1.本实用新型涉及粉末冶金领域,尤其是球形金属/合金粉末的制备,具体而言涉及一种离心雾化制粉的装置。
背景技术:
2.球形金属粉末是性能优越、应用最为广泛的一种粉末材料,是以增材制造、热等静压、注射成型为代表的粉末近净成形技术的重要原材料,从源头影响成型制件的性能。雾化法是制备球形金属粉末的主要方式,典型代表包括气雾化和离心雾化。其中,气雾化方法制得粉末存在卫星粉、空心粉问题,而以等离子旋转电极雾化法(prep)为代表的离心雾化方法制得粉末具有高球形度、高致密度等优点,但存在粉末粒度偏粗,细粉率较低的问题。
3.导致prep方法细粉率受限的关键原因之一是离心力大幅提高受限,主要表现为大直径棒料高速旋转受限,75-80 mm直径的棒料稳定转速通常不超过20000 r/min,限制转速提升的因素包括高速旋转下驱动机构的寿命限制、棒料高速旋转下叠加往复运动带来的密封难题,以及大尺寸棒料高速转速下的载荷问题等。
4.中国专利cn107127350a公开了一种金属离心雾化制粉用高速离心雾化装置,其包括雾化罐体、旋转盘和气体驱动旋转轴,雾化罐体顶部中心设有金属熔炼漏包,旋转盘位于金属熔炼漏包的正下方。该制粉装置的旋转盘在气体驱动下转速高达50000 r/min以上,借助离心对自由落体流到旋转盘面的金属液进行雾化,但金属液在长距离滴落过程中,温度上有一定损失,且落点不易控制。另外,旋转驱动机构内置于雾化罐体内部,导致内部结构相对复杂,易产生粉末堆积残留,降低收粉率。此外,在该离心雾化制粉的雾化罐设计上,采用上宽下窄设计,液滴飞行冷却空间可能受限,易导致粉末颗粒粘接,影响制备的球形粉末的质量。
5.现有技术文献:
6.专利文献:cn107127350a 一种金属离心雾化制粉用高速离心雾化装置。
技术实现要素:
7.针对常规prep工艺及制粉装置,因大直径棒料转速提升受限,导致细粉收得率低,粉末偏粗的问题;以及现有旋转盘雾化工艺及装备,液流稳定性不佳,旋转盘和雾化罐体结构相对复杂,不利于粉体微粒的分散冷却等问题。本实用新型提供了一种离心雾化制粉的装置,在传统prep制粉装置的雾化室结构以及高温等离子热源方案基础上,采用大尺寸旋转盘离心雾化、连续同轴喂送中小尺寸棒料的设计,实现大直径高转速离心雾化效果的同时,兼顾粉末生产过程稳定性以及生产效率,有利于提升过程细粉收得率,降低高品质球形金属粉末制造成本。
8.根据本实用新型目的的第一方面在于提供一种离心雾化制粉的装置,包括:
9.雾化室,呈卧式筒状;
10.位于雾化室的一端设置的旋转盘组件及用于驱动旋转盘组件转动的驱动机构,其
中驱动机构和旋转盘组件同轴,并且二者沿着中心方向形成有贯穿驱动机构和旋转盘组件的通孔;
11.位于雾化室的另一端设置的等离子发生器,具有设置在雾化室内部的等离子枪,用于在雾化室内部形成等离子炬;所述等离子枪的中心与所述通孔位于同一水平;
12.棒料进料机构,设置在雾化室的所述一端,用于以棒料螺旋转动并穿过所述通孔进给至雾化室内部,到达旋转盘组件的工作面;所述棒料进给过程中与所述通孔同轴布设并且与等离子枪的中心处于同一水平;
13.所述进给至雾化室内的棒料经等离子炬熔化产生金属液,到达至高速旋转的旋转盘组件的工作面上之后基于离心力作用下沿着所述工作面边缘被甩出,得到细小的金属液滴,在雾化室内的惰性气氛下飞行、冷却,获得球形粉末。
14.其中,所述旋转盘组件的工作面位于所述雾化室的内部,并且朝向等离子发生器方向具有内凹的角度;所述驱动机构位于雾化室的外部,通过联轴器连接旋转盘组件并驱动旋转盘组件转动。
