1.本实用新型涉及电子产品镭射加工技术领域,尤其涉及一种可快速产品转线的镭射工装。
背景技术:
2.镭射打标设备的工作原理是:首先将工件安装在设备的镭射工装上,然后启动设备,使激光器发出的激光经过一系列的折射和反射后聚焦在工件上进行精确的雕刻。
3.现有的电子产品的镭射工装,基本上是根据产品的镭射要求进行单独设计,不同的镭射工装具有不同的定位基准,当产品转线较频繁时,导致镭射工装的更换消耗较多的时间,且因工装更换而进行的程序调试也需消耗大量的时间,不利于多产品同线生产。
技术实现要素:
4.鉴于此,本实用新型的目的在于提供一种可快速产品转线的镭射工装,应用了该镭射工装的镭射打标设备,产品换线时无需更换镭射工装的底座,能够保持原有的定位基准,大幅降低产品换线的时间。
5.本实用新型为解决其技术问题而采用的技术方案是:
6.一种可快速产品转线的镭射工装,包括底座和可拆卸地安装于底座上的产品固定座,所述底座和产品固定座之间设置有用于定位安装产品固定座的xy轴定位基准结构,所述产品固定座上设置有z轴定位面,工件安装于所述z轴定位面上时使工件的待加工面处于镭射打标设备的镭射加工区域,所述产品固定座上设置有能够将工件固定于所述z轴定位面的锁定装置。
7.在本实用新型的一种优选方案中,所述xy轴定位基准结构包括间隔设置于所述底座上的若干个定位销、以及设置于所述产品固定座上的若干个定位孔,所述定位销与定位孔一一对应。
8.在本实用新型的一种优选方案中,所述产品固定座上设置有若干个套孔,所述套孔内固定有滑套,所述的定位孔为所述滑套的内孔。
9.在本实用新型的一种优选方案中,所述产品固定座上设置有用于安装工件的安装槽,所述z轴定位面位于所述安装槽的底部。
10.在本实用新型的一种优选方案中,所述安装槽的一侧内壁上具有x轴定位面,所述安装槽的另一侧内壁上具有y轴定位面,所述锁定装置包括能够将工件压紧于所述x轴定位面的第一弹性顶压装置及能够将工件压紧于所述y轴定位面的第二弹性顶压装置。
11.在本实用新型的一种优选方案中,所述第一弹性顶压装置包括能够相对于产品固定座左右移动的第一顶压件及能够驱动所述第一顶压件朝着x轴定位面移动的第一弹簧。
12.在本实用新型的一种优选方案中,所述产品固定座上固定设置有第一导套,所述的第一顶压件包括第一推顶头和穿设于所述第一导套的第一螺钉,所述第一推顶头螺纹连接于第一螺钉的一端并位于所述第一导套和x轴定位面之间,所述第一螺钉的头部位于其
另一端且第一螺钉的头部能够与第一导套的端面抵接,所述第一弹簧套为圆柱弹簧并套设于所述第一螺钉上,所述第一推顶头、第一导套分别与第一弹簧的两端抵接。
13.在本实用新型的一种优选方案中,所述第一顶压件上设置有第一推顶斜面,工件向下顶压所述第一推顶斜面时使第一顶压件背离x轴定位面移动并压缩所述第一弹簧压缩。
14.在本实用新型的一种优选方案中,所述第二弹性顶压装置包括能够相对于产品固定座前后移动的第二顶压件及能够驱动所述第二顶压件朝着y轴定位面移动的第二弹簧。
15.在本实用新型的一种优选方案中,所述产品固定座上固定设置有第二导套,所述的第二顶压件包括第二推顶头和穿设于所述第二导套的第二螺钉,所述第二推顶头螺纹连接于第二螺钉的一端并位于所述第二导套和y轴定位面之间,所述第二螺钉的头部位于其另一端且第二螺钉的头部能够与第二导套的端面抵接,所述第二弹簧套为圆柱弹簧并套设于所述第二螺钉上,所述第二推顶头、第二导套分别与第二弹簧的两端抵接。
