1.本发明的一实施方式涉及一种信息赋予装置及判定系统。
背景技术:
2.以往,已知有利用模具成型出成型物的成型装置。例如,下述专利文献1中公开了一种成型装置,其具备:成型模具,具有彼此成对的下型及上型;气体供给部,向保持在成型模具之间的金属管材料内供给气体;及加热部,通过通电加热对该金属管材料进行加热。
3.以往技术文献
4.专利文献
5.专利文献1:日本特开2009-220141号公报
技术实现要素:
6.发明要解决的技术课题
7.在此,为了确保可追溯性,有时会通过标记对模具成型物赋予信息。例如,作为对成型物赋予信息的方法,有在成型之前预先进行标记的方法和与成型装置中的成型同时进行标记等方法。但是,若采用这些标记方法,则标记有可能随着成型而消失或变得不清晰,有时会无法确保可追溯性。并且,作为信息,也仅包含成型物的批次等简单的信息。然而,例如在成型条件变得复杂的情况下,在之后的检查工序中若成型物出现问题等,则需要掌握对该成型物的成型条件。但是,若标记在成型物的信息仅包含批次等信息,则无法确定成型物是在何种条件下成型出的成型品,存在无法确保充分的可追溯性的问题。
8.本发明的一实施方式是为了消除这样的问题而完成的,本发明的一实施方式的目的在于提供一种能够提高成型物的可追溯性的信息赋予装置及判定系统。
9.用于解决技术课题的手段
10.本发明的一实施方式所涉及的信息赋予装置为对由具有模具的成型装置成型出的成型物赋予信息的信息赋予装置,其中,对由成型装置成型后的成型物赋予信息,信息是至少能够获取成型物的成型条件的信息。
11.信息赋予装置对由成型装置成型后的成型物赋予信息。因此,能够避免对成型物赋予的信息随着成型而消失等情况。并且,信息是至少能够获取成型物的成型条件的信息。因此,在之后的检查工序中若成型物出现问题等,则能够确定该成型物是在何种成型条件下进行成型的成型品。由此,能够提高成型物的可追溯性。
12.信息可以以能够直接读取成型条件的状态示出。此时,即使不在数据库中查询成型条件等也可以从成型物所反映的信息中迅速读取成型条件。
13.信息可以以能够与和成型条件建立关联的数据库进行对照的状态示出。此时,即使成型物所反映的信息是简单的信息,通过与数据库进行对照也能够获取大量的成型条件。
14.本发明的一实施方式所涉及的信息赋予装置为对由具有模具的成型装置成型出
的成型物赋予信息的信息赋予装置,其中,信息赋予装置在由成型装置每次成型出一个成型物时对各个成型物赋予信息。
15.信息赋予装置在由成型装置每次成型出一个成型物时对各个成型物赋予信息。因此,信息赋予装置能够直接对各个成型物赋予信息。因此,在之后的检查工序中若成型物出现问题等,则能够直接从该成型物获取信息。由此,能够提高成型物的可追溯性。
16.信息赋予装置可以设置于成型装置与集聚多个成型物的集聚部之间。若成为在集聚部混合存在多个成型物的状态,则难以对各个金属管分别赋予与各个成型物相关的信息。因此,信息赋予装置能够在集聚在集聚部的前阶段分别对成型物赋予信息。
17.本发明的一实施方式所涉及的判定系统为对由具有模具的成型装置成型出的成型物进行判定的判定系统,其中,根据对成型物赋予的信息来判定成型物的成型条件,信息是至少能够获取成型物的成型条件的信息。
18.信息是至少能够获取成型物的成型条件的信息。因此,在之后的检查工序中若成型物出现问题等,则能够确定该成型物是在何种成型条件下进行成型的成型品。因此,判定系统根据对成型物赋予的信息来判定成型物的成型条件,由此能够确定有问题的成型物的成型条件。由此,能够提高成型物的可追溯性。
19.发明效果
20.根据本发明的一实施方式,提供一种能够提高成型物的可追溯性的信息赋予装置及判定系统。
附图说明
21.图1是包含本实施方式所涉及的信息赋予装置的成型物制造系统的框图。
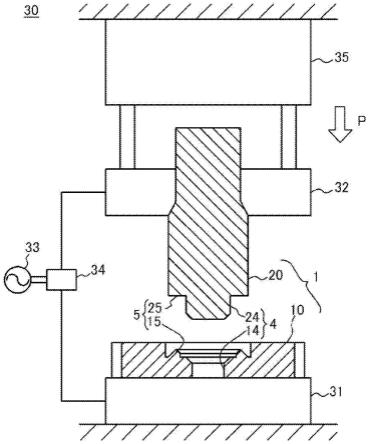
22.图2是本发明的实施方式所涉及的成型装置的概略图。
23.图3是表示由喷嘴密封了金属管材料时的状态的剖视图。
24.图4是成型模具的剖视图。
25.图5是表示金属管及对金属管赋予的信息的图。
