1.本发明涉及增材制造技术领域,特别是涉及一种同轴胶体粉末辅助熔丝增材制造装置及其制造方法。
背景技术:
2.激光沉积增材制造是一种新兴的增材制造技术,这种技术以高能激光束作为热源局部熔化金属表面形成熔池,同时将添加材料同步送入熔池而形成与基体金属冶金结合且稀释率很低的沉积层,再通过逐层堆积来实现零件的不断“生长”。
3.熔粉式、熔丝式是激光沉积的两种主要材料添加方式。
4.对于熔粉增材制造,容易实现自动化控制,激光能量吸收率高,零件精度相对较高。但熔粉增材制造同样具有很多缺点,如成型效率低,成型的沉积层单层层厚最高仅为不到300μm;成型零件尺寸小,这主要受制于打印成型机的工作空间;存在粉末污染及爆炸等隐患,通常成型过程中要严格控制成型仓的含氧量;此外,熔粉式增材制造还存在材料利用率低的问题。
5.对于熔丝增材制造,具有效率高,材料利用率高,增材制造设备设计灵活的优点;熔丝增材制造成型的沉积层单层层厚可达1mm,成型效率相比熔粉增材制造大幅提升;熔丝增材制造成型过程接近近净成型,材料利用率可达90%以上。但是,对于激光熔丝增材制造技术制备颗粒增强金属基复合材料处仍不能胜任,这是由于丝材不能很好地负载多尺度多维度的颗粒,严重制约了激光熔丝增材制造技术在制备颗粒增强金属基复合材料的发展。
6.丝粉同步激光沉积,综合了两种添加方式的优势,可以用于颗粒增强金属基复合材料成形件的制备,提供了一种加工质量高且能够制造出结构复杂的零件的途径。其中丝材的添加提供了金属基体,保证了制备过程的高效性及制备材料的致密性,粉末材料的添加提供了增强相,可以通过调节送粉量实现对复合材料中增强相体积分数的控制;丝材的加入利于增大沉积层的面积,可以制备表面层相对较厚的零件,提高制备复合材料的效率,同时根据服役环境的要求调节陶瓷增强相的比例,可以制备出颗粒增强相具有梯度分布的金属基复合材料。
7.但是,目前丝粉同步添加的增材制造技术有着三大需要改进的地方:(1)丝粉装置的分离装配限制了增材装置的运动轨迹,加大了增材制造设备的复杂性;(2)在进行增材实验之前,丝粉需要精确调试空间位置以确保丝粉协同熔化,这存在着较大的实验设备误差;(3)对于纳米尺度粉体的输送,目前送粉器存在送粉不均匀与团聚的问题,只能通过大颗粒负载纳米颗粒进行送粉,这限制了单一纳米粉体增强熔丝增材制造技术的发展。
8.具体可参考以下本领域中的相关专利:
9.专利一:一种同轴送丝送粉熔化极电弧增材制造装置,cn111283302a。
10.该发明步骤是:供焊丝穿过的中心体穿过四路送粉喷嘴的中心,焊丝、中心体与四路送粉喷嘴采用同轴设计,四路送粉喷嘴与外界送粉器相连,且围聚于中心体周围,四路送粉喷嘴内的送粉通道采用锥台设计,中心体与四路送粉喷嘴之间形成环形保护气体通道,
打印过程中保护气体通道的底部出口与送粉通道喷出的合金粉末、焊丝汇聚,送粉通道喷出的合金粉末与焊丝于熔池的表面;四路送粉喷嘴上设置有冷却水通道。中心体为导电嘴,导电嘴的中心穿过焊丝。焊丝与外界送丝机相连,送丝轮位于导电嘴上方,保护气入口与外界保护气体相连,冷却水通道与外界水冷系统相连,四路送粉喷嘴采用紫铜材料。所述导电嘴上方的送丝轮用于保证焊丝矫直度,使焊丝平稳送至打印件表面,提高打印稳定性。所述四路送粉喷嘴通过送粉通道输出的送粉气体使合金粉末顺利送入熔池,且与导电嘴周围的环形保护气体通道共同作用下保护熔池不受氧化。所述四路送粉喷嘴可提高合金粉末送入率,大大提高打印效率。在平稳起弧状态下,通过单一调节送粉量与送粉速率可实现对打印层余高与熔宽的调控。该工艺适用于mig、mag及cmt电弧增材制造,通过送粉器进行调节送粉量,送粉量调节范围0-150g/min,粉末粒度范围10-200μm,可以实现任意种类合金粉末的输送,从而达到调节增材制造零部件的成分。