16.在本实用新型的一种优选方案中,所述第二顶压件上设置有第二推顶斜面,工件向下顶压所述第二推顶斜面时使第二顶压件背离y轴定位面移动并压缩所述第二弹簧压缩。
17.本实用新型的有益效果是:镭射打标设备上的产品换线时,只需更换产品固定座,然后将更换后的产品安装在产品固定座上的z轴定位面,即可保持原有的定位基准,无需重新调试控制程序,大幅的降低产品换线的时间。
附图说明
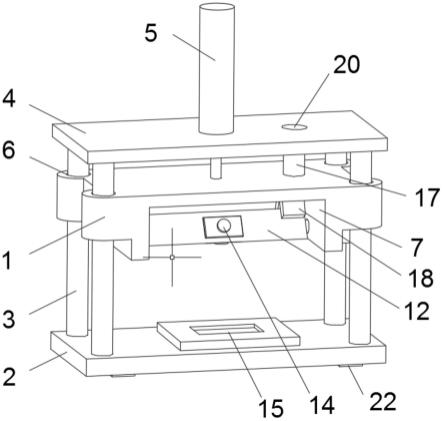
18.图1是本实用新型的立体图。
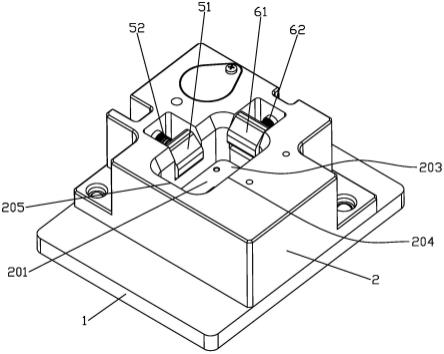
19.图2是本实用新型的分解图。
20.图3是本实用新型的剖视图之一。
21.图4是本实用新型的剖视图之二。
具体实施方式
22.下面将结合附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
23.需要说明,本实用新型实施例中所有方向性指示(诸如上、下、左、右、前、后
…
)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。另外,在本实用新型中涉及“优选”、“次优选”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“优选”、“次优选”的特征可以明示或者隐含地包括至少一个该特征。
24.参照图1至图4,本实用新型的实施例提出了一种可快速产品转线的镭射工装,包括底座1和可拆卸地安装于底座1上的产品固定座2,底座1和产品固定座2之间设置有用于定位安装产品固定座2的xy轴定位基准结构,产品固定座2上设置有z轴定位面201,工件安装于z轴定位面201上时使工件的待加工面处于镭射打标设备的镭射加工区域,产品固定座2上设置有能够将工件固定于z轴定位面201的锁定装置。
25.在本实用新型的一种优选方案中,xy轴定位基准结构包括间隔设置于底座1上的
若干个定位销3、以及设置于产品固定座2上的若干个定位孔41,定位销3与定位孔41一一对应。具体地,产品固定座2上设置有若干个套孔202,套孔202内固定有滑套4,定位孔41为滑套4的内孔。
26.滑套4和定位销3都优选两个,两个滑套4间隔设置在产品固定座2的两个对角处,两个定位销3则设置在与两个滑套4对应的位置,采用滑套4和定位销3的配合,能够在提高配合精度的情况下降低摩擦力,且将定位销3直接插入滑套4的定位孔41中即可将产品固定座2定位安装,方便快捷。
27.本方案的镭射工装应用在镭射打标设备上时,所有产品的镭射工装都可以采用相同的底座1,但产品固定座2需要根据不同的产品形状和尺寸进行定制,比如:a产品采用a类固定座,b产品采用b类固定座,但a类固定座、b类固定座均适用相同的底座1。其中底座1上设置有2个定位销3,a类固定座、b类固定座上均设置有与2个定位销3配合的2个定位孔41,同时,a类固定座、b类固定座上还都设置有z轴定位面201,镭射打标设备上的a产品更换为b产品时,只需将a类固定座换成b类固定座,然后将b产品安装在b类固定座上的z轴定位面201,即可保持原有的定位基准,无需重新调试控制程序,大幅的降低产品换线的时间。
28.在本实用新型的某些方案中,xy轴定位基准结构也可以采用其他的结构形式,比如将定位孔41设置在底座1上,相应的将定位销3设置在产品固定座2上;或者采用螺钉和螺孔的配合代替定位销3和定位孔41的配合。