15.其中,所述旋转盘组件包括一具有通孔的旋转盘主体,所述旋转盘主体与驱动机构同轴地设置,并且旋转盘主体至少部分地位于雾化室的外部,通过动密封装置安装在雾化室外壁上,并且经由联轴器而被驱动机构驱动。
16.其中,旋转盘主体至少部分地还伸入到雾化室内,并在端部形成所述的工作面,用于通过高速离心作用实现金属液滴的甩出。
17.优选地,旋转盘主体采用高温合金材料,所述工作面的材质采用与制粉原料相同的材质,有效避免了制粉过程引入杂质,提高粉末纯度和质量。
18.其中,所述驱动机构包括电机基座以及设置在电机基座内的电机转子,电机转子与联轴器连接,通过电机转子的转送实现扭矩输出;所述电机基座的端部还设置有电机盖板,棒料与电机盖板之间设置有动密封装置。
19.其中,所述电机转子的转子轴中心形成所述贯穿的通孔。
20.其中,所述棒料进料机构包括棒料旋转驱动电机、棒料旋转驱动电机基座、棒料进给驱动电机以及传动丝杠;所述棒料旋转驱动电机与棒料同轴设置,用于驱动棒料围绕其自身的轴线做旋转;所述棒料旋转驱动电机设置在棒料旋转驱动电机基座上,所述棒料旋转驱动电机基座螺纹套接在传动丝杠上,所述棒料进给驱动电机与传动丝杠传动连接并可驱动传动丝杠旋转,所述棒料旋转驱动电机基座被设置成在传动丝杠旋转时可沿着所述传动丝杠在水平方向移动,从而将棒料穿过所述通孔进给至雾化室内。
21.其中,所述雾化室的侧壁上设置有至少一个用于通入惰性气体的进气管。
22.其中,所述雾化室的侧壁上设置有水冷夹层。
23.由以上技术方案,与现有技术相比,本实用新型的离心雾化制粉的装置的显著优点在于:
24.(1)本实用新型的离心雾化制粉的装置,通过棒料低速进给,配合高速旋转的同轴转盘,并以高温等离子炬作为热源,获得稳定高温的金属液滴(流),并保证落到旋转盘上的液滴(流)能够在较大的离心力作用下甩出、细化成小液滴,避免了棒料高速转动带来的对棒料自身尺寸以及材料性能的高要求,从而降低了原料的加工制造成本,扩大了本制粉装置适用的材料范围,可适用于tc4钛合金、gh4169高温合金、316l不锈钢等多种金属和合金
粉末材料的制备;
25.(2)本实用新型的离心雾化制粉的装置,通过将旋转盘机构的驱动机构外置,雾化罐内仅设置旋转工作部分,从而有效简化了雾化室内的机械结构,降低装置的制造及维护难度,有限避免了内部清理死角,方便设备清理,保证收粉率;
26.(3)本实用新型种离心雾化制粉的装置,通过将雾化室内的旋转盘机构部分设计成主体加工作面的结构,其中工作面材质与制粉原料相同,有效避免了制粉过程引入杂质,保证了粉末的纯度,增加该制粉装置适用的粉末类型;
27.(4)本实用新型的离心雾化制粉的装置,通过将旋转机构与制粉棒料进行同轴化设计,有效降低金属液滴在产生到接触转盘的距离,有效保证了熔体过热度,有利于促进细粉收得率的提高;
28.(5)本实用新型的离心雾化制粉的装置,通过采用小直径的棒料(甚至丝材)作为进料,借助棒料拼接技术,可以实现连续或半连续化制粉,有效提升制粉效率和设备产能,同时雾化制粉过程稳定易控,有利于提升过程稳定性和粉末品质一致性;
29.(6)本实用新型的离心雾化制粉的装置,通过更换不同口径的旋转盘机构以及动密封装置,可以实现不同直径规格棒料的雾化制粉,有利于满足不同的制粉需求。
30.应当理解,前述构思以及在下面更加详细地描述的额外构思的所有组合只要在这样的构思不相互矛盾的情况下都可以被视为本公开的实用新型主题的一部分。另外,所要求保护的主题的所有组合都被视为本公开的实用新型主题的一部分。