11.但是,送粉器一般输送纳米粉体会发生严重团聚且出粉极其不均匀,降低了纳米粉体的分散均匀性,因此专利一中难以输送纳米粉末。
12.专利二:微量微米级re2o3颗粒多级细化微观组织的钛合金填丝增材制造方法,cn111112609a。
13.该发明步骤是:该发明所述的微量微米级re2o3颗粒多级细化微观组织的钛合金填丝增材制造方法,在沉积每道次钛合金前在工件或先前沉积钛合金的表面均匀涂覆一层微米级re2o3颗粒醇基悬浊液,待微米级re2o3颗粒醇基悬浊液中的醇基溶剂挥发后,在惰性气体保护气氛下进行钛合金的沉积,完成微量微米级re2o3颗粒多级细化微观组织的钛合金填丝增材制造,具体包括以下步骤:(1)称取re2o3颗粒及乙醇,再将re2o3颗粒及乙醇溶剂放置到密封容器中搅拌均匀,得微米级re2o3颗粒醇基悬浊液;(2)在沉积基底上均匀涂覆一层少步骤1得到的微米级re2o3颗粒醇基悬浊液,放置使乙醇挥发;(3)在惰性气体的保护下完成单道次钛合金沉积,惰性气体可以为氩气,其中氩的纯度为99.999%;(4)重复步骤2及步骤3,直至完成微量微米级re2o3颗粒多级细化微观组织的钛合金填丝增材制造为止。
14.但是,其发明需要人工手动进行粉末的粘结,且影响了熔丝增材制造的效率,并且可能会由于污染物的引入弱化增材制造材料的显微组织与性能。
15.因此,增材制造领域急需一种新型的增材制造装置,用于解决上述问题。
技术实现要素:
16.本发明的目的是提供一种同轴胶体粉末辅助熔丝增材制造装置及其制造方法,用于解决上述现有技术中存在的技术问题,使得激光、丝材和粉末能够同轴协同增材制造,其中还实现了纳米级粉末与丝材共同熔化。
17.为实现上述目的,本发明提供了如下方案:
18.本发明公开了一种同轴胶体粉末辅助熔丝增材制造装置,包括:
19.送丝管,所述送丝管设有送丝通道,丝材穿过所述送丝通道;
20.固定本体,所述固定本体中设有固定通道,所述送丝管固定于所述固定通道内,所述送丝管的外壁和所述固定通道之间为保护气通道;
21.容置罐,所述容置罐固定于所述固定本体的一端,所述容置罐位于所述送丝管的出口端一侧,所述容置罐的下表面设有下通孔,所述丝材能够依次穿过所述容置罐的上表
面和所述下通孔,所述容置罐内盛放有胶体粉末混合物;
22.激光器,所述激光器的出光口朝向所述下通孔的出口端。
23.优选地,所述送丝管包括送丝圆筒部和送丝锥形部,所述送丝锥形部的上端外壁直径大于所述送丝锥形部的下端外壁直径,所述送丝圆筒部的内径和所述送丝锥形部的内径相同;
24.所述固定本体包括固定圆筒部和固定锥形部,所述固定锥形部的上端外壁直径大于所述固定锥形部的下端外壁直径,所述固定锥形部的下端内径小于所述固定锥形部的上端内径,所述固定圆筒部的内径与所述固定锥形部的上端内径相同。
25.优选地,所述固定本体的下端固定有固定块的上端,所述固定块的下端固定有所述容置罐。