26.图6是表示信息赋予装置及集聚装置的一例的概略图。
27.图7是包含变形例所涉及的信息赋予装置及判定系统的成型物制造系统的框图。
具体实施方式
28.以下,参考附图对本发明的优选实施方式进行说明。另外,在各附图中,对相同部分或相应部分标注相同符号,并省略重复说明。
29.图1是表示包含本实施方式所涉及的信息赋予装置150的成型物制造系统100的框图。如图1所示,成型物制造系统100具备成型装置1、信息赋予装置150及集聚装置200(集聚部)。
30.图2是本实施方式所涉及的成型装置1的概略图。如图2所示,成型装置1是通过吹塑成型来成型出具有空心形状的金属管(成型物)的装置。在本实施方式中,成型装置1设置于水平面上。成型装置1具备成型模具2、驱动机构3、保持部4、加热部5、流体供给部6、冷却部7及控制部8。另外,在本说明书中,金属管是指成型装置1成型完成后的空心物品,金属管材料40(金属材料)是指成型装置1成型完成之前的空心物品。金属管材料40是可淬火钢类
的管材料。并且,有时将水平方向中的进行成型时的金属管材料40的延伸方向称为“长度方向”,将与长度方向正交的方向称为“宽度方向”。
31.成型模具2是将金属管材料40成型为金属管的模具,其具备在上下方向上彼此相对置的下侧模具11(第1模具)及上侧模具12(第2模具)。下侧模具11及上侧模具12由钢铁制块构成。下侧模具11经由模座等固定于基台13上。上侧模具12经由模座等固定于驱动机构3的滑动件上。
32.驱动机构3是使下侧模具11及上侧模具12中的至少一个移动的机构。在图2中,驱动机构3具有仅使上侧模具12移动的结构。驱动机构3具备:滑动件21,其使上侧模具12朝向下侧模具11及上侧模具12彼此合拢的方向移动;作为致动器的回拉缸22,产生将上述滑动件21拉向上侧的力量;作为驱动源的主缸23,使滑动件21下降并进行加压;及驱动源24,对主缸23赋予驱动力。
33.保持部4是保持配置于下侧模具11与上侧模具12之间的金属管材料40的机构。保持部4具备:下侧电极26及上侧电极27,在成型模具2的长度方向上的一端侧保持金属管材料40;及下侧电极26及上侧电极27,在成型模具2的长度方向上的另一端侧保持金属管材料40。长度方向两侧的下侧电极26及上侧电极27从上下方向夹持金属管材料40的端部附近从而保持该金属管材料40。另外,在下侧电极26的上表面及上侧电极27的下表面形成有与金属管材料40的外周面形状相对应的形状的槽部。在下侧电极26及上侧电极27上设置有未图示的驱动机构,因此下侧电极26及上侧电极27能够分别独立地向上下方向移动。
34.加热部5对金属管材料40进行加热。加热部5是对金属管材料40进行通电从而对该金属管材料40进行加热的机构。加热部5在金属管材料40在下侧模具11与上侧模具12之间且金属管材料40与下侧模具11及上侧模具12分开的状态下对该金属管材料40进行加热。加热部5具备上述的长度方向两侧的下侧电极26及上侧电极27、以及使电流经由这些电极26、27流向金属管材料的电源28。另外,加热部也可以配置于成型装置1的前工序,从而在外部进行加热。
35.流体供给部6是用于向保持在下侧模具11与上侧模具12之间的金属管材料40内供给高压流体的机构。流体供给部6向被加热部5加热而成为高温状态的金属管材料40供给高压流体,以使金属管材料40膨胀。流体供给部6设置于成型模具2的长度方向上的两端侧。流体供给部6具备:喷嘴31,从金属管材料40的端部的开口部向该金属管材料40的内部供给流体;驱动机构32,使喷嘴31相对于金属管材料40的开口部进退移动;及供给源33,经由喷嘴31向金属管材料40内供给高压流体。驱动机构32在流体供给时及排气时使喷嘴31以确保密封性的状态紧贴于金属管材料40的端部(参考图3),而在其他时间则使喷嘴31与金属管材料40的端部分开。另外,流体供给部6也可以供给高压空气或惰性气体等气体作为流体。并且,流体供给部6与具有使金属管材料40向上下方向移动的机构的保持部4及加热部5可以设为同一装置。
