1.本发明属于靶材制备技术领域,具体涉及一种菱形角度溅射靶材的加工方法。
背景技术:
2.溅谢靶材主要应用于电子及信息产业,如集成电路、信息存储器、液晶显示屏、激光存储器、电子控制器件等的制造;亦可应用于玻璃镀膜制造领域;还可以应用于耐磨材料、高温耐蚀、高档装饰用品等制造行业。随着电子产业高速发展,集成电路制造过程中,集成电路电子器件集成度不断提高,制造工艺对溅谢靶材的要求越来越严格。其中,对于溅谢靶材而言,一般质量要求主要包括尺寸、平整度、纯度、合成含量、密度、晶粒尺寸与缺陷控制等方面。此外,还包括对于面粗糙度、电阻值、晶粒尺寸均匀性、成分与组织均匀性、异物(氧化物)含量与尺寸、倒磁率、超高密度与超细晶粒等方面的要求。而随着技术的发展,制造领域对于溅谢靶材提出了更高和更多的质量要求。例如,需要靶材溅谢面不再是平面结构的靶材,其中包括溅谢面有v型、凹型及斜边形状的靶材。但是,目前在非平面结构的靶材制造的机械加工过程中,靶材容易出现崩边、崩角现象,存在靶材加工成品率低、成本高、加工过程费时费力的问题,特别是菱形靶材的加工,由于其特殊的结构,加工时候需要翻转靶材重新定位,导致加工的进度和效率大大降低。
3.因此,开发一种产品合格率高、加工效率高,生产成本低的菱形靶材的加工方法成为亟待攻克的技术难题。
技术实现要素:
4.本发明的目的在于克服现有技术存在的不足之处而提供一种菱形角度溅射靶材的加工方法。
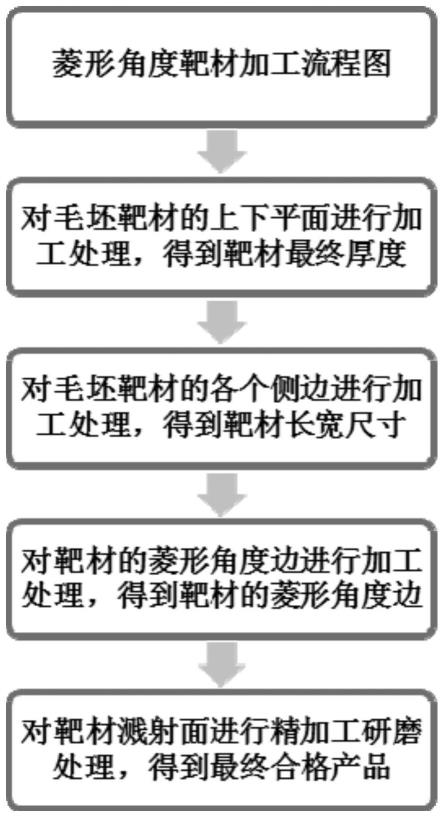
5.为实现上述目的,本发明采取的技术方案为:本发明提供了一种菱形角度溅射靶材的加工方法,所述方法包括以下步骤:
6.(1)将靶材胚料上下面经磨削处理,得到达到最终厚度尺寸的靶材;
7.(2)将步骤(1)得到靶材的侧面经磨削处理,得到达到最终长宽尺寸的靶材;
8.(3)将步骤(2)得到的靶材的侧面经菱形角度边磨削处理,得到菱形角度边靶材;
9.(4)将步骤(3)得到的靶材的溅射面进行精磨削处理,得到菱形溅射靶材。
10.本发明菱形角度溅射靶材的加工方法,首先是将形状不规整的靶材坯料通过上下面的磨削处理,得到上下面平整,同时厚度达到最终菱形溅射靶材厚度的靶材。然后根据菱形溅射靶材的最终长宽尺寸,继续对上一步靶材的侧面进行磨削处理,加工出直四棱柱状靶材,其侧面的长宽尺寸与菱形溅射靶材最终的长宽尺寸相同。进一步,使用角度砂轮加工直四棱柱状靶材的侧面,形成靶材的菱形角度边。最后通过手工磨削靶材的溅射面,制备得到尺寸精度、表面粗糙度满足要求的菱形角度溅射靶材。本发明方法与传统的方法相比,具有加工时间短,成本低,产品质量好,产品合格率高的优点。
11.作为本发明的优选实施方式,步骤(1)至步骤(3)中,所述磨削处理使用砂轮进行
磨削;所述砂轮的目数为150-200目。
12.发明人经过研究,过小的砂轮目数会造成表面粗糙度大的问题,而过高的砂轮目数会降低磨削效率。
13.作为本发明的优选实施方式,步骤(1)至步骤(3)中,所述磨削处理过程中砂轮的转速为3500-4500r/min,砂轮的进给量为0.5-1mm/次,进给速度为80-120mm/min。
14.发明人经过研究,在上述磨削条件下靶材表面不会产生崩边、崩角现象,在保证磨削效率的同时,可以保证靶材的成品率。
15.作为本发明的优选实施方式,步骤(1)至步骤(2)中,所述磨削处理使用平面树脂金刚石砂轮。
16.作为本发明的优选实施方式,步骤(3)中,所述磨削处理使用的砂轮为倒角树脂金刚石砂轮;所述倒角树脂金刚石砂轮包括单面倒角树脂金刚石砂轮和双面倒角树脂金刚石砂轮。
17.作为本发明的优选实施方式,步骤(3)中,所述单面倒角树脂金刚石砂轮的形状包括圆台形;所述双面倒角树脂金刚石砂轮的形状包括水平对称的两个圆台形。