26.优选地,所述固定块的下端设有内螺纹,所述容置罐的外壁上设有外螺纹,所述固定块与所述容置罐螺纹连接。
27.优选地,所述下通孔的直径为所述丝材的直径的120%。
28.优选地,所述送丝管的入口端处设有送丝机构,所述送丝机构包括送丝轮。
29.优选地,所述容置罐的上表面设有上通孔。
30.本发明还公开了一种同轴胶体粉末辅助熔丝增材制造装置的制造方法,包括以下步骤:
31.s1、将需要添加的合金粉末与胶体混合起来,混合之后放入到容置罐中;
32.s2、容置罐安装好,检查各个装置无误后,开启激光器;
33.s3、丝材从送丝管中不断流向容置罐内,丝材的外壁上沾有胶体粉末混合物后,从下通孔出来;
34.s4、激光器发出的光束便会同时熔化丝材与胶体粉末,胶体在光束的温度下气化消失,而合金粉末与丝材共同熔化成熔池;
35.s5、熔化后的合金粉末和丝材会在打印基板上凝固。
36.本发明相对于现有技术取得了以下技术效果:
37.1、能够同时实现激光、丝材、粉末的同轴协同增材制造,解决了现有激光丝粉同轴协同增材制造中装置与方法的问题;
38.2、首次通过胶体解决了纳米粉体的团聚问题,将胶体溶液与粉体进行混合,利用溶液的流动性以达到纳米粉体的均匀分散。避免了球磨或者机械混粉引起的粉体团聚与污染物的引入。在激光的辐照下,胶体溶液会气化消失,剩余的纳米粉体便与丝材协同熔化。这解决了现有纳米粉体增强金属基复合材料中均匀引入纳米粉体的困难。
附图说明
39.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
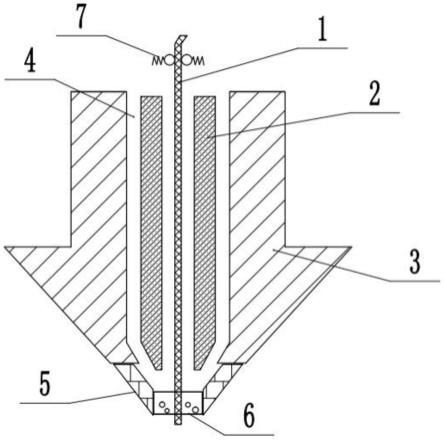
40.图1为本发明实施例同轴胶体粉末辅助熔丝增材制造装置的结构示意图;
41.图中:1-丝材;2-送丝管;3-固定本体;4-保护气通道;5-固定块;6-容置罐;7-送丝
轮。
具体实施方式
42.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
43.本发明的目的是提供一种同轴胶体粉末辅助熔丝增材制造装置及其制造方法,用于解决上述现有技术中存在的技术问题,使得激光、丝材和粉末能够同轴协同增材制造,其中还实现了纳米级粉末与丝材共同熔化。
44.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
45.如图1所示,本实施例提供了一种同轴胶体粉末辅助熔丝增材制造装置,包括:
46.送丝管2,送丝管2的中心设有送丝通道,丝材1穿过送丝通道,送丝管2的入口连接有送丝机构,此为现有技术因此不多做赘述;
47.固定本体3,固定本体3的中心设有固定通道,送丝管2固定于固定通道内,送丝管2的外壁和固定通道之间的环形结构为保护气通道4,保护气通道4连接有保护气气源;
48.容置罐6,容置罐6优先采用耐酸碱的材质,防止被腐蚀损坏,增长其使用寿命,容置罐6固定于固定本体3的一端,具体为其下端(出口端),容置罐6位于送丝管2的出口端一侧,容置罐6的下表面设有下通孔,容置罐6的上表面可以为开口或者设置一个盖体均可,丝材1能够依次穿过容置罐6的上表面和下通孔,容置罐6内盛放有胶体粉末混合物,其中胶体为浓度(体积)为5%聚乙烯醇溶液,本领域技术人员还可以将其替换为其他粘度较大的胶体,凭借较差的流动性可以确保胶体不会由于重力的作用从下通孔处下泄,粉末根据需要选择合适的合金粉末,此外,容置罐6的下方设有打印基板,用于形成产品;
