1.本技术涉及产品组装装置技术领域,具体是一种通用型压合机。
背景技术:
2.为了产品外观无缝、无孔一体化,更加美观,目前许多产品取消了螺钉连接,采用胶接或卡扣扣合连接的方式应用在产品的面板与壳体、底板与壳体等的连接组装。胶接会产生胶水成本,而且点胶机结构复杂维护操作成本高,点胶后还具有保压工序生产周期长,而且后期出现胶水老化开胶的现象;而卡扣连接只需要利用产品上自身已经成型出来的卡扣倒扣结构、锁紧孔结构进行扣合进行连接固定,组装更加的方便快捷耐用。
3.目前将产品利用卡扣压合组装通过人工操作手动工具进行施力组装,依靠操作工人经验对压合治具施力,操作不稳定导致产品组装品质低,工人劳动强度大,效率低下;并且每个人的按压力度不均匀,如果工人施力超过产品的强度,压板压合行程超过预定行程,产品会被损坏;如果工人施力力量不足,达不到预定压合行程,则卡扣的倒钩无法进入到对应的锁紧孔里,需要工人返工再次压合。
技术实现要素:
4.本实用新型主要针对以上问题,提出了一种通用型压合机,旨在提高压合机设备驱动行程精准度,降低工人劳动强度,提高产品组装质量。
5.为实现上述目的,本实用新型提供了一种通用型压合机,包括支撑座板、压板、调节件、定位机构;所述调节件用于调节所述压板与所述支撑座板间距;所述定位机构设于所述压板下方;所述支撑座板用于连接驱动装置,通过该驱动装置带动所述支撑座板移动,使所述压板压合组装所述定位机构所固定的产品。
6.进一步地,所述调节件包括螺纹配合连接的螺钉和螺母;所述螺母设于所述压板,所述螺钉穿设所述支撑座板。
7.进一步地,所述螺钉包括设于其外壁的凸环;所述调节件还包括设于所述支撑座板上的限位座,所述限位座设有限位部,所述限位部与所述支撑座板之间设有容所述螺钉的凸环沿高度方向活动的限位区。
8.进一步地,包括安装压块、连接板;所述安装压块安装于所述支撑座板上端面;所述安装压块设有安装部,所述连接板可抽离地嵌装在所述安装部和所述支撑座板之间;所述连接板用于与驱动装置的动力输出端连接。
9.进一步地,包括支撑底板、支撑顶板、导柱、直线轴承;所述支撑底板、支撑顶板分别与所述导柱两端连接;所述直线轴承安装于所述支撑座板且内壁套接所述导柱;所述定位机构安装于所述支撑底板;所述支撑顶板设有容所述螺钉伸出的避位孔,以及容驱动装置的动力输出端与所述连接板连接的避位通槽。
10.进一步地,包括活动板,锁紧件;所述定位机构为定位凹模,所述定位凹模设有容纳被加工产品的定位凹槽;所述定位凹模通过所述锁紧件与所述活动板可拆卸连接;所述
活动板与所述支撑底板活动连接。
11.进一步地,所述支撑底板设有第一限位挡块、第二限位挡块;所述第一限位挡块、第二限位挡块之间设有容所述活动板相对所述支撑底板移动的活动区;当所述活动板与所述第一限位挡块抵靠时,所述定位凹模位于压合位。
12.进一步地,所述支撑座板下端面设有缓冲器,所述定位凹模设有与所述缓冲器对应的缓冲孔。
13.进一步地,所述活动板设有把手。
14.进一步地,所述螺钉为手拧螺钉;所述支撑座板、活动板均设有定位销;所述压板下端面连接有垫板。
15.与现有技术相比,本实用新型提供的一种通用型压合机,能够通过调节件调节压板与支撑座板间距,进行精确校准,辅助调整驱动装置压合行程,以驱动支撑座板和压板与组装生产的产品更加适配压合组装。当定位机构夹持定位不同规格的产品时,在一定行程范围内,无需更换驱动装置,可以利用调节件调节压板与支撑座板间距,当驱动装置的驱动行程超出预定行程,通过调节件调节压板与支撑座板相靠近,以缩短行程,反之通过调节件调节压板与支撑座板相靠近,使被定位机构所固定的产品得到合适的驱动行程被精准压合。因此本压合机具有较高的通用性,提高产品压合质量与效率,降低了人工劳动强度。
附图说明
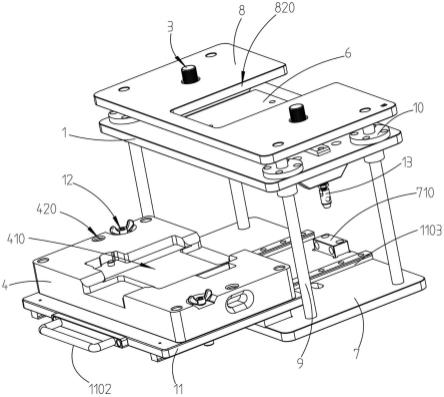
16.图1为本技术一种通用型压合机的定位凹模和活动板从压板与支撑底板之间活动抽出时结构示意图。
