1.本发明涉及一种刀具,特别涉及一种镗孔刀具。
背景技术:
2.镗孔刀具是一种对工件内孔进行加工的刀具。现有的镗孔刀具包括刀具本体,刀具本体上设置有排屑槽和若干个切削刀头,切削刀头沿着刀具本体的长度方向呈阶梯式设置,通过切削刀头对工件上的孔的内壁进行切削加工,从而实现对孔的精加工。
3.现有的镗孔刀具在实际加工时,镗孔刀具通常是固定在机床上的,镗孔刀具不转,而工件则是装夹在卡盘上的,工件转动,通过工件与镗孔刀具之间的相对转动和进给运动实现对工件的镗孔操作。镗孔刀具在实际使用时,切削刀头在切削过程中会产生大量的热量,因此需要进行冷却,传统的冷却方式是利用外置的喷液管向切削部位喷冷却液,从而实现冷却降温的目的。但是镗孔刀具在实际加工时,需要伸入工件的孔的内部,尤其在加工一些孔径较小的工件时,没有足够的空间使喷液管随镗孔刀具一同伸入孔的内部,从而无法实现对切削部位的冷却。
技术实现要素:
4.本发明的目的是解决现有的镗孔刀具在实际加工时,需要伸入工件上的孔的内部,在加工一些孔径较小的工件时,没有足够的空间使喷液管随镗孔刀具一同伸入孔的内部,从而无法对切削部位实现冷却的问题,提供一种镗孔刀具,能够有效解决上述问题。
5.本发明的目的是通过如下技术方案实现的:一种镗孔刀具,包括刀具本体,刀具本体设置有若干个切削刀头,刀具本体上设置有排屑槽,刀具本体上设置有主通道和与切削刀头一一对应的出液通道,出液通道的一端与主通道相连,出液通道的另一端贯通排屑槽的槽壁,冷却液从出液通道喷出后喷向相对应的切削刀头。
6.本发明中,镗孔刀具固定安装在机床上的刀架上。主通道通过管路与外界的冷却液供给装置相连,冷却液从主通道进入刀具本体中并从各个出液通道中喷出,从出液通道喷出后的冷却液喷向相对应的切削刀头,从而对切削部位进行冷却。本发明中,冷却液从刀具本体内部的主通道进入,并从各个出液通道喷出,有效实现了对切削刀头和切削部位的冷却;并且本发明在冷却时,冷却液是从刀具本体内部的通道喷出,相比传统的借助外部喷液管进行冷却的方式,本发明存在以下优点:在加工一些孔径较小的工件时,本发明中也能对切削刀头和切削部位实现有效的冷却,解决了传统冷却方式由于没有足够的空间使喷液管随镗孔刀具一同伸入孔的内部从而无法实现对切削部位冷却的问题。
7.作为优选,所述刀具本体由工具钢制成。
8.作为优选,所述切削刀头由镍铬合金钢制成。
9.作为优选,出液通道中靠近刀具本体外侧的一端设置有开启控制装置。
10.作为优选,所述开启控制装置包括筒体,筒体上靠近刀具本体外侧的端面为第一端面,另一个端面为第二端面;筒体中设置有导向通道,导向通道中靠近第一端面的位置处
设置有固定块,导向通道中设置有滑动块和用于对滑动块进行限位的限位挡圈,限位挡圈设置在导向通道中靠近第二端面的位置处;滑动块与固定块之间形成气腔,滑动块与固定块之间设置有弹簧;筒体上设置有喷液通道,喷液通道贯通第一端面,喷液通道通过连接通道与导向通道连通;滑动块的高度大于限位挡圈与连接通道之间的距离;固定块上设置有凹槽,凹槽中设置有固定板,固定块上设置有锥孔,锥孔将凹槽与气腔连通;固定板上设置有螺纹孔,螺纹孔上螺纹连接有调节螺丝,调节螺丝的一端设置有与锥孔相配合的锥块;固定板上还设置有通孔。镗孔刀具在实际加工时,由于刀具本体上的各个切削刀头是有前后位置关系的,因此是最前方的切削刀头先接触工件并开始切削,最前方的切削刀头切削一段时间后,下一个切削刀头才开始接触工件并开始切削,以此类推,针对上述情况,本发明中,在出液通道中靠近刀具本体外侧的一端设置有开启控制装置,开启控制装置的作用是控制各个出液通道的打开时间和顺序,使各个出液通道的打开时间和顺序与各个切削刀头开始切削的时间和顺序相对应,这样起到的效果是:当最前方的切削刀头与工件接触并开始切削时,这时只有与其对应的出液通道是打开的,此时后面的出液通道都是关闭的,这样主通道中的冷却液的流量能够尽可能地分配给最前方的出液通道,而后面的切削刀头由于还没开始切削,无需冷却,此时冷却通道是关闭的,避免了冷却液的浪费,保证了冷却液的高效利用;同样的,当前方第二个切削刀头与工件接触并开始切削时,前方的两个切削刀头都处于切削状态,此时前方的两个出液通道便都处于打开状态并对前方的两个切削刀头进行冷却,以此类推。