质条的轴向部分布置在该加热元件的一对长形部分之间;围绕该轴向部分旋转该加热元件和/或该气溶胶产生基质条,以将该气
溶胶产生基质条缠绕在该加热元件上并且形成该柱状部分;以及从该夹具释放包括该加热元件和该柱状部分的消耗品。
13.可选地,该方法包括将该轴向部分保持在该夹具中。
14.可选地,该夹具被构造为通过向该加热元件的一对长形部分施加压力来保持该轴向部分。
15.可选地,该夹具是卡盘,并且围绕该轴向部分旋转该加热元件包括旋转该卡盘。
16.可选地,该方法包括通过弯曲和切割线材来形成该加热元件。
17.可选地,该条是气溶胶产生基质的连续带的一部分,并且该方法包括在旋转之后切割该带。
18.可选地,该方法包括在旋转之后将该加热元件的暴露部分驱动到该柱状部分中。
19.根据第三方面,本披露内容提供了一种制造如上所述的消耗品的系统,该系统包括:夹具,该夹具适于保持该加热元件;送料器,该送料器被布置为对该气溶胶产生基质条进行给送,以将该条的轴向部分布置在该加热元件的一对长形部分之间;转子,该转子被构造为使该夹具和/或该送料器绕该轴向部分旋转,以将该气溶胶产生基质条缠绕在该加热元件上并且形成该柱状部分,其中,该夹具被构造为在形成该柱状部分之后释放包括该加热元件和该柱状部分的消耗品。
20.可选地,该系统包括冲头,该冲头被构造为通过弯曲和切割线材来形成该加热元件。
附图说明
21.图1a是根据本发明的消耗品的示意性图示;
22.图1b是加热元件的示意性图示;
23.图1c是消耗品的端部的示意性图示;
24.图2a至图2e是制造消耗品的方法的示意性图示;
25.图3a和图3b是在气溶胶产生装置的示例中使用的消耗品的示意性图示。
具体实施方式
26.图1a示意性地展示了根据本发明的实施例的消耗品。
27.参照图1a,消耗品100包括加热元件120。消耗品100进一步包括气溶胶产生基质的柱状部分110。
28.在许多示例中,用于气溶胶产生装置的消耗品在一个方向(在图1a中标记为z方向)上相对较长,垂直于“长”方向的截面相对较小。在此类消耗品中,“柱状”部分是指沿“长”方向延伸的部分。尽管对此类消耗品的引用对于解释本发明是方便的,但是本发明同样适用于其中无法识别出此类“长”方向的消耗品,在这种情况下,“柱状”部分可以是气溶胶产生基质的任何部分。
29.加热元件120可以例如是感应加热元件(也称为感受器),该感应加热元件被构造为经由电磁感应来接收能量并且耗散所接收的能量以执行加热。替代性地,加热元件120可以是被构造为经由电流接收能量的导电加热元件。加热元件通常可以包括导电材料,包括金属材料(比如铝、铁、合金钢、铜等)和/或非金属材料(比如石墨、碳化硅等)。
30.图1b中示出了加热元件120的第一示例的细节。
31.如图1b所示,加热元件120包括基部部分121和从基部部分120延伸的多个长形部分122a、122b。长形部分被布置为在嵌入柱状部分110中时沿着柱状部分延伸。即,长形部分被布置为沿着柱状部分的“长”方向延伸。
32.通过长形部分的这种布置,可以通过用螺线管包围柱状部分来方便地为感应加热元件供电。通过这种布置,螺线管的磁场可以平行于长形部分,从而在它们的表面积周围感应出电流。此外,即使加热元件不是感应加热元件,沿着柱状部分布置长形部分也改善了气溶胶基质的加热均匀性。
33.基部部分和多个长形部分的这种布置还意味着加热元件适于经由施加到基部部分121的力朝着柱状部分110驱动(如图2e所示,稍后描述)。特别地,基部部分121提供了用于驱动的表面,而长形部分122a、122b被布置为以比基部部分121更低的阻力穿透柱状部分110。