31.结合附图从下面的描述中可以更加全面地理解本实用新型教导的前述和其他方面、实施例和特征。本实用新型的其他附加方面例如示例性实施方式的特征和/或有益效果将在下面的描述中显见,或通过根据本实用新型教导的具体实施方式的实践中得知。
附图说明
32.图1是本实用新型示例性实施例的离心雾化制粉装置的结构示意图。
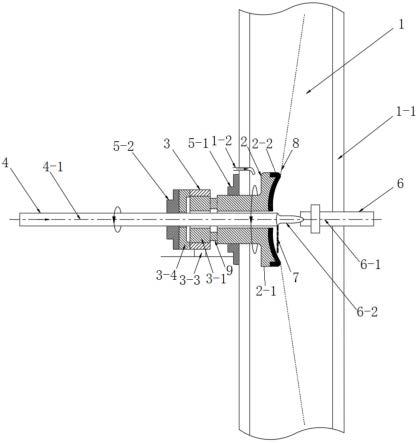
33.图2是本实用新型示例性实施例的离心雾化制粉装置的旋转盘组件的结构示意图。
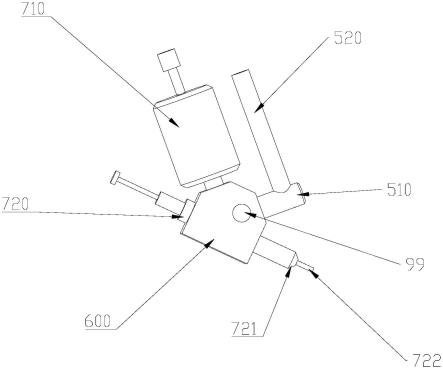
34.图3是本实用新型示例性实施例的离心雾化制粉装置的棒料进给组件的结构示意图。
35.图4是本实用新型示例性实施例的离心雾化制粉过程的工艺流程示意图。
36.附图中各附图标记的含义如下:
37.1、雾化室;2、旋转盘组件;3、驱动机构;4、棒料进给机构; 6、等离子发生装置;7、金属液流;8、金属液滴;9、联轴器;
38.1-1、水冷夹层;1-2、进气管;
39.2-1、旋转盘主体;2-2、旋转盘的工作面;
40.3-1、电机转子;3-3、电机基座;3-4、电机盖板;
41.4-1、棒料;4-2、棒料旋转驱动电机;4-3、棒料旋转驱动电机基座;4-4、棒料进给驱动电机;4-5、传动丝杠;
42.5-1、5-2、动密封装置;
43.6-1、等离子枪;6-2、等离子炬。
具体实施方式
44.为了更了解本实用新型的技术内容,特举具体实施例并配合所附图式说明如下。
45.在本公开中参照附图来描述本实用新型的各方面,附图中示出了许多说明的实施例。本公开的实施例不必定意在包括本实用新型的所有方面。应当理解,上面介绍的多种构思和实施例,以及下面更加详细地描述的那些构思和实施方式可以以很多方式中任意一种来实施,这是因为本实用新型所公开的构思和实施例并不限于任何实施方式。另外,本实用新型公开的一些方面可以单独使用,或者与本实用新型公开的其他方面的任何适当组合来使用。
46.离心雾化制粉装置
47.结合图1-图3所示的示例性实施例的离心雾化制粉装置,包括:雾化室1、旋转盘组件2、用于驱动旋转盘组件高速旋转的驱动机构3、棒料进给机构4、动密封装置(5-1;5-2)以及等离子发生装置6。
48.雾化室1,呈卧式筒状。结合图1,雾化室1的两端及侧壁设置有水冷夹层1-1,通过冷却介质循环对雾化制备过程进行冷却处理。同时,雾化室1的侧壁上设置至少一个进气管1-2,可进行气体置换,对雾化室内进行抽真空和惰性气氛环境形成,避免棒料及粉料在高温下氧化及元素挥发。
49.在可选的实施例中,进气管1-2位于旋转盘主体的上方位置,用于气体置换过程的补气以及雾化制粉过程对旋转盘组件进行冷却。进气管的管内径介于5-10 mm。
50.位于雾化室的一端设置有旋转盘组件2及用于驱动旋转盘组件2高速旋转的驱动机构3。驱动机构3和旋转盘组件2同轴布置,并且二者沿着中心方向形成有贯穿驱动机构和旋转盘组件的通孔,结合图1所示。
51.位于雾化室的另一端设置有等离子发生装置6,包括等离子枪6-1,等离子枪6-1设置在雾化室内部,用于在雾化室内部形成等离子炬6-2。其中等离子枪6-1的中心与通孔位于同一水平。
52.棒料进料机构4,设置在雾化室的一端,用于以棒料螺旋转动并穿过所述通孔进给至雾化室1的内部内部,到达旋转盘组件的工作面。其中,棒料进给过程中与通孔同轴布设并且与等离子枪的中心处于同一水平。