18.作为本发明的优选实施方式,所述步骤(3)中,将步骤(2)得到的靶材固定至平台上,使用单面倒角树脂金刚石砂轮对相邻两个侧面进行磨削加工处理后,将平台及靶材翻面对剩余两个侧面进行磨削处理,得到菱形角度边靶材。
19.发明人经过研究发现,在菱形边加工前将靶材固定至平台上可以保证在翻面加工的时候,靶材和平台间无需重新定位,可以避免翻面过程带来的误差,从而保证靶材加工的精度,提高生产效率。
20.作为本发明的优选实施方式,所述步骤(3)中,将步骤(2)得到的靶材的侧面使用双面倒角树脂金刚石砂轮的不同磨削面进行磨削处理,得到菱形角度边靶材。
21.发明人经过研究发现,使用双面倒角树脂金刚石砂轮可以一次加工菱形靶材的四个菱形边,加工过程无需靶材翻面和重新定位,能够提高加工精度和生产效率。
22.作为本发明的优选实施方式,步骤(4)中,所述精磨削处理为使用磨削盘和金刚砂进行手工磨削;所述磨削盘包括铸铁研磨盘;所述金刚砂为w28金刚砂。
23.本发明任一项所述靶材加工方法在菱形角度溅射靶材制备中的应用。
24.与现有技术相比,本发明具有以下有益效果:
25.(1)本发明菱形角度溅射靶材的加工方法制备得到尺寸精度、表面粗糙度满足要求的菱形角度溅射靶材。
26.(2)本发明方法通过在菱形边加工前将靶材固定至平台上可以保证在翻面加工的时候,靶材和平台间无需重新定位,能有效保证靶材加工的精度,提高生产效率。
27.(3)本发明方法通过使用双面倒角树脂金刚石砂轮,可以一次加工菱形靶材的四个菱形边,加工过程无需靶材翻面和重新定位,能更有效保证加工精度和生产效率。
附图说明
28.图1为本发明工艺流程示意图。
29.图2为本发明实施例1靶材菱形角度边磨削工艺示意图。
30.图3为本发明实施例2靶材菱形角度边磨削工艺示意图
31.图4为本发明实施例3靶材菱形角度边磨削工艺示意图
具体实施方式
32.为更好的说明本发明的目的、技术方案和优点,下面将结合具体实施例对本发明作进一步说明。实施例中所述实验方法如无特殊说明,均为常规方法;如无特殊说明,所述试剂和材料,均可从商业途径获得。
33.实施例1
34.作为本发明菱形角度溅射靶材的加工方法的实施例,具体实施步骤包括:
35.(1)上下面加工:使用平面树脂金刚石砂轮对靶材上下面磨削加工处理,分层磨削加工处理,保证靶材厚度尺寸要求。其中,平面树脂金刚石砂轮直径100mm-130mm,粒度为150目至200目,转速3500r/min至4500r/min,进给量每次0.5mm至1mm,进给速度为80mm/min至120mm/min。
36.(2)侧面加工:使用圆柱树脂金刚石砂轮对靶材侧边进行磨削加工处理,分层磨削加工处理,保证靶材长宽尺寸要求。其中圆柱树脂金刚石砂轮直径70mm-100mm,粒度为150目至200目,转速3500r/min至4500r/min,进给量每次0.5mm至1mm,进给速度为80mm/min至120mm/min。
37.(3)菱形角度加工:使用定制的单面倒角树脂金刚石砂轮进行对靶材的菱形角度相邻两边进行磨削加工处理后,翻面磨削加工另外两边,其中翻面后需要对靶材重新定位分中打表确认。磨削过程中依次分层磨削加工菱形边。其中,树脂金刚石砂轮角度可根据产品设计,单面倒角树脂金刚石砂轮粒度为150目至200目,转速3500r/min至4500r/min,进给量每次0.5mm至1mm,进给速度为80mm/min至120mm/min。
38.(4)精加工:使用手工研磨靶材溅射面进行精加工处理,使用铸铁研磨盘,使用w28金刚砂进行手工研磨处理,去除设备磨削加工过程中的刀痕、划伤等瑕疵,保证靶材产品溅射面的粗糙度符合产品要求。