34.多个长形部分122a、122b可以从基部部分121延伸出柱状部分110的长度的一大部分。如稍后参照图3所述,长形部分可以参与加热元件的加热。结果,长形部分向柱状部分中延伸得越远,柱状部分110被加热得越均匀。长形部分122a、122b可以例如从基部部分121延伸出柱状部分110的长度的一半以上。
35.在图1b的示例中,加热元件120具有两个长形部分122a、122b,这两个长形部分被布置在基部部分121的相应端部处以形成u形。使用沿着基部部分尽可能远地分布的至少两个长形部分具有在加热元件120被驱动进入柱状部分110中时稳定加热元件的作用,并且增加长形部分122的数量增加了加热元件120所需的材料量。因此,u形平衡了在驱动加热元件和减少加热元件所需的材料量时的稳定性要求。
36.加热元件120可以有利地在整个基部部分和多个长形部分中具有基本上相似的截面。通过使得能够使用截面基本上均匀的长材料来形成加热元件,这简化了加热元件120的制造。另外,基部部分和长形部分的基本上相似的截面意味着在长形部分的表面上的电流基本上均匀,并且增加了来自加热元件的热分布的均匀性。
37.更优选地,加热元件120可以由被弯曲以形成基部部分和多个长形部分的线材形成。使线材弯曲避免了需要将基部部分和长形部分中的任何一者附接在一起,因此进一步简化了加热元件120的制造。
38.柱状部分110由气溶胶产生基质条形成,其中条的轴向部分延伸穿过加热元件的一对长形部分之间的间隙,并且条缠绕在加热元件上。
39.图1c是从端部透视图来看的图1a的消耗品的旋转视图,其中图1a的z方向延伸到页面中。图1c展示了加热元件120的基部部分121延伸跨过柱状部分110的端部,而长形部分122(未示出)从基部部分延伸到柱状部分110中。
40.在图1c中,可以看到,气溶胶产生基质条可以呈螺旋形状缠绕在加热元件上,并且条的轴向部分111延伸穿过加热元件120。尽管在图1c中未示出,但是条的轴向部分111延伸穿过一对长形部分122(未示出)之间的间隙。
41.轴向部分111是条的在消耗品100的中心轴线处或附近的部分。在图1c所示的示例中,条的轴向部分111是条的端部。然而,在其他示例中这不是必需的。例如,条可以呈双螺旋的形式缠绕在加热元件120上,其中轴向部分111更靠近气溶胶产生基质条的长度的中
间。
42.在本示例中,条的轴向部分111在其间延伸的一对长形部分122被布置为通过向轴向部分施加压力来保持该轴向部分。如以下更详细描述的,这可以通过在制造消耗品100的方法中将一对长形部分抵靠轴向部分111夹紧来实现。然而,在其他实施例中,轴向部分111不需要由加热元件120保持。例如,在任何实施例中,消耗品100可以包括封闭加热元件120和柱状部分110的包装件,该包装件将气溶胶产生基质条保持就位在加热元件120周围。此外,即使在没有夹紧或包装的情况下,气溶胶产生基质条也可以足够紧密地缠绕在加热元件120上,以将加热元件保持就位。
43.气溶胶基质可以例如包括各种形式的烟草材料(比如烟丝和颗粒状烟草),和/或烟草材料可以包括烟叶和/或再造烟草。
44.返回参照图1a,消耗品100可以进一步包括在过滤器130与柱状部分110之间的管区段140。管区段可以用于使所产生的气溶胶在到达消耗品的嘴口端之前冷却。在消耗品100的此类实施例中,围绕柱状部分110的包装件可以是沿着柱状部分的长方向围绕柱状部分的侧面的包裹件,并且包裹件可以延伸以形成管区段140,并且甚至可以延伸到过滤器130或其周围。
45.管区段140和/或围绕柱状部分110的包裹件可以例如包括纸和/或其他纺织材料,并且还可以包括各种有机材料和/或无机材料。
