1.本实用新型涉及金属包装罐的制作设备,特别是一种大小头金属方罐的全自动制作设备。
背景技术:
2.目前普遍使用的包装用金属方罐,一般都是顶底两头的口径相同。其自动化制作设备包括机架、设置在所述机架台面上的传送机构以及安装在所述机架上且沿所述传送机构依次设置的焊缝位置校准机构、胀方机构、翻边机构、封罐底机构、翻转机构和封罐顶机构构成。
3.由于顶底两头口径相同的金属方罐在叠放运输时,罐与罐之间的固定性差,容易造成移位和掉落,所以出现了顶部口径小底部口径大的大小头金属方罐,使得金属方罐在叠放时,处于上面的金属方罐的下凸缘能够套设在处于下面的金属方罐的上凸缘外侧,可以提高罐与罐之间的叠放稳定性,使金属方罐叠放运输时不易出现移位和掉落。
4.所述大小头金属方罐的制作上,目前是通过具有一定锥度的胀方模具对圆形的罐身筒进行胀方,形成大小头的方形罐身筒,但是这样制作出来的方形罐身筒由于模具在圆形的罐身筒上的胀伸变形不均匀度较大,往往造成方形罐身筒的顶底口缘变成竖向弧形状态,给封罐底和封罐顶的加工造成困难,并影响封罐质量。
技术实现要素:
5.为了克服现有技术存在圆形罐身筒进行大小头胀方时,由于胀伸变形不均匀度较大,造成方形罐身筒的顶底口缘变成竖向弧形状态,给封罐底和封罐顶造成困难并影响封罐质量的问题,本实用新型的目的是提供一种改进的大小头金属方罐的全自动制作设备,可以克服现有技术的缺陷。
6.本实用新型解决其技术问题所采用的技术方案是:一种大小头金属方罐的全自动制作设备,包括机架、设置在所述机架上的传送机构以及安装在所述机架上且沿所述传送机构依次设置的焊缝位置校准机构、胀方机构、罐底缘和罐顶缘翻边机构、封罐底机构、翻转机构和封罐顶机构,其特征是:在所述胀方机构前面的所述机架上且沿所述传送机构设置有圆形罐身筒胀锥机构。
7.一种大小头金属方罐的全自动制作设备,包括机架、设置在所述机架上的传送机构以及安装在所述机架上且沿所述传送机构依次设置的焊缝位置校准机构、胀方机构、罐底缘翻边机构、封罐底机构、翻转机构、罐顶缘翻边机构和封罐顶机构,其特征是:在所述胀方机构前面的所述机架上且沿所述传送机构设置有圆形罐身筒胀锥机构。
8.上述技术方案所述圆形罐身筒胀锥机构可以是设置在所述胀方机构前面的所述焊缝位置校准机构前面。
9.上述技术方案所述圆形罐身筒胀锥机构可以是无台阶胀锥机构或有台阶胀锥机构,即是所述圆形罐身筒胀锥机构的模具板的推胀面可以是平整表面或有台阶表面。
10.上述技术方案所述罐底缘和罐顶缘翻边机构可以是包括有上翻边机构和下翻边机构,且上翻边机构和下翻边机构相互错开、以使得其中在前的翻边机构加工完成后才进行在后的翻边机构加工。
11.上述技术方案所述传送机构可以由前段的搬送机构和后段的皮带输送机构接续在一起构成。所述搬送机构的结构可以参考本技术人在先的中国实用新型专利第201120268767.4号公开的一种金属罐制罐设备的搬送机构。
12.上述技术方案所述机架上在所述圆形罐身筒胀锥机构、胀方机构、封罐底机构和封罐顶机构的工位下方可以分别设有升降机构,以使工件加工时被分别托升到与所述圆形罐身筒胀锥机构、胀方机构、封罐底机构和封罐顶机构的配合位置,工件加工工序完成时被降落到与所述传送机构的配合位置。