开启控制装置的具体工作原理如下:当冷却液是通过外部冷却液供给装置以一定的压力通入刀具本体上的主通道中的,冷却液的压力会作用在滑动块上并推动滑动块朝固定块的方向滑动; 在这过程中,气腔中的气体会从锥孔和锥块之间的环形气隙中排出,而气体的排出速度与环形气隙的大小有关,环形气隙越大,气体的排出速度越快,这样滑动块在滑动时受到的阻力也越小,滑动速度也越快;相反的,环形气隙越小,气体的排出速度越慢,这样滑动块在滑动时受到的阻力也越大,滑动速度也越慢;当滑动块滑动至刚好经过连接通道的位置时,冷却液便从连接通道进入喷液通道中,最终从喷液通道中喷出并喷向相对应的切削刀头,这样便实现了出液通道的开启;随着冷却液的持续供给,出液通道便一直处于开启状态,从而实现了对切削刀头和切削部位的冷却;综上所述,由于锥孔与锥块之间的环形气隙越大,滑动块的滑动速度越块,出液通道的开启时间也越短;反之锥孔与锥块之间的环形气隙越小,滑动块的滑动速度越慢,出液通道的开启时间也越长;基于上述原理,在实际使用过程中,只需通过调节螺丝调节锥块与锥孔之间的相对应位置,这样便能调节环形气隙的大小,进而调节各个开启控制装置开启所需的时间,最终便能根据实际需要控制各个出液通道的开启时间和顺序,从而降低了冷却液的浪费,并且保证了冷却液的高效利用。当镗孔刀具加工结束后,冷却液停止供给,冷却液对滑动块的压力消失,滑动块在弹簧的作用下复位。本发明中,是通过液体泵向刀具本体内的主通道输入具有一定压力的冷却液,冷却液在液体泵的作用下能够始终保持较为恒定的压力。
11.作为优选,所述滑动块的侧面设置有密封层。
12.作为优选,所述密封层的材料为橡胶。
13.本发明的有益效果是:本发明在加工一些孔径较小的工件时,也能对切削刀头和切削部位实现有效的冷却,解决了传统冷却方式由于没有足够的空间使喷液管随镗孔刀具一同伸入孔的内部从而无法实现对切削部位冷却的问题。
附图说明
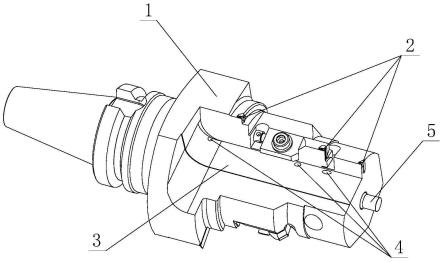
14.图1为本发明的结构示意图。
15.图2为本发明的正视图。
16.图3为图2中a-a方向的剖视图。
17.图4为开启控制装置的剖视图。
18.图中:1、刀具本体、2、切削刀头,3、排屑槽,4、出液通道,5、堵头,6、主通道,7、开启控制装置,8、筒体,9、喷液通道,10、连接通道,11、滑动块,12、密封层,13、限位挡圈,14、固定块,15、气腔,16、弹簧,17、锥孔,18、凹槽,19、固定板,20、通孔,21、调节螺丝,22、锥块。
具体实施方式
19.下面通过具体实施方式并结合附图对本发明作进一步描述。
20.实施例1:如图1至图4所示,一种镗孔刀具,包括刀具本体1,刀具本体1由工具钢制成。刀具本体设置有排屑槽3和若干个切削刀头2。切削刀头2由镍铬合金钢制成。切削刀头2沿着刀具本体1的长度方向呈阶梯式设置。刀具本体1上设置有主通道6和与切削刀头2一一对应的出液通道4。主通道6纵向贯穿刀具本体1。主通道6的一端设置有堵头5。出液通道4的一端与主通道6连通,出液通道4的另一端贯通排屑槽3的槽壁。出液通道4的延伸方向对准切削刀头。冷却液从出液通道喷出后喷向相对应的切削刀头。