46.另外,基部部分121优选地布置在柱状部分110的开口端。在普通的消耗品设计中,消耗品包括在消耗品的嘴口端的过滤器130。在此类设计中,开口端与嘴口端相反。
47.更具体地,在图1a中,基部部分121接近但实际上未嵌入在柱状部分110的开口端中,而长形部分几乎完全被嵌入。
48.在其他消耗品中,消耗品不包括过滤器,并且“开口端”可以是柱状部分的任一端。
49.图2a至图2e示意性地展示了制造如上所述的消耗品的方法和系统。
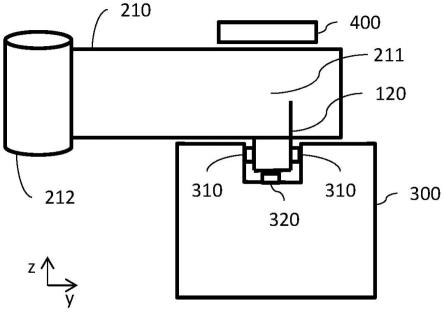
50.图2a和图2b是在方法的初始部分期间系统状态的侧视图和俯视图的示意性图示。该方法的初始部分包括将加热元件120保持在夹具300中,并且将气溶胶产生基质条210的轴向部分211布置在加热元件的一对长形部分122a、122b之间。
51.在本实施例中,气溶胶产生基质条210由送料器212给送,以将轴向部分211布置在加热元件120的一对长形部分之间。送料器可以从气溶胶产生基质的长连续卷轴中对条进行给送。
52.在本实施例中,夹具300适于保持加热元件120。更具体地,在本实施例中,夹具300包括被布置为向加热元件120的一对长形部分122a、122b施加压力的夹紧致动器310。可以控制夹紧致动器310,使得当将加热元件120插入夹具300中时,夹紧致动器310接合以保持加热元件120,并且当要从夹具300中移除加热元件120时,夹紧致动器310脱离接合。
53.替代性地,夹具300可以适于为加热元件120提供紧密配合,使得加热元件120被保持就位,并且必须施加力以插入或移除加热元件120。此外,如图2a所示,可移动防护件400可以布置在第一位置以防止加热元件120无意地离开夹具300,并且在插入或移除加热元件120时移动到第二位置。
54.图2c是在该方法的初始部分之后系统状态的俯视图的示意性图示。更具体地,在本实施例中,该方法进一步包括将轴向部分211保持在夹具300中。例如,这可以通过控制夹
紧致动器310以向加热元件120的一对长形部分122a、122b施加足够的压力来实现,从而使得长形部分122a、122b弯曲并且将压力传递到轴向部分211。
55.替代性地,夹具300可以具有单独的适配件(比如另外的致动器)以用于直接保持轴向部分211。此外,代替夹具300保持轴向部分211,气溶胶产生基质条210可以在两个端点之间的张力下被保持。例如,条210可以从送料器212通过夹具300给送到与送料器212相对的保持器件。
56.在该方法的这一点上,将气溶胶产生基质条210缠绕在加热元件120上,以形成柱状部分110。这可以通过围绕轴向部分211旋转加热元件120、或者通过围绕轴向部分211旋转条210、或者通过同时执行这两种旋转(优选地沿相反方向)来实现。该方法还可以包括以下步骤:在将条210缠绕在加热元件120上之前,将条210的延伸超过轴向部分211、超过一对长形部分122a、122b之间的间隙的一部分切掉。这意味着条210的轴向部分211形成为条210的端部。
57.在一个实施例中,夹具300是卡盘,并且通过旋转卡盘而使加热元件120围绕轴向部分211旋转。这可以通过在系统中包括转子来实现,该转子被构造为使夹具300围绕轴向部分211旋转以将气溶胶产生基质条缠绕在加热元件120上并且形成柱状部分。
58.在另一个实施例中,该系统包括转子,该转子被构造为使送料器212绕轴向部分211旋转,以将气溶胶产生基质条缠绕在加热元件120上并且形成柱状部分。
59.图2d是在条210缠绕在加热元件120上之后系统状态的侧视图的示意性图示。