53.结合图1所示,进给至雾化室内的棒料经等离子炬熔化产生金属液流7,到达至高速旋转的旋转盘组件2的工作面2-2上之后基于离心力作用下沿着工作面边缘被甩出,得到细小的金属液滴8,在雾化室内的惰性气氛下飞行、冷却,获得球形粉末。
54.结合图1,旋转盘组件2包括一个具有通孔的旋转盘主体2-1,旋转盘主体2-1与驱动机构3同轴地设置,并且旋转盘主体2-1至少部分地位于雾化室的外部,通过动密封装置5-1安装在雾化室外壁上,并且经由联轴器9而被驱动机构3驱动高速旋转。
55.如图1,旋转盘主体2-1至少部分地还伸入到雾化室内,并在端部形成工作面2-2,用于通过高速离心作用实现金属液滴的甩出。结合图1,旋转盘组件的工作面2-2位于雾化室的内部,并且朝向等离子发生器方向具有内凹的角度。可选地,旋转盘主体2-1采用高温合金材料,而工作面2-2采用与制粉原料相同的材质。
56.可选地,旋转盘组件的工作面与旋转盘主体通过螺纹固定连接,旋转盘组件的工作面最外圈直径介于60-100mm。
57.驱动机构3位于雾化室1的外部,通过联轴器9连接旋转盘组件并驱动旋转盘组件及其工作面的高速转动。
58.结合图1、3所示,驱动机构3包括电机基座3-3以及设置在电机基座内的电机转子3-1,电机转子的输出轴(转子轴)3-1与联轴器9连接,通过电机转子的转送实现扭矩输出。电机基座3-3的端部还设置有电机盖板3-4,棒料4-1与电机盖板3-4之间设置有动密封装置5-2。
59.其中,如图1所示,电机转子的转子轴中心形成贯穿的通孔,以允许棒料同轴地穿过并进入到旋转盘主体,并穿过旋转盘主体进入雾化室内。
60.结合突所示,棒料进料机构4包括棒料旋转驱动电机4-2、棒料旋转驱动电机基座4-3、棒料进给驱动电机4-4以及传动丝杠4-5。棒料旋转驱动电机4-2与棒料4-1同轴设置,用于驱动棒料围绕其自身的轴线做旋转。棒料旋转驱动电机4-2设置在棒料旋转驱动电机基座4-3上,棒料旋转驱动电机基座4-3螺纹套接在传动丝杠4-5上。棒料进给驱动电机4-4与传动丝杠4-5传动连接并可驱动传动丝杠旋转,由此,棒料旋转驱动电机基座4-3在传动丝杠4-5旋转时可沿着传动丝杠4-5在水平方向移动,从而实现棒料的进给,将棒料穿过通孔进给至雾化室1的内部。
61.在本实用新型的实施例中,前述的贯穿的通孔的直径介于25-45mm,棒料的直径介于20-40mm。
62.离心雾化制粉工艺
63.结合图4所示的流程,结合本实用新型前述实施例的离心雾化制粉的装置,利用其进行离心雾化制粉的工艺过程,包括以下步骤:
64.在起始阶段,制粉用棒料安放好之后,检查并确认离心雾化制粉的装置密封性之后,开始抽真空并投入惰性气体进行气体置换,以避免棒料及粉料在高温下氧化及元素挥发;
65.棒料以旋转的方式进给至雾化室内的熔炼起始位置,驱动旋转盘旋转,当旋转盘达到预设转速且无异常时,启动等离子发生器起弧,当等离子炬达到稳定状态后,按预定工艺调节旋转盘转速、等离子炬电流强度、棒料进给速度以及棒料旋转速度,开始雾化制粉过程。
66.作为一个具体的示例,离心雾化制粉的过程主要包括以下具体步骤:
67.步骤s101、装料:将制粉原料装入进料系统,并检查系统密封;
68.步骤s102、气氛保证:对雾化室进行预抽真空至1*10-2 pa以下,并充入高纯惰性气体至0.15-0.25 bar;
69.步骤s103、棒料就位:调节棒料的转速和进给速度并启动,使棒料旋转进给至熔炼起始位置;