36.图3是表示由喷嘴31密封了金属管材料40时的状态的剖视图。如图3所示,喷嘴31是能够插入到金属管材料40的端部的圆筒部件。喷嘴31以使该喷嘴31的中心线与基准线sl1一致的方式支承于驱动机构32。金属管材料40侧的喷嘴31的端部的供给口31a的内径与膨胀成型后的金属管材料40的外径大致一致。在该状态下,喷嘴31从内部的流路63朝向金属管材料40供给高压流体。
37.返回到图2,冷却部7是对成型模具2进行冷却的机构。冷却部7对成型模具2进行冷却,由此,若膨胀后的金属管材料40与成型模具2的成型面接触,则能够快速冷却金属管材料40。冷却部7具备形成于下侧模具11及上侧模具12的内部的流路36及向流路36供给冷却水并使其循环的水循环机构37。
38.控制部8是控制成型装置1整体的装置。控制部8控制驱动机构3、保持部4、加热部5、流体供给部6及冷却部7。控制部8重复进行用成型模具2对金属管材料40进行成型的动作。
39.具体而言,控制部8例如控制机械臂等搬运装置的搬运时机,将金属管材料40配置在打开状态的下侧模具11与上侧模具12之间。或者,控制部8也可以等待操作者手动将金属管材料40配置于下侧模具11与上侧模具12之间。并且,控制部8控制保持部4的致动器等,以便由长度方向上的两侧的下侧电极26支承金属管材料40,然后使上侧电极27下降以夹住该金属管材料40。并且,控制部8控制加热部5对金属管材料40进行通电加热。由此,在金属管材料40沿轴向流过电流,由于金属管材料40自身的电阻,金属管材料40自身基于焦耳热而发热。
40.控制部8控制驱动机构3以使上侧模具12下降而靠近下侧模具11,从而使成型模具2闭模。另一方面,控制部8控制流体供给部6,利用喷嘴31密封金属管材料40的两端的开口部并且供给流体。由此,通过加热而被软化的金属管材料40膨胀而与成型模具2的成型面接触。而且,金属管材料40成型为与成型模具2的成型面的形状相同的形状。若金属管材料40与成型面接触,则被冷却部7冷却的成型模具2会快速冷却金属管材料40,由此实施金属管材料40的淬火。
41.参考图4,对成型装置1的成型步骤进行说明。如图4中(a)所示,控制部8使成型模具2闭模,并且使流体供给部6向金属管材料40供给流体,由此进行吹塑成型(一次吹塑)。在一次吹塑中,控制部8利用主型腔部mc成型出管部43并且使与凸缘部44相对应的部分进入副型腔部sc。然后,如图4中(b)所示,控制部8使成型模具2继续闭模从而进一步压扁进入到副型腔部sc的部分,由此成型出凸缘部44。接着,控制部8以更高的压力进行吹塑成型(二次吹塑)。接着,控制部8使上侧模具12上升以使其从金属管材料40分开,由此进行开模。由此,成型出金属管41。
42.如上,成型出如图5所示的金属管41。金属管41具有沿长度方向延伸的管部43及从管部43突出的凸缘部44。并且,金属管41在长度方向上的两端具有被保持部4保持或被喷嘴31密封的剩余部45。
43.返回到图1,信息赋予装置150是对用成型装置1成型出的金属管41(参考图5)赋予信息的装置。信息赋予装置150在金属管41的某一部位的表面进行标记来赋予信息。信息赋予装置150对用成型装置1成型后的金属管41赋予信息。另外,成型后的金属管41意味着成型完成并从成型装置1取出的金属管41。
44.信息赋予装置150在成型装置1每次成型出一个金属管41时对各个金属管41赋予信息。信息赋予装置150设置于成型装置1与集聚多个成型物的集聚装置200之间。因此,由信息赋予装置150标记后的金属管41集聚在集聚装置200。信息赋予装置150具备信息获取部151、标记部152及判定部155。
45.信息获取部151获取用于对金属管41赋予的信息。在此,信息赋予装置150所赋予
的信息是至少能够获取金属管41的成型条件的信息。因此,信息获取部151从成型装置1的控制部8获取刚成型之后的金属管41的成型条件。作为成型条件,可举出金属管材料40的加热温度、用于使金属管41的凸缘部44(参考图5)突出的开模宽度、一次吹塑的压力及时机、用于成型出管部43(参考图5)的合模力及时机、以及二次吹塑的压力及时机等信息。成型装置1的控制部8将这些成型条件作为预先设定的设定值来掌握或者作为实际进行成型时的测定值来掌握。因此,信息获取部151从控制部8获取这些成型条件。另外,信息获取部151除了获取成型条件以外,还可以获取材料、成型时的环境(气温、湿度等)等信息,并且信息赋予装置150还可以赋予这些信息。