60.在其中气溶胶产生基质条210是可以用于形成多个消耗品的气溶胶产生基质的连续带的一部分的实施例中,条210仍然由送料器211保持。在此类实施例中,该方法包括在形成柱状部分110之后切割该带的另一步骤,留下如图2e所示的条。
61.另外,如图2d所示,已经由夹具300保持的加热元件120的一部分延伸超过柱状部分110作为暴露部分。该方法可以(独立于带的切割)进一步包括在形成柱状部分110之后将加热元件120的暴露部分驱动到柱状部分中。例如,这可以通过在夹具300中提供驱动致动器320来实现,其中驱动致动器320被布置为将加热元件120驱动到柱状部分110中,如图2e所示。然而,在本实施例中,当加热元件被驱动到柱状部分中时,夹紧致动器310不保持加热元件120。替代地,防护件400可以被构造为用作反作用表面,以在驱入加热元件120的同时将柱状部分110保持就位。
62.在形成柱状部分之后,该方法包括从夹具300释放包括加热元件120和柱状部分110的消耗品。在一些实施例中,这可以发生在两个阶段,该两个阶段包括释放夹紧致动器310和将防护件400移动到第二位置。这允许在释放夹紧致动器310与移动防护件400之间发生上述驱动。
63.该系统可以进一步包括用于移除消耗品的拾取器,和/或加热元件放置器,用于在夹具300中提供新的加热元件120以准备制造下一个消耗品。
64.可以提供新的加热元件120,新的加热元件预形成有基部部分和多个长形部分。然而,替代性地,该方法可以进一步包括由线材形成加热元件120。长线材的一部分可以弯曲成加热元件120的形状,并且被切割以将加热元件120与长线材的其余部分隔开。相应地,该系统可以包括冲头,该冲头被构造为通过弯曲和切割线材来形成加热元件120。冲头可以同时执行弯曲和切割以简化加热元件120的形成。
65.图3a和图3b示出了使用如上所述的消耗品来产生气溶胶的示例。
66.图3a示意性地展示了气溶胶产生装置500中的消耗品100。
67.气溶胶产生装置500包括加热腔室510,该加热腔室包括驱动元件520,该驱动元件被构造为驱动消耗品100的加热元件120。在本示例中,驱动元件520是螺线管线圈,该螺线管线圈被布置为在加热腔室510中产生磁场。磁场在加热元件120中感应出电流以执行对气溶胶基质的柱状部分110的加热。
68.为了产生可吸入的气溶胶,使用者可以将消耗品100插入加热腔室510中,并且使用加热元件120加热柱状部分110以产生可吸入的气溶胶。
69.在本示例中,消耗品100不具有过滤器130或管区段140。此类简单的消耗品例如可以在气溶胶产生装置自身具有吸嘴和过滤器(未示出)的情况下使用,使用者可以从过滤器中获取所产生的气溶胶。另外,根据气溶胶的含量,在一些实施例中可以省略过滤器。
70.图3b示意性地展示了第二气溶胶产生装置600中的消耗品100。
71.气溶胶产生装置600还包括加热腔室610和驱动元件620。然而,在本示例中,驱动元件620包括刺穿元件,这些刺穿元件被布置为穿透柱状部分110并与加热元件120电接触,以驱动电流通过加热元件。驱动元件620可以是可缩回的,以便允许将消耗品添加到加热腔室610或从加热腔室移除。替代性地,加热腔室610可以包括盖部分,该盖部分可以被移动以打开或关闭开口,通过该开口可以添加或移除消耗品100。
72.为了产生可吸入的气溶胶,使用者可以将消耗品100插入加热腔室610中,并且使用加热元件120加热柱状部分110以产生可吸入的气溶胶。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。