70.步骤s104、旋转盘启动:预设转盘转速并启动,确认转盘旋转稳定无异常;
71.步骤s105、起弧熔化:预设等离子炬参数,启动等离子发生系统电源,确认等离子弧焰状态稳定;
72.步骤s106、调节参数:根据预设工艺及实际效果,设置关键过程参数,包括等离子炬电流强度、旋转盘转速、棒料进给速度和旋转速度。
73.步骤s107、雾化制粉:稳定工艺参数下,棒料被等离子炬熔化形成液流落到高速旋
转的旋转盘上,并离心力甩出破碎成细液滴,并在雾化室惰性气氛下冷却凝固成球形颗粒。
74.于本实用新型一种可能的实施方式中,所述高纯惰性气体为ar气或ar/he混合气,气体纯度不低于99.99%。
75.于本实用新型一种可能的实施方式中,所述棒料转速的调节范围是0-500 r/min,进给速度调节范围是0-60 mm/min,旋转盘转速调节范围是0-32000 r/min。
76.于本实用新型一种可能的实施方式中,所述等离子系统的调节参数包括等离子炬电流强度和等离子弧焰长度,其中电流调节范围在700-2000 a,等离子弧焰长度通过控制棒料与等离子枪间距进行辅助调节,其范围介于15-45 mm。
77.于本实用新型一种可能的实施方式中,所述雾化制粉过程,基于材料自身特性,通过对棒料进给速度和等离子热源输出功率的调控以及参数间匹配,达到匀速化料的目的,棒料熔化的液滴被同轴高速旋转的转盘承接,并被高速甩出,在雾化室气氛下冷却凝固成球形金属粉末。
78.下面结合本实用新型的工艺流程附图以及装置附图,分别以tc4钛合金、gh4169高温合金、316l不锈钢等三种粉末材料为例,对本实用新型的技术方案作进一步的描述。
79.实施例1
80.首先,将直径40 mm的tc4 钛合金棒料4-1装入进料机构4,tc4钛合金棒料4-1与棒料旋转驱动电机连接,启动棒料进给驱动电机,通过传动丝杠带动棒料旋转驱动电机基座进给,使棒料4-1进给并穿过动密封装置。
81.对雾化室1进行预抽真空至5*10-3 pa,并通过进气口1-2充入纯度为99.999%的ar气至0.15 bar。
82.设置棒料4-1的转速为120 r/min,进给速度为25 mm/min并启动,棒料4-1旋转进给,其端部依次穿过旋转盘的驱动机构3及旋转盘组件,到达熔炼起始位置并停止。
83.设置旋转盘组件初始转速为22000 r/min,并启动旋转盘的驱动电机,通过与旋转盘驱动电机转子连接的联轴器传动,实现旋转盘主体及工作面高速转动,且转速达到预设初始转速,旋转盘工作面最外圈直径为85 mm。
84.设置等离子发生系统初始工作电流为1400 a,并启动电源,观察并确认等离子炬6-2状态稳定正常;
85.根据预设工艺及实际效果,设置雾化制粉工艺参数,其中等离子炬电流强度为1600 a,旋转盘转速26000 r/min,棒料进给速度28 mm/min,棒料旋转速度150 r/min。
86.稳定雾化制粉过程中,低速旋转进给的tc4钛合金棒料4-1的端部被高温等离子炬6-2熔化,产生的tc4钛合金金属液7在充分的过热度下,流落至高速旋转的旋转盘工作面2-2上,在离心力作用下沿旋转盘工作面边缘被甩出,得到细小的金属液滴,在雾化室1内的惰性气氛下飞行、冷却,获得球形tc4钛合金粉末。
87.实施例2
88.首先,将直径30 mm的gh4169高温合金棒料4-1装入进料机构,gh4169高温合金棒料4-1与棒料旋转驱动电机4-2连接,启动棒料进给驱动电机4-4,通过传动丝杠4-5带动棒料旋转驱动电机基座4-3进给,使棒料4-1进给并穿过动密封装置5-2。