21.出液通道4中靠近刀具本体外侧的一端设置有开启控制装置7。开启控制装置7包括筒体8,筒体8呈圆筒状结构。筒体8上靠近刀具本体1外侧的端面为第一端面,另一个端面为第二端面。筒体8中设置有导向通道,导向通道中靠近第一端面的位置处设置有固定块14,导向通道中设置有滑动块11和用于对滑动块11进行限位的限位挡圈13。滑动块11的侧面设置有密封层12。密封层12的材料为橡胶。滑动块11可沿着导向通道的长度方向滑动。限位挡圈13设置在导向通道中靠近第二端面的位置处。滑动块11与固定块14之间形成气腔15,滑动块11与固定块14之间设置有弹簧16。筒体8上设置有喷液通道9,喷液通道9贯通第一端面,喷液通道9通过连接通道10与导向通道连通。滑动块的高度大于限位挡圈与连接通道之间的距离。固定块14上设置有凹槽18,凹槽18中设置有固定板19。固定块14上设置有锥孔17,锥孔17将凹槽18与气腔15连通。固定板19上设置有螺纹孔,螺纹孔上螺纹连接有调节螺丝21,调节螺丝21的一端设置有与锥孔17相配合的锥块22,锥块22呈圆台状结构。固定板19上还设置有通孔20。
22.本发明中,镗孔刀具固定安装在机床上的刀架上。主通道通过管路与外界的冷却液供给装置相连,冷却液从主通道进入刀具本体中并从各个出液通道中喷出,从出液通道喷出后的冷却液喷向相对应的切削刀头,从而对切削部位进行冷却。本发明中,冷却液从刀具本体内部的主通道进入,并从各个出液通道喷出,有效实现了对切削刀头和切削部位的冷却;并且本发明在冷却时,冷却液是从刀具本体内部的通道喷出,相比传统的借助外部喷液管进行冷却的方式,本发明存在以下优点:在加工一些孔径较小的工件时,本发明中也能对切削刀头和切削部位实现有效的冷却,解决了传统冷却方式由于没有足够的空间使喷液管随镗孔刀具一同伸入孔的内部从而无法实现对切削部位冷却的问题。
23.镗孔刀具在实际加工时,由于刀具本体上的各个切削刀头是有前后位置关系的,
因此是最前方的切削刀头先接触工件并开始切削,最前方的切削刀头切削一段时间后,下一个切削刀头才开始接触工件并开始切削,以此类推,针对上述情况,本发明中,在出液通道中靠近刀具本体外侧的一端设置有开启控制装置,开启控制装置的作用是控制各个出液通道的打开时间和顺序,使各个出液通道的打开时间和顺序与各个切削刀头开始切削的时间和顺序相对应,这样起到的效果是:当最前方的切削刀头与工件接触并开始切削时,这时只有与其对应的出液通道是打开的,此时后面的出液通道都是关闭的,这样主通道中的冷却液的流量能够尽可能地分配给最前方的出液通道,而后面的切削刀头由于还没开始切削,无需冷却,此时冷却通道是关闭的,避免了冷却液的浪费,保证了冷却液的高效利用;同样的,当前方第二个切削刀头与工件接触并开始切削时,前方的两个切削刀头都处于切削状态,此时前方的两个出液通道便都处于打开状态并对前方的两个切削刀头进行冷却,以此类推。开启控制装置的具体工作原理如下:当冷却液是通过外部冷却液供给装置以一定的压力通入刀具本体上的主通道中的,冷却液的压力会作用在滑动块上并推动滑动块朝固定块的方向滑动; 在这过程中,气腔中的气体会从锥孔和锥块之间的环形气隙中排出,而气体的排出速度与环形气隙的大小有关,环形气隙越大,气体的排出速度越快,这样滑动块在滑动时受到的阻力也越小,滑动速度也越快;相反的,环形气隙越小,气体的排出速度越慢,这样滑动块在滑动时受到的阻力也越大,滑动速度也越慢;当滑动块滑动至刚好经过连接通道的位置时,冷却液便从连接通道进入喷液通道中,最终从喷液通道中喷出并喷向相对应的切削刀头,这样便实现了出液通道的开启,从而实现了对切削刀头和切削部位的冷却;综上所述,由于锥孔与锥块之间的环形气隙越大,滑动块的滑动速度越块,出液通道的开启时间也越短;反之锥孔与锥块之间的环形气隙越小,滑动块的滑动速度越慢,出液通道的开启时间也越长;基于上述原理,在实际使用过程中,只需通过调节螺丝调节锥块与锥孔之间的相对应位置,这样便能调节环形气隙的大小,进而调节各个开启控制装置开启所需的时间,最终便能根据实际需要控制各个出液通道的开启时间和顺序,从而降低了冷却液的浪费,并且保证了冷却液的高效利用。当镗孔刀具加工结束后,冷却液停止供给,冷却液对滑动块的压力消失,滑动块在弹簧的作用下复位。
24.最后应说明的是:以上仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
