1.本发明属于曲面加工技术领域,涉及一种复杂曲面变形在线检测 及五轴补偿加工方法,适用于装备在五轴数控加工中心上的触发式测 头实时测定捕捉不空间复杂曲面上的任意点在其法矢量方向上的实 际位置,并根据测量值计算出与理论值的偏差,并进行测头半径修正, 补偿至零件加工程序,实现复杂曲面变形在线检测及五轴补偿加工。
背景技术:
2.在现今数控技术加工领域,利用触发式测头对零件实行在线检测 及其自动补偿加工技术已成熟应用,但现今的测量范围还仅限于以三 轴定向模式对2d特征进行测量与计算,随着该技术在先进的五轴设 备上大量使用,三轴定向测量模式已无法满足零件的复杂曲面特征测 量。
技术实现要素:
3.(一)发明目的
4.本发明的目的是:为满足五轴设备在复杂曲面特征测量方面的紧 迫需求,本发明开发一种复杂曲面变形在线检测及五轴补偿加工方 法,并进行测头半径修正,补偿至零件加工程序,实现复杂曲面变形 在线检测及五轴补偿加工。
5.(二)技术方案
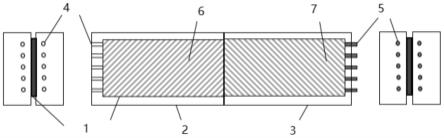
6.为了解决上述技术问题,本发明提供一种复杂曲面变形在线检测 及五轴补偿加工方法,复杂曲面为零件不规则型面,在零件不规则型 面上加工型面法矢方向的孔,零件外型面与理论型面存在偏差,加工 过程中,在每个孔位置测量该点的法矢方向上的偏差值,将偏差值补 偿至每个孔的轴向进行加工。
7.在线检测及五轴补偿加工方法包括以下操作步骤:
8.s1:确定零件不规则型面上要测量的点和每个点对应的起始点的 点集,其中包括每个测量点的起始点a点坐标(x1,y1,z1)和理论点b 点坐标(x3,y3,z3)以及确定测量的安全距离s和越程距离d;
9.s2:计算安全点b’和越程点b”的坐标值;b’点是机床上测头定 位至理论点b点位上方的安全点,b“点是测头的实际移动终点;
10.s3:测头执行测量动作,记录测量点的实际位置坐标b"
实测
,计 算出实测点b"
实测
距安全点b’的实际距离|b'b"|
实测
;
11.s4:计算实际距离与理论距离偏差值p:p=|b'b"|
实测-s;
12.s5:根据偏差值测量方式不同分别将不同的测头半径修正值rz和 rj补偿至偏差值p中,得到修正偏差值p
修
,rz为测头轴向半径修正值, rj为测头径向半径修正值;
13.s6:将修正偏差值p
修
补偿至零件加工中,达到零件补偿加工的 效果。
14.步骤s1中,使用nx或cam软件对零件不规则型面上要测量的点 和每个点对应的起始点的点集进行输出。
15.步骤s2中,安全点b’和越程点b”的坐标值的计算步骤如下:
16.(1)根据公式ab=(x
3-x1,y
3-y1,z
3-z1)求测量法 矢
17.(2)求测量法矢长度d;
18.(3)将d带入下式,求单位法矢
[0019][0020]
(4)将s与d带入下式,分别计算安全点b’和越程点b“的坐标 值:
[0021][0022][0023]
步骤s2中,法矢长度d的计算公式为:
[0024][0025]
步骤s3中,通过编制测头移动的nc程序使测头执行测量动作。
[0026]
步骤s3中,实际距离|b'b"|
实测
的测量方法与步骤s2中计算长度 d的方法相同。
[0027]
步骤s3中,测头测量动作的过程为:
[0028]
(1)测头定位至起始点;
[0029]
(2)测头运行至安全点;
[0030]
(3)以设定测量速度朝向越程点移动;在此过程中,触碰到零 件时,测头停止运行并记录测头此时位置点坐标;
[0031]
(4)计算测头停止点至安全点的距离值;
[0032]
(6)测头回退至安全点;
[0033]
(7)测头复位至起始点。
[0034]
步骤s5中,rz有一个,通过测头标准的长度标定获得;rj根据测 头的标定角度有多个值,通过测头标准的半径标定获得。
[0035]
步骤s5中,采用局部坐标系的方式将非正交姿态转换为局部正 交姿态进行五轴测量时,修正偏差值p
修
=p rz;采用全局坐标系进行 五轴非正交测量时,rj为多个测头径向半径修正值的算术平均值,修 正偏差值p
修
=p rj=p (r1 r2 ...rn)/n。
[0036]
(三)有益效果
[0037]
上述技术方案所提供复杂曲面变形在线检测及五轴补偿加工方 法,具有如下有益效果:
[0038]
(1)突破了复杂曲面五轴在线补偿的行业技术瓶颈;
[0039]
(2)用向量转换的方式大大简化了输入变量;
[0040]
(3)使用参考点省去了补偿向量方向的判定过程,提高了算法 效率;
[0041]
(4)考虑了测头半径在各个方向上的动态误差,提高了补偿精 度。
附图说明
[0042]
图1为测头的五轴检测测量方式一示意图。
[0043]
图2为测头的五轴检测测量方式二示意图。
[0044]
图3为复杂曲面变形在线检测及五轴补偿加工局部示意图。
[0045]
图4为本实施例不规则零件外型面上加工型面法矢方向孔的示意 图。
[0046]
图5为本实施例中测头路径示意图,其中a局部的放大图如图3所 示。
[0047]
具体实施方式