46.标记部152对金属管41进行标记从而赋予信息。标记部152以反映由信息获取部151获取的信息的方式将信息标记在金属管41上。标记部152例如可以利用激光加工来进行标记。具体而言,如图6中(a)所示,标记部152可以由激光装置153构成。激光装置153对金属管41的表面照射激光从而在其表面进行标记。并且,在标记部152由激光装置153构成的情况下,该激光装置153还可以在进行标记之后立即切割剩余部45(参考图6中(b))。如此,能够将激光切割装置用作标记部152。另外,标记部152的标记方法并不只限于激光加工,例如也可以通过印刷、切削加工、划线等方法来进行标记。但是,从容易加工且不同于印刷的标记而不易消失的角度考虑,优选将激光装置153用作标记部152。
47.如图5所示,标记部152对管部43的平面部分的信息显示部位170进行标记来赋予信息。另外,信息显示部位170设定于管部43的长度方向上的一端侧的部位。但是,只要能够读取,则信息显示部位170设定于金属管41的任意部位均可(但是,剩余部45除外)。
48.如上所述,对金属管41赋予的信息是至少能够获取成型物的成型条件的信息。如图5中(b)所示,该信息可以通过字符来表示。但是,信息也可以通过符号来表示,也可以通过字符和符号的组合来表示。
49.信息可以以能够直接读取成型条件的状态示出。例如,标记部152可以将表示成型条件的字符及数字直接写入金属管41。例如,标记部152可以在金属管41上直接记载“加热温度:xx℃、一次吹塑压力:yympa、二次吹塑压力:zzmpa
……”
等。或者,标记部152也可以将成型条件简单地写入金属管41。例如,预先设定“从左朝右依次示出了加热温度、一次吹塑压力、二次吹塑压力
……
的条件”的规则,标记部152在金属管41上记载“xx-yy-zz
……”
等。由此,判定部155在读取时能够获取“加热温度为xx℃,一次吹塑压力为yympa,二次吹塑压力为zzmpa
…”
的成型条件。
50.或者,信息也可以以能够与和成型条件建立关联的数据库进行对照的状态示出。例如,标记部152在金属管41上写入字符、数字、qr码(注册商标)、条形码或符号等能够辨认的内容。判定部155在读取成型条件时将所写入的内容和成型条件的数据库进行对照,并导出成型条件。具体而言,信息赋予装置150对某个金属管41赋予固有编号,并且将该编号和金属管41所固有的成型条件建立关联后登记在数据库。由此,判定部155只要读取标记在金属管41的编号并查询数据库即可获取与该编号相对应的成型条件。
51.判定部155根据赋予给金属管41的信息来判定成型条件。在本实施方式中,由于信息赋予装置150具有判定部155,因此该信息赋予装置150构成判定系统300。判定系统300是对成型物进行判定的系统。判定部155根据赋予给金属管41的信息来判定金属管41的成型条件。具体而言,判定部155进行上述处理来判定成型条件。
52.集聚装置200是集聚多个金属管41的装置。如图6中(c)所示,集聚装置200可以具备保持金属管41的机械臂201。若信息赋予装置150中的标记完成,则机械臂201保持金属管41并将其放置在集聚台车202上。机械臂201重复进行该动作,从而在集聚台车202堆积金属管41来进行集聚。
53.接着,对本实施方式所涉及的信息赋予装置150的作用效果进行说明。
54.本实施方式所涉及的信息赋予装置150是对由具有成型模具2的成型装置1成型出的金属管41赋予信息的信息赋予装置150,其对由成型装置1成型后的金属管41赋予信息,信息是至少能够获取金属管41的成型条件的信息。
55.信息赋予装置150对由成型装置1成型出的金属管41赋予信息。因此,能够避免对金属管41赋予的信息随着成型而消失的情况。例如,在预先对金属管材料40进行了标记从而赋予了信息的情况下,由于在成型中标记会被挤坏或被拉伸等,因此有可能会变得难以读取标记。