89.对雾化室1进行预抽真空至4.5*10-2 pa,并通过进气口1-2充入纯度为99.999%的ar气至0.20 bar。
90.设置棒料4-1的转速为100 r/min,进给速度为25 mm/min并启动,棒料4-1旋转进给,其端部依次穿过旋转盘的驱动机构3及旋转盘组件,到达熔炼起始位置并停止。
91.设置旋转盘组件的初始转速为22000 r/min,并启动旋转盘的驱动电机,通过与电机转子连接的联轴器传动,实现旋转盘主体2-1及工作面2-2高速转动,且转速达到预设初始转速,旋转盘工作面最外圈直径为70 mm。
92.设置等离子发生系统6初始工作电流为1400 a,并启动电源,观察并确认等离子炬6-2状态稳定正常;
93.根据预设工艺及实际效果,设置雾化制粉工艺参数,其中等离子炬电流强度为1500 a,旋转盘转速25000 r/min,棒料进给速度40 mm/min,棒料旋转速度120 r/min。
94.稳定雾化制粉过程中,低速旋转进给的gh4169高温合金棒料4-1的端部被高温等离子炬6-2熔化,产生的gh4169高温合金金属液7在充分的过热度下,流落至高速旋转的旋转盘工作面2-2上,在离心力作用下沿旋转盘工作面边缘被甩出,得到细小的金属液滴,在雾化室1内的惰性气氛下飞行、冷却,获得球形gh4169高温合金粉末
95.实施例3
96.首先,将直径20 mm的316l不锈钢棒料4-1装入进料机构4,316l不锈钢棒料4-1与棒料旋转驱动电机4-2连接,启动棒料进给驱动电机4-4,通过传动丝杠4-5带动棒料旋转驱动电机基座4-3进给,使棒料4-1进给并穿过动密封装置5-2。
97.对雾化室1进行预抽真空至2.0*10-2 pa,并通过进气口充入纯度为99.999%的ar气至0.25 bar。
98.设置棒料4-1的转速为60 r/min,进给速度为25 mm/min并启动,棒料4-1旋转进给,其端部依次穿过旋转盘驱动机构3及旋转盘2,到达熔炼起始位置并停止。
99.设置旋转盘组件的初始转速为22000 r/min,并启动驱动电机,通过与电机转子连接的联轴器传动,实现旋转盘主体2-1及工作面2-2高速转动,且转速达到预设初始转速,工作面最外层直径为60 mm。
100.设置等离子发生系统6初始工作电流为1400 a,并启动电源,观察并确认等离子炬6-2状态稳定正常;
101.根据预设工艺及实际效果,设置雾化制粉工艺参数,其中等离子炬电流强度为1400 a,旋转盘转速25000 r/min,棒料进给速度55 mm/min,棒料旋转速度75 r/min。
102.稳定雾化制粉过程中,低速旋转进给的316l不锈钢棒料4-1的端部被高温等离子炬6-2熔化,产生的316l不锈钢金属液7在充分的过热度下,流落至高速旋转的旋转盘工作面2-2上,在离心力作用下沿旋转盘工作面边缘被甩出,得到细小的金属液滴,在雾化室1内的惰性气氛下飞行、冷却,获得理想的球形度和纯度的球形316l不锈钢粉末。
103.虽然本实用新型已以较佳实施例揭露如上,然其并非用以限定本实用新型。本实用新型所属技术领域中具有通常知识者,在不脱离本实用新型的精神和范围内,当可作各种的更动与润饰。因此,本实用新型的保护范围当视权利要求书所界定者为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。