39.实施例2
40.作为本发明菱形角度溅射靶材的加工方法的实施例,具体实施步骤包括:
41.(1)上下面加工:使用平面树脂金刚石砂轮对靶材上下面磨削加工处理,分层磨削加工处理,保证靶材厚度尺寸要求。其中,平面树脂金刚石砂轮直径100mm-130mm,粒度为150目至200目,转速3500r/min至4500r/min,进给量每次0.5mm至1mm,进给速度为80mm/min至120mm/min。
42.(2)侧面加工:使用圆柱树脂金刚石砂轮对靶材侧边进行磨削加工处理,分层磨削加工处理,保证靶材长宽尺寸要求。其中,圆柱树脂金刚石砂轮直径70mm-100mm,粒度为150目至200目,转速3500r/min至4500r/min,进给量每次0.5mm至1mm,进给速度为80mm/min至120mm/min。
43.(3)菱形角度加工:使用定制的单面倒角树脂金刚石砂轮进行对靶材的菱形角度相邻两边进行磨削加工处理后,需要翻面磨削加工另外两个相邻菱形边,其中需要定制直角平台,靶材需要放置固定在直角平台上,依次分层磨削加工菱形边。其中,树脂金刚石砂轮角度可根据产品设计,单面倒角树脂金刚石砂轮粒度为150目至200目,转速3500r/min至4500r/min,进给量每次0.5mm至1mm,进给速度为80mm/min至120mm/min。
44.(4)精加工:使用手工研磨靶材溅射面进行精加工处理,使用铸铁研磨盘,使用w28金刚砂进行手工研磨处理,去除设备磨削加工过程中的刀痕、划伤等瑕疵,保证靶材产品溅射面的粗糙度符合产品要求。
45.实施例3
46.作为本发明菱形角度溅射靶材的加工方法的实施例,具体实施步骤包括:
47.(1)上下面加工:使用平面树脂金刚石砂轮对靶材上下面磨削加工处理,分层磨削加工处理,保证靶材厚度尺寸要求。其中,平面树脂金刚石砂轮直径100mm-130mm,粒度为150目至200目,转速3500r/min至4500r/min,进给量每次0.5mm至1mm,进给速度为80mm/min至120mm/min。
48.(2)侧面加工:使用双面倒角树脂金刚石砂轮对靶材侧边进行磨削加工处理,分层磨削加工处理,保证靶材长宽尺寸要求。其中,双面倒角树脂金刚石砂轮直径70mm-100mm,粒度为150目至200目,转速3500r/min至4500r/min,进给量每次0.5mm至1mm,进给速度为80mm/min至120mm/min。
49.(3)菱形角度加工:使用双面倒角树脂金刚石砂轮进行对靶材的菱形角度边进行磨削加工处理,双面倒角砂轮直接可以一次加工菱形靶材的两种角度的菱形边,依次分层磨削加工菱形边。其中,树脂金刚石砂轮角度可根据产品设计,双面倒角树脂金刚石砂轮粒度为150目至200目,转速3500r/min至4500r/min,进给量每次0.5mm至1mm,进给速度为80mm/min至120mm/min。
50.(4)精加工:使用手工研磨靶材溅射面进行精加工处理,使用铸铁研磨盘,使用w28金刚砂进行手工研磨处理,去除设备磨削加工过程中的刀痕、划伤等瑕疵,保证靶材产品溅射面的粗糙度符合产品要求。
51.本发明说明书附图中的图2至图4中,a1代表菱形角度靶材、a2代表单边倒角砂轮、a3代表双面角度砂轮、a4代表直角平台。
52.最后所应当说明的是,以上实施例仅用以说明本发明的技术方案而非对本发明保护范围的限制,尽管参照较佳实施例对本发明作了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的实质和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。