17.图2为本技术一种通用型压合机的定位凹模对应位于压板下方时结构示意图。
18.图3为本技术一种通用型压合机的结构爆炸图。
19.图4为图3的a处放大图。
20.图5为本技术一种通用型压合机的安装压块结构示意图。
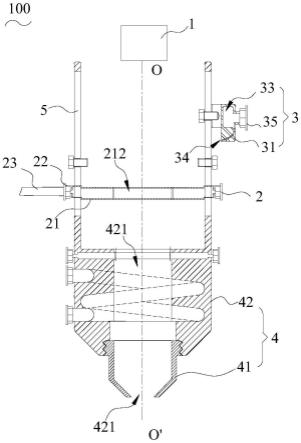
21.图6为本技术一种通用型压合机的立体剖视图。
22.图7为图6的b处放大图。
23.图中所示的附图标记:1、支撑座板;2、压板;3、调节件;310、螺钉;311、凸环;320、螺母;330、限位座;331、限位部;340、限位区; 4、定位凹模;410、定位凹槽;420、缓冲孔;5、安装压块;510、安装部; 6、连接板;7、支撑底板;710、第一限位挡块;720、第二限位挡块;730、活动区;8、支撑顶板;810、避位孔;820、避位通槽;9、导柱;10、直线轴承;11、活动板;1101、定位块;1102、把手;1103、直线滑轨;1104、滑座;12、锁紧件;13、缓冲器;14、定位销;15、垫板。
具体实施方式
24.请参照图1-图7,本实施例提供了一种通用型压合机,包括支撑座板1、压板2、调节件3、定位机构;调节件3用于调节压板2与支撑座板1间距;定位机构设于压板2下方;支撑座板1用于连接驱动装置(未图示),通过该驱动装置带动支撑座板1移动,使压板2压合组装定位机构所固定的产品。
25.驱动装置的行程一般是固定的,例如驱动装置选用气缸时,气缸的活塞杆伸出长
度为驱动行程;或者驱动装置的行程通过调节已经确定,但是实际的生产过程中,如果驱动装置的驱动行程超出预定行程,那么带动压板2压合定位机构所固定的产品时,会产生将产品压碎损坏的现象;当驱动装置的驱动行程不足,则不能带动压板2将产品的卡扣有效地压合进锁紧孔中;以及当更换生产的产规格时,需要更换对应行程的驱动装置,显然成本过高,而且造成驱动装置与支撑座板1、压板2反复拆卸调试,占用较多时间,也会造成压合装置的装配精度下降。
26.本通用型压合机,当大批量压合同规格的产品时,驱动装置具有一个初始压合行程,再通过调节件3调节压板2与支撑座板1间距,进行精确校准,辅助调整驱动装置压合行程,以驱动支撑座板1和压板2与组装生产的产品更加适配压合组装。
27.当定位机构夹持定位不同规格的产品时,在一定行程范围内,无需更换驱动装置,可以利用调节件3调节压板2与支撑座板1间距,当驱动装置的驱动行程超出预定行程,通过调节件3调节压板2与支撑座板1相靠近,以缩短行程,反之通过调节件3调节压板2与支撑座板1相靠近,使被定位机构所固定的产品得到合适的驱动行程被精准压合。因此本压合机具有较高的通用性,提高产品压合质量与效率,降低了人工劳动强度。
28.请参照图3、图4和图6、图7,调节件3包括螺纹配合连接的螺钉310 和螺母320;螺母320设于压板2,螺钉310穿设支撑座板1。
29.通过逆时针或顺时针旋拧与螺母320螺纹配合连接的螺钉310,产生压板2相对支撑座板1相靠近或远离,以实现压合行程的调节。
30.请参照图3、图4和图6、图7,螺钉310包括设于其外壁的凸环311;调节件3还包括设于支撑座板1上的限位座330,限位座330设有限位部 331,限位部331与支撑座板1之间设有容螺钉310的凸环311沿高度方向活动的限位区340。
31.限位座330的限位部331与支撑座板1之间形成的限位区340,为旋拧螺钉310,螺钉310的凸环311受到限制,防止螺钉310的螺杆旋出螺母 320,造成分离。
32.请参照图3和图5、图6,包括安装压块5、连接板6;安装压块5安装于支撑座板1上端面;安装压块5设有安装部510,连接板6可抽离地嵌装在安装部510和支撑座板1之间;连接板6用于与驱动装置的动力输出端连接。