13.上述技术方案所述机架上在所述圆形罐身筒胀锥机构、胀方机构、罐底缘翻边机构、封罐底机构、罐顶缘翻边机构和封罐顶机构的工位下方可以分别设有升降机构,以使工件加工时被分别托升到与所述圆形罐身筒胀锥机构、胀方机构、罐底缘翻边机构、封罐底机构、罐顶缘翻边机构和封罐顶机构的配合位置,工件加工工序完成时被降落到与所述传送机构的配合位置。
14.本实用新型的有益效果是:由于在所述胀方机构前面的所述机架上且沿所述传送机构设置有圆形罐身筒胀锥机构,即是在圆形罐身筒胀方之前先进行胀锥,使顶底口径相同的圆形罐身筒均匀变形为罐底缘口径大罐顶缘口径小的大小头结构,然后才将大小头结构的圆形罐身筒进行胀方,这样加工出来的大小头方形罐身筒的的顶底口缘就能够呈竖向大致水平状态,从而可以给大小头方形罐身筒的封罐底和封罐顶的加工提供方便,并保证和提高其封罐质量。
15.以下结合附图和实施例对本发明作进一步的描述。
附图说明
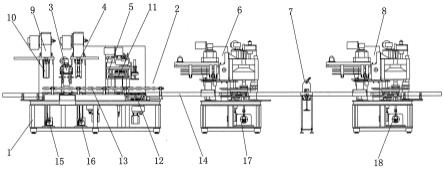
16.图1是本实用新型一种实施例的示意图。
17.图2是本实用新型另一种实施例的示意图。
18.图中:1、机架;2、传送机构;3、焊缝位置校准机构;4、胀方机构;5、罐底缘和罐顶缘翻边机构;6、封罐底机构;7、翻转机构;8、封罐顶机构; 9、圆形罐身筒胀锥机构;10、模具板的推胀面;11、上翻边机构;12、下翻边机构;13、搬送机构;14、皮带输送机构;15、第一升降机构;16、第二升降机构;17、第三升降机构;18、第四升降机构;19、机架;20、传送机构;21、焊缝位置校准机构;22、胀方机构;23、罐底缘翻边机构;24、封罐底机构;25、翻转机构;26、罐顶缘翻边机构;27、封罐顶机构;28、圆形罐身筒胀锥机构;29、模具板的推胀面;30、搬送机构;31、皮带输送机构;32、第五升降机构;33、第六升降机构;34、第七升降机构;35、第八升降机构;36、第九升降机构;37、第十升降机构。
具体实施方式
19.参照图1,本大小头金属方罐的全自动制作设备,包括机架1、设置在所述机架1的台面上的传送机构2以及安装在所述机架1上且沿所述传送机构2依次设置的焊缝位置校准机构3、胀方机构4、罐底缘和罐顶缘翻边机构5、封罐底机构6、翻转机构7和封罐顶机构8,其
特征是:在所述胀方机构4前面的所述机架1上且沿所述传送机构2设置有圆形罐身筒胀锥机构9。
20.另外,所述圆形罐身筒胀锥机构9是设置在所述胀方机构4前面的所述焊缝位置校准机构3前面。
21.所述圆形罐身筒胀锥机构9是无台阶胀锥机构,即是所述圆形罐身筒胀锥机构9的模具板的推胀面10为平整表面。
22.所述罐底缘和罐顶缘翻边机构5包括有上翻边机构11和下翻边机构12,且上翻边机构11和下翻边机构12相互错开、以使得上翻边机构11加工完成后才进行下翻边机构12的加工。
23.所述传送机构2由前段的搬送机构13和后段的皮带输送机构14接续在一起构成。
24.所述机架1上在所述圆形罐身筒胀锥机构9、胀方机构4、封罐底机构6和封罐顶机构8的工位下方分别设有第一升降机构15、第二升降机构16、第三升降机构17、第四升降机构18,以使工件加工时被分别托升到与所述圆形罐身筒胀锥机构9、胀方机构4、封罐底机构6和封罐顶机构8的配合位置,工件加工工序完成时被降落到与所述传送机构2的配合位置上。