56.并且,信息是至少能够获取金属管41的成型条件的信息。因此,在之后的检查工序中若金属管41出现问题等,则能够确定该金属管41是在何种成型条件下进行成型的成型品。由此,能够提高金属管41的可追溯性。这样的效果在利用进行图2所示的staf成型的成型装置1时尤为显著。即,与冷冲压、内高压成型(hydro forming)、热冲压等成型方法相比,在staf成型中需要进行繁杂的加工工序,因此需要掌握对每一个成型物的管理项目。在冷冲压、内高压成型、热冲压中,只要由集聚装置200集聚之后再次从集聚台车202取出金属管41并标记批次等就足够。另一方面,在staf成型中,仅批次管理是不够充分的。相对于此,信息赋予装置150还能够管理各个金属管的详细的成型条件。
57.信息可以以能够直接读取成型条件的状态示出。此时,即使不在数据库中查询成型条件等也可以从成型物所反映的信息中迅速读取成型条件。
58.信息可以以能够与和成型条件建立关联的数据库进行对照的状态示出。此时,即使成型物所反映的信息是简单的信息,通过与数据库进行对照也能够获取大量的成型条件。
59.本实施方式所涉及的信息赋予装置150是对由具有成型模具2的成型装置1成型出的金属管41赋予信息的信息赋予装置150,信息赋予装置150在由成型装置1每次成型出一个金属管41时对各个金属管41赋予信息。
60.信息赋予装置150在由成型装置1每次成型出一个金属管41时对各个金属管41赋予信息。因此,信息赋予装置150能够直接对各个金属管41赋予信息。因此,在之后的检查工序中若金属管41出现问题等,则能够直接从该金属管41获取信息。由此,能够提高金属管41的可追溯性。若像上述比较例那样在集聚多个金属管41之后赋予批次信息,则在产生了问题时无法充分管理各个金属管41的成型条件。相对于此,信息赋予装置150对各个金属管41赋予信息,因此能够进行充分的管理。
61.另外,例如,如下执行检查工序。即,可以在对各个金属管41赋予了信息之后执行检查金属管41是否满足规格的检查工序。这样的检查工序在将金属管41交付使用之前执行。在该检查工序中,检查成型出的金属管41的尺寸和强度等。进行(例如,客户或者制造商内部)所要求的规格相对于检查出的尺寸和强度是否达到了合格标准的检查。若未达到合格标准,则能够立即向成型装置的操作者或管理者发出警报等。在这样的检查工序中,可以
检查成型出的全部金属管41,也可以检查取样的金属管41。而且,判定系统300能够立即获取未达到合格标准的金属管41的成型条件。
62.并且,也可以在将金属管41交付使用之后执行检查工序。例如,在需要确认金属管41的性能的情况下,也通过信息赋予装置150对金属管41赋予信息。因此,判定系统300能够立即获取该金属管41的成型条件并确认该金属管41的性能。
63.如上所述,判定系统300根据对金属管41赋予的信息来判定金属管41的成型条件,由此能够确定有问题的金属管41的成型条件。由此,能够提高金属管41的可追溯性。
64.信息赋予装置150可以设置于成型装置1与集聚多个金属管41的集聚装置200之间。若成为在集聚装置200混合存在多个金属管41的状态,则难对各个金属管41分别赋予与各个金属管41相关的信息。因此,信息赋予装置150能够在集聚在集聚装置200的前阶段分别对金属管41赋予信息。
65.本发明并不只限于上述实施方式。
66.在上述实施方式中,信息赋予装置150具备判定部155从而作为判定系统300而发挥作用。取而代之,如图7所示,判定系统400也可以设置为与信息赋予装置150分体的专用系统。
67.成型物的形状并不受特别限定。并且,成型材料也可以不是金属管材料,可以是金属板等。
68.另外,在上述实施方式中,以在staf用成型装置中采用的模具为例进行了说明。但是,采用本发明所涉及的模具的成型装置的种类并不受特别限定,可以是冷冲压、内高压成型、热冲压的成型装置、其他成型装置等。
69.符号说明
70.1-成型装置,2-成型模具,150-信息赋予装置,200-集聚装置(集聚部),300、400-判定系统。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。