1.本发明属于汽车技术领域,尤其涉及一种铝热成型变强度零件的制造工艺及制造装置。
背景技术:
2.铝合金热成型工艺制造的零件具有超高强度,良好的尺寸精度,同时能够有效的减轻车身重量,提高汽车的燃油经济性。当汽车发生碰撞变形时,对于某些零件如汽车b柱,要求下半部分强度较低,吸收碰撞能量,上半部分强度较高,保证乘员舱完整,从而提高汽车的碰撞性能。目前在车身中应用的7xxx系高强铝合金零件均为等强度零件,难以更好的满足汽车碰撞对车身性能的要求。
技术实现要素:
3.鉴于上述现有技术的缺点,本发明要解决的技术问题在于提供一种铝热成型变强度零件的制造工艺及制造装置,能够获得铝热成型变强度零件,满足整车在碰撞时的变形要求。
4.为实现上述目的及其他相关目的,本发明提供一种铝热成型变强度零件的制造工艺,包括如下步骤:
5.步骤一,成型:
6.固溶完全的铝合金板料从加热炉取出,转移至模具内成形,其中模具硬区内冷却温度为20℃,模具软区内加热温度为320℃;
7.步骤二,保温:
8.在模具硬区内冷却温度为20℃,模具软区内加热温度为320℃的状况下保温大于20秒;
9.步骤三,开模:
10.开模后在空气中冷却至室温;
11.步骤四,人工时效:
12.进入时效炉进行人工时效,人工时效后得到软区性能低于硬区抗拉强度100mpa的变强度零件。
13.优选地,步骤一中模具硬区内具有冷却水道,冷却水温度为20℃。
14.优选的,步骤一中模具软区内具有加热棒,加热温度为320℃。
15.优选地,铝合金板料为7xxx铝合金板料。
16.本发明还提供一种应用于铝热成型变强度零件的制造工艺的制造装置,包括模具硬区和模具软区,模具硬区和模具软区上具有铝合金板料,模具硬区上具有零件硬区和冷却水道,冷却水道内有循环冷却水,模具软区上具有零件软区和加热棒。
17.如上所述,本发明的铝热成型变强度零件的制造工艺及制造装置,具备以下的有益效果:能够获得软区性能低于硬区抗拉强度100mpa的变强度零件,软区强度较低,吸收碰
撞能量,硬区强度较高,保证乘员舱完整,从而提高汽车的碰撞性能,满足整车在碰撞时的变形要求。
附图说明
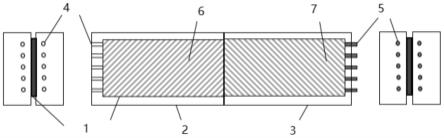
18.图1为本发明实施例的铝合金热成型模具冷热区结构示意图;
19.图2为本发明实施例的零件软硬区冷却降温曲线对比图。
20.附图标记说明:
[0021]1ꢀꢀꢀꢀ
铝合金板料
[0022]2ꢀꢀꢀꢀ
模具硬区
[0023]3ꢀꢀꢀꢀ
模具软区
[0024]4ꢀꢀꢀꢀ
冷却水道
[0025]5ꢀꢀꢀꢀ
加热棒
[0026]6ꢀꢀꢀꢀ
零件硬区
[0027]7ꢀꢀꢀꢀ
零件软区。
具体实施方式
[0028]
以下由特定的具体实施例说明本发明的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本发明的其他优点及功效。
[0029]
请参阅图1至图2。须知,本说明书所附图式所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容得能涵盖的范围内。同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述的明了,而非用以限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本发明可实施的范畴。
[0030]
在本发明的描述中,需要说明书的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介相连接,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
[0031]
如图1至图2所示,本发明提供了一种铝热成型变强度零件的制造工艺,包括如下步骤:
[0032]
步骤一,成型:
[0033]
固溶完全的铝合金板料从加热炉取出,转移至模具内成形,其中模具硬区内冷却温度为20℃,模具软区内加热温度为320℃;
[0034]
步骤二,保温:
[0035]
在模具硬区内冷却温度为20℃,模具软区内加热温度为320℃的状况下保温大于20秒;
[0036]
步骤三,开模:
[0037]
开模后在空气中冷却至室温;
[0038]
步骤四,人工时效:
[0039]
进入时效炉进行人工时效,人工时效后得到软区性能低于硬区抗拉强度100mpa的变强度零件。
[0040]
步骤一中模具硬区内具有冷却水道,冷却水温度为20℃。
[0041]
步骤一中模具软区内具有加热棒,加热温度为320℃。
[0042]
铝合金板料为7xxx铝合金板料。
[0043]
本发明还提供一种应用于铝热成型变强度零件的制造工艺的制造装置,包括模具硬区2和模具软区3,模具硬区2和模具软区3上具有铝合金板料1,模具硬区2上具有零件硬区6和冷却水道4,冷却水道4内有循环冷却水,模具软区3上具有零件软区7和加热棒5。
[0044]
本发明的铝热成型变强度零件的制造工艺及制造装置,在模具中对应硬区区域设计冷却系统,也就是冷却水道4,冷却水道4内有循环冷却水,冷却水的温度为20℃,软区区域增加加热装置并加热至预定温度320℃,加热装置采用加热棒,加热棒采用电加热棒,板料成型后保压一定时间,大于20秒,按照实际工况保压,开模后在空气中缓慢冷却至室温,随后进入时效炉进行人工时效,由于板料软区部分固溶体在预设温度320℃附近具有最快的脱溶速率,快速分解,人工时效后得到软区性能低于硬区抗拉强度100mpa的变强度零件。从而满足整车在碰撞时的变形要求。
[0045]
本发明的铝热成型变强度零件的制造工艺及制造装置,当固溶完全的铝合金板料从加热炉取出后,转移至模具内成形,模具硬区内设计冷却水道,冷却水温度20℃,模具软区内设计加热棒,加热温度320℃,根据7xxx合金的等温动力学曲线,320℃是固溶体脱溶分解最快的温度,在该温度下模内保温大于20秒,软区部分固溶体发生分解,硬区部分由于冷却速度很快,只有极少量固溶体分解,开模后在空气中冷却至室温,人工时效后硬区抗拉强度可达到530mpa以上,软区位置抗拉强度低于430mpa,从而得到变强度零件,冷却曲线按照图2中曲线。
[0046]
综上所述,本发明的铝热成型变强度零件的制造工艺及制造装置,能够获得软区性能低于硬区抗拉强度100mpa的变强度零件,软区强度较低,吸收碰撞能量,硬区强度较高,保证乘员舱完整,从而提高汽车的碰撞性能,满足整车在碰撞时的变形要求。
[0047]
上述实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。