25.参照图2,本大小头金属方罐的全自动制作设备,包括机架19、设置在所述机架19的台面上的传送机构20以及安装在所述机架19上且沿所述传送机构20依次设置的焊缝位置校准机构21、胀方机构22、罐底缘翻边机构23、封罐底机构24、翻转机构25、罐顶缘翻边机构26和封罐顶机构27,其特征是:在胀方机构22前面的所述机架19上且沿所述传送机构20设置有圆形罐身筒胀锥机构28。
26.另外,所述圆形罐身筒胀锥机构28是设置在所述胀方机构22前面的所述焊缝位置校准机构21前面。
27.所述圆形罐身筒胀锥机构28是无台阶胀锥机构,即是所述圆形罐身筒胀锥机构28的模具板的推胀面29为平整表面。
28.所述传送机构20由前段的搬送机构30和后段的皮带输送机构31接续在一起构成。
29.所述机架19上在所述圆形罐身筒胀锥机构28、胀方机构22、罐底缘翻边机构23、封罐底机构24、罐顶缘翻边机构26和封罐顶机构27的工位下方分别设有第五升降机构32、第六升降机构33、第七升降机构34、第八升降机构35、第九升降机构36、第十升降机构37,以使工件加工时被分别托升到与所述圆形罐身筒胀锥机构28、胀方机构22、罐底缘翻边机构23、封罐底机构24、罐顶缘翻边机构26和封罐顶机构27的配合位置,工件加工工序完成时被降落到与所述传送机构20的配合位置。
30.如图1所示,加工时,将圆形罐身筒放到所述传送机构2的左端入口上进行从左往右的逐个工位自动传送,首先在圆形罐身筒胀锥机构9上将圆形罐身筒胀成罐底缘口径大罐顶缘口径小的大小头结构,然后在所述焊缝位置校准机构3上转动圆形罐身筒至其竖向焊缝处在设定位置,然后在所述胀方机构4上将大小头圆形罐身筒胀成大小头方形罐身筒,然后在所述罐底缘和罐顶缘翻边机构5上先将朝上的方形罐身筒的罐底缘进行翻边、接着将朝下的方形罐身筒的罐顶缘进行翻边,然后在所述封罐底机构6上将底板封紧在所述方形罐身筒的罐底缘上,然后在翻转机构7上将已封底的所述方形罐身筒翻转过来,然后在封罐顶机构8上将顶板封紧在所述方形罐身筒的罐顶缘上,至此大小头金属方罐的全自动制
作便完成,然后大小头金属方罐便由所述传送机构2的右端出口输出。
31.如图2所示,加工时,将圆形罐身筒放到所述传送机构20的左端入口上进行从左往右的逐个工位自动传送,首先在圆形罐身筒胀锥机构28上将圆形罐身筒胀成罐底缘口径大罐顶缘口径小的大小头结构,然后在所述焊缝位置校准机构21上转动圆形罐身筒至其竖向焊缝处在设定位置,然后在所述胀方机构22上将大小头圆形罐身筒胀成大小头方形罐身筒,然后在罐底缘翻边机构23上对朝上的方形罐身筒的罐底缘进行翻边,然后在所述封罐底机构24上将底板封紧在所述方形罐身筒的罐底缘上,然后在翻转机构25上将已封底的所述方形罐身筒翻转过来、使方形罐身筒的罐顶缘朝上,然后在罐顶缘翻边机构26上对方形罐身筒的罐顶缘进行翻边,然后在封罐顶机构27上将顶板封紧在所述方形罐身筒的罐顶缘上,至此大小头金属方罐的全自动制作便完成,然后大小头金属方罐便由所述传送机构20的右端出口输出。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