[0048]
为使本发明的目的、内容和优点更加清楚,下面结合附图和实施 例,对本发明的具体实施方式作进一步详细描述。
[0049]
本发明不同于传统的测量动作与软件,只能执行三轴定向检测模 式,而是通过使用nx或其他cam软件,对零件空间复杂曲面上要测 量的点和每个点对应的起始点的点集进行输出,编制程序路径使得测 头沿着起始点指向测量点的型面法向移动,通过这种空间移动测量得 出测量点在型面法向矢量上的偏差值,由此实现测头的五轴检测,该 检测有两种测量方式,分别如图1和图2所示。
[0050]
测量方式一为:采用局部坐标系的方式将非正交姿态转换为局部 正交姿态进行五轴测量。这种测量方式适用于数控系统支持采用局部 坐标系进行在线测量,并且零件、工装、机床空间位置允许测头进行 摆角和测量的情况。
[0051]
测量方式二为:采用全局坐标系进行五轴非正交测量。这种测量 方式适用于数控系统不支持局部坐标系的在线测量系统,或者由于零 件、工装、机床的空间位置关系,不允许测头进行摆角和测量的情况。
[0052]
传统的测头补偿方式只能在平行于坐标系的正交法向上进行数 值补偿,而本发明是通过数学方式计算解得每个点在其法矢量方向上 的偏差距离与方向,根据向量方向确定补偿符号,根据向量长度确定 补偿数值,根据测头运动作用半径确定补偿修正值,最终实现测头在 非正交方向上的修正补偿。
[0053]
图4为本发明方法的流程图,对输出至数控系统用户变量中的各 个值在零件的数控加工nc程序中进行调用与处理,实现加工程序对 零件在法矢量方向上的补偿加工。
[0054]
s1:使用nx或其他cam软件对零件不规则型面上要测量的点和 每个点对应的起始点的点集进行输出,参考上面的(a局部图)示意, 在这里,我们将得到每个测量点的起始点a点坐标(x1,y1,z1)和理论 点b点坐标(x3,y3,z3)以及确定测量的安全距离s和越程距离d
(这两 个值为缺省值,由用户自定义),并将其作为输入信息进行下面步骤 的计算;
[0055]
s1:使用nx或其他cam软件对零件不规则型面上要测量的点和 每个点对应的起始点的点集进行输出,参考上面的(a局部图)示意, 在这里,我们将得到每个测量点的起始点a点坐标(x1,y1,z1)和理论 点b点坐标(x3,y3,z3)以及确定测量的安全距离s和越程距离d(这两 个值为缺省值,由用户自定义),并将其作为输入信息进行下面步骤 的计算;
[0056]
s2:计算安全点b’和越程点b“的坐标值。b’点是测头快速定位至 测量目标点位上方的安全点,b“点是测头的实际移动终点,由于零件 变形,测头若移动至理论点b有可能接触不到零件,因此添加越程距 离d使测头移动至越程点b“确保测头能够接触到零件,计算步骤如下 所示:
[0057]
(1)根据公式ab=(x
3-x1,y
3-y1,z
3-z1)求测量法 矢
[0058]
(2)求测量法矢长度d:
[0059][0060]
(3)将d带入下式,求单位法矢
[0061][0062]
(4)将缺省值s与d带入下式,分别计算安全点b’和越程点 b“的坐标值,
[0063][0064][0065]
s3:通过编制测头移动的nc程序使测头执行测量动作,记录测 量点的实际位置坐标b"
实测
,同上一步骤中计算长度d方法一样计 算出实测点b"
实测
距安全点b’的实际距离
[0066]
测头测量动作:
[0067]
(1)测头g00快速定位至起始点;
[0068]
(2)快速运行至安全点;
[0069]
(3)以测量速度f50朝向越程点慢速移动;
[0070]
(4)在此过程中,触碰到零件,测头停止运行并记录测头此时 位置点坐标;
[0071]
(5)计算测头停止点至安全点的距离值;
[0072]
(6)测头快速回退至安全点;
[0073]
(7)测头快速复位至起始点。
[0074]
s4:计算与理论距离偏差值p:
[0075]
s5:根据测量方式不同分别将不同的测头半径修正值rz和rj补偿 至偏差值p中,rz为测头轴向半径修正值,只有一个,可通过执行测 头标准的长度标定程序获得;rj为测头径向半径修正值,根据测头的 标定角度有多个值,可通过执行测头标准的半径标定程序获得。
[0076]
(1)若使用测量方式一,修正偏差值p
修
=p rz;
[0077]
(2)若使用测量方式二,rj为多个测头径向半径修正值的算术 平均值,修正偏差值p
修
=p rj=p (r1 r2 ...rn)/n
[0078]
s6:将修正偏差值p
修
通过修改数控nc程序点位或修改刀具参 数、坐标系参数等方式补偿至零件加工中,达到零件补偿加工的效果。
[0079]
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领 域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以 做出若干改进和变形,这些改进和变形也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。