33.连接板6起到与驱动装置的动力输出端连接的作用,安装压块5具体通过螺栓与支撑座板1连接,安装部510下压连接板6,使连接板6与支撑座板1贴合。当需要更换驱动装置时,只需要将安装压块5与支撑座板1 连接螺钉拧松,连接板6即可以从安装部510和支撑座板1之间抽离,方便快速拆装。而且驱动装置提供的驱动力首先被连接板6所承接,长时间反复驱动,连接板6会产生疲劳弯曲,平整度下降,此时只需更换连接板6 调整即可。相比无连接板6的压合机,直接利用驱动装置与压板2或支撑座板1连接,长时间使用导致压板2或支撑座板1平整度下降,进而导致被压合组装卡扣的产品部分卡扣不能有效压合,或者造成产品发生损伤。
34.优选的,安装压块5的数量为两个,分别利用其安装部510抵压连接板6的两端。
35.请参照图1-图3、图6,包括支撑底板7、支撑顶板8、导柱9、直线轴承10;支撑底板7、支撑顶板8分别与导柱9两端连接;直线轴承10安装于支撑座板1且内壁套接导柱9;定位机构安装于支撑底板7;支撑顶板 8设有容螺钉310伸出的避位孔810,以及容驱动装置的动力输出端与连接板6连接的避位通槽820。
36.支撑底板7、支撑顶板8、导柱9共同组成本通用型压合机整体框架,支撑底板7通过直线轴承10与导柱9连接,导柱9为压板2压合组装定位机构所固定的产品提供导向,提升了运行精准性。
37.请参照图1-图3、图6,包括活动板11,锁紧件12;定位机构为定位凹模4,定位凹模4设有容纳被加工产品的定位凹槽410;定位凹模4通过锁紧件12与活动板11可拆卸连接;活动板11与支撑底板7活动连接。
38.优选的,锁紧件12为手拧螺母与螺栓,当压合组装不同规格的产品时,将手拧螺母与螺栓解除连接,即可以拆下定位凹模4,再装上对应的定位凹模4,实现本压合机较高的通用性。
39.活动板11下端面设有直线滑轨1103与滑座1104,支撑底板7上端面设有与之对应滑动连接的直线滑轨1103与滑座1104,实现活动板11与支撑底板7活动连接,便于将定位凹模4与活动板11从压板2与支撑底板7 之间抽出,取放被压合组装产品。
40.请参照图1-图3、图6,支撑底板7设有第一限位挡块710、第二限位挡块720;第一限位挡块710、第二限位挡块720之间设有容活动板11相对支撑底板7移动的活动区730;当活动板11与第一限位挡块710抵靠时,定位凹模4位于压合位。
41.优选的,活动板11设有定位块1101,定位块1101位于第一限位挡块 710、第二限位挡块720之间;沿直线滑轨1103长度方向移动活动板11,当活动板11的定位块1101与第一限位挡块710抵靠时,定位凹模4的定位凹槽410位于与压板2对应位置,即压合位;当定位块1101与第二限位挡块720抵靠时,为活动板11伸出压板2与支撑底板7之间的极限位置,即定位块1101在活动区730内进行移动。
42.请参照图1-图3,支撑座板1下端面设有缓冲器13,定位凹模4设有与缓冲器13对应的缓冲孔420。
43.在本设备调试阶段或在驱动装置出现故障时,行程超过预定行程,可以通过缓冲器13与缓冲孔420配合,防止压板2大力压合在定位凹模4上端面,造成设备损坏,或者在压板2与定位凹模4之间的产品被压坏。同时,缓冲器13与缓冲孔420配合又起到定位引导作用,使产品受到压板2 均衡的压力。
44.请参照图1、图2,活动板11设有把手1102。
45.把手1102方便人工操作将定位凹模4与活动板11从压板2与支撑底板7之间抽出。
46.请参照图3、图4和图6、图7,螺钉310为手拧螺钉,支撑座板1、活动板11均设有定位销14;压板2下端面连接有垫板15。
47.螺钉310选用手拧螺钉,无需扳手工具,即可以直接用手操作调节压板2与支撑座板1间距,更加方便快捷。支撑座板1的定位销14方便压板 2与支撑座板1的装配定位;活动板11的定位销14方便定位凹模4与活动板11的装配定位。
48.优选的,垫板15为橡胶或硅胶垫,起到一定的缓冲作用,避免了驱动装置带动压板2压合产品时,压板2直接与产品刚硬性压接。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。