29.进一步地,产品固定座2上设置有用于安装工件的安装槽203,z轴定位面201位于安装槽203的底部,安装槽203的一侧内壁上具有x轴定位面204,安装槽203的另一侧内壁上具有y轴定位面205,锁定装置包括能够将工件压紧于x轴定位面204的第一弹性顶压装置及能够将工件压紧于y轴定位面205的第二弹性顶压装置。工件安装在安装槽203中时,通过x轴定位面204、y轴定位面205能够对工件进行定位,使工件处于位置精度满足要求。工件安装在安装槽203中后,第一弹性顶压装置、第二弹性顶压装置通过弹力将工件自动压紧,整个固定工件的过程十分方便快捷。
30.在本实用新型的一种优方案中,第一弹性顶压装置包括能够相对于产品固定座2左右移动的第一顶压件51及能够驱动第一顶压件51朝着x轴定位面204移动的第一弹簧52。
31.具体地,产品固定座2上固定设置有第一导套53,第一顶压件51包括第一推顶头511和穿设于第一导套53的第一螺钉512,第一推顶头511螺纹连接于第一螺钉512的一端并位于第一导套53和x轴定位面204之间,第一螺钉512的头部位于其另一端且第一螺钉512的头部能够与第一导套53的端面抵接,第一弹簧52套为圆柱弹簧并套设于第一螺钉512上,第一推顶头511、第一导套53分别与第一弹簧52的两端抵接。第一推顶头511与x轴定位面204的最小距离应当与工件的左右宽度相适配,采用这样的结构,通过旋拧第一推顶头511即可调节其与x轴定位面204的最小距离,补偿加工误差,使第一推顶头511与x轴定位面204的最小距离处于最佳的范围内。
32.在本实用新型的一种优方案中,第二弹性顶压装置包括能够相对于产品固定座2前后移动的第二顶压件61及能够驱动第二顶压件61朝着y轴定位面205移动的第二弹簧62。
33.具体地,产品固定座2上固定设置有第二导套63,第二顶压件61包括第二推顶头611和穿设于第二导套63的第二螺钉612,第二推顶头611螺纹连接于第二螺钉612的一端并位于第二导套63和y轴定位面205之间,第二螺钉612的头部位于其另一端且第二螺钉612的
头部能够与第二导套63的端面抵接,第二弹簧62套为圆柱弹簧并套设于第二螺钉612上,第二推顶头611、第二导套63分别与第二弹簧62的两端抵接。第二推顶头611与y轴定位面205的最小距离应当与工件的前后宽度相适配,采用这样的结构,通过旋拧第二推顶头611即可调节其与y轴定位面205的最小距离,补偿加工误差,使第二推顶头611与y轴定位面205的最小距离处于最佳的范围内。
34.作为上述方案的进一步改进,第一顶压件51上设置有第一推顶斜面501,工件向下顶压第一推顶斜面501时使第一顶压件51背离x轴定位面204移动并压缩第一弹簧52压缩。第二顶压件61上设置有第二推顶斜面601,工件向下顶压第二推顶斜面601时使第二顶压件61背离y轴定位面205移动并压缩第二弹簧62压缩。采用这样的结构,将工件向下推即可直接插入安装槽203中,工件插到底后被第一弹性顶压装置、第二弹性顶压装置自动夹紧,方便快捷。
35.以上仅为本实用新型的优选实施例,并非因此限制本实用新型的专利范围,凡是在本实用新型的实用新型构思下,利用本实用新型说明书及附图内容所作的等效结构变换,或直接或间接运用在其他相关的技术领域均包括在本实用新型的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。