49.激光器,激光器的出光口朝向下通孔的出口端,激光器为激光熔丝系统中的一部分,激光熔丝系统是实验室中激光增材制造试验中常见装置。
50.使用时,先将胶体粉末混合均匀,放入到容置罐6中。开启送丝机构,送丝机构带动丝材1向容置罐6移动,穿过容置罐6的丝材1侧壁上沾有胶体粉末。在激光器的照射下,胶体气化消失,而丝材1和粉末熔化,并掉落在其下方的打印基板上进行凝固。与此期间,保护气一直通过保护气通道4吹向融化的丝材1与粉末,保护其避免被氧化。
51.于本实施例中,如图1所示,送丝管2包括送丝圆筒部和送丝锥形部,送丝圆筒部固定于送丝锥形部的上端,送丝锥形部的上端外壁直径大于送丝锥形部的下端外壁直径,送丝圆筒部的内径和送丝锥形部的内径相同且大于丝材1直径;
52.固定本体3包括固定圆筒部和固定锥形部,固定圆筒部固定于固定锥形部的上端,固定锥形部的上端外壁直径大于固定锥形部的下端外壁直径,固定锥形部的下端内径小于固定锥形部的上端内径,这样设置为了与送丝锥形部的外壁相匹配,固定圆筒部的内径与固定锥形部的上端内径相同。
53.于本实施例中,固定本体3的下端固定有固定块5的上端,固定块5的下端固定有容置罐6。需要注意的是,固定块5上设置多个保护气通孔,从而使得保护气通道4内的保护气
能够穿过保护气通孔,对熔化的丝材1与粉末起到保护的作用。
54.于本实施例中,为了实现固定块5与容置罐6的可拆卸连接,固定块5的下端设有内螺纹,容置罐6的外壁上设有外螺纹,固定块5与容置罐6螺纹连接。
55.于本实施例中,下通孔的直径为丝材1的直径的120%,由于胶体的不流动性,所以即使在没有丝材1穿过时,胶体也不会从下通孔中穿过。下通孔直径之所以设置丝材1直径的120%,既能够使得丝材1穿过,并且当丝材1的外壁上沾有胶体粉末时,体积会增大,这样也能够使得部分胶体粉末一并穿过下通孔。如果下通孔的直径过大时,可能会造成部分胶体粉末掉落出来,造成浪费。
56.于本实施例中,送丝管2的入口端处设有送丝机构,送丝机构包括送丝轮7,丝材1经过送丝轮7后再经过送丝管2,送丝轮7是为了保证丝材1的矫直度,使得丝材1能够平稳送至打印基板上。
57.于本实施例中,容置罐6的上表面设有上通孔,上通孔的轴心与下通孔的轴心共线,从而保障丝材1的竖直下落。
58.本实施例中还提供了一种同轴胶体粉末辅助熔丝增材制造装置的制造方法,包括以下步骤:
59.s1、将需要添加的合金粉末与胶体混合起来,混合之后放入到容置罐6中,本领域技术人员还可以将其在容置罐6中混合;
60.s2、容置罐6安装好,检查各个装置无误后,开启激光器;
61.s3、丝材1从送丝管2中不断流向容置罐6内,丝材1的外壁上沾有胶体粉末混合物后,从下通孔出来;
62.s4、激光器发出的光束便会同时熔化丝材1与胶体粉末,胶体在光束的高温作用下气化消失,而合金粉末与丝材1共同熔化成熔池;
63.s5、熔化后的合金粉末和丝材1会在打印基板上凝固,从而形成成品。
64.本说明书中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处。综上所述,本说明书内容不应理解为对本发明的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。