1.本实用新型属于加工制造技术领域,具体涉及一种快速装夹高精度精铣加工装置。
背景技术:
2.数控加工技术是通过nc代码、刀具、毛坯及夹具相互配合,制造产品的一项现代化加工技术。
3.现有的产品在生产的过程中都设置有夹具,通过夹具对产品自由度限制的情况下对产品的加工。相对批量产品而言对加工工时、装夹效率以及产品质量问题都很重要,所以针对夹具方面的改进也不断进行。
技术实现要素:
4.本实用新型的目的在于提供一种快速装夹高精度精铣加工装置,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种快速装夹高精度精铣加工装置,包括固定底座,所述固定底座由底板、m10螺栓、支撑柱以及顶板组成,所述顶板通过多根均匀设置的所述支撑柱安装在所述底板正上方,所述顶板与所述底板分别与所述支撑柱连接处均通过所述m10螺栓固定连接;所述固定底座内部装有气缸、气缸底座、m5螺栓以及连接部件,所述气缸底座设有六组并分别固定在所述底板上,所述气缸底座顶部均通过所述m5螺栓固定朝上的所述气缸,所述气缸活塞杆端均固定连接所述连接部件;所述连接部件为连接所述气缸活塞杆端至所述顶板顶面的一个拉紧装置,所述连接部件包括所述m10螺栓、连接板以及拉紧柱,所述气缸活塞杆端通过所述m10螺栓固定连接所述连接板,所述连接板位于所述顶板的下方,所述顶板上开设有六组分别对应每个所述连接板的通孔,所述连接板上固定有贯穿所述顶板通孔的所述拉紧柱,所述顶板顶面上按产品孔位要求设置六组与所述连接部件对应且每组为两个的定位销孔,所述定位销孔内安装有销子,每组所述拉紧柱配合有压板,所述压板中间开设有卡槽且通过卡槽插在两个所述拉紧柱的头端下方。
6.优选的,所述底板以及所述顶板上的所述m10螺栓拧紧后均不露出。
7.优选的,所述底板、所述支撑柱和所述顶板均采用耐磨耐氧化材料。
8.优选的,所述底板和所述顶板上下面均经过磨床精磨磨平。
9.优选的,所述压板为高硬度高耐磨材质制成。
10.优选的,所述拉紧柱外壁紧贴所述顶板通孔的内壁。
11.与现有技术相比,本实用新型的有益效果是:
12.1、通过设计的固定底座,可以更加稳固的锁在摩擦机械工作台;便捷安装拆卸;采用柱板螺栓连接,使底座更加轻盈。
13.2、通过设计的连接拉紧柱配合压板工作,产品装入定位销后,机床通过电器元件
使气缸拉紧压板实现装夹,相比传统装夹过程的多个装夹动作,缩减为单一动作,装夹高效且精度高。
附图说明
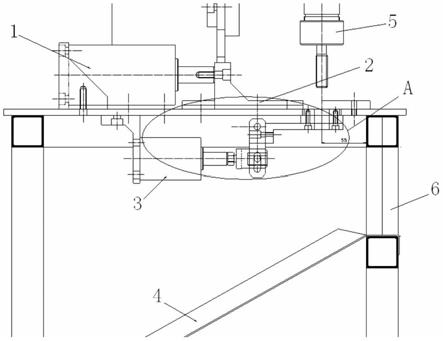
14.图1为本实用新型的结构示意图;
15.图2为本实用新型的产品加工前后示意图;
16.图3为本实用新型的装置及产品整体俯视结构示意图。
17.图中:1、底板;2、m10螺栓;3、支撑柱;4、顶板;5、气缸;6、气缸底座;7、m5螺栓;8、连接板;9、拉紧柱;10、销子;11、压板。
具体实施方式
18.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
19.实施例1:请参阅图1-3,本实用新型提供一种技术方案:一种快速装夹高精度精铣加工装置,包括固定底座,所述固定底座由底板1、m10螺栓2、支撑柱3以及顶板4组成,所述顶板4通过多根均匀设置的所述支撑柱3安装在所述底板1正上方,所述顶板4与所述底板1分别与所述支撑柱3连接处均通过所述m10螺栓2固定连接,使得底板1、m10螺栓2、支撑柱3及顶板4组成相对实心底座,较轻盈,方便后续拆卸;所述固定底座内部装有气缸5、气缸底座6、m5螺栓7以及连接部件,所述气缸底座6设有六组并分别固定在所述底板1上,所述气缸底座6顶部均通过所述m5螺栓7固定朝上的所述气缸5,所述气缸5活塞杆端均固定连接所述连接部件;所述连接部件为连接所述气缸5活塞杆端至所述顶板4顶面的一个拉紧装置,所述连接部件包括所述m10螺栓2、连接板8以及拉紧柱9,方便对连接部件的各配件拆卸更换,所述气缸5活塞杆端通过所述m10螺栓2固定连接所述连接板8,所述连接板8位于所述顶板4的下方,所述顶板4上开设有六组分别对应每个所述连接板8的通孔,所述连接板8上固定有贯穿所述顶板4通孔的所述拉紧柱9,所述顶板4顶面上按产品孔位要求设置六组与所述连接部件对应且每组为两个的定位销孔,所述定位销孔内安装有销子10,使得将加工前材料上的两个销孔放进销子10,实现快速装夹到位,每组所述拉紧柱9配合有压板11,所述压板11中间开设有卡槽且通过卡槽插在两个所述拉紧柱9的头端下方,使得拉紧柱9经其头端配合压板11卡槽拉紧压板11,使得加工前材料被充分压紧定位。
20.请参阅图1,所述底板1以及所述顶板4上的所述m10螺栓2拧紧后均不露出。通过上述设计,使得m10螺栓2在底板1以及顶板4上不易被触碰,更稳定。
21.请参阅图1,所述底板1、所述支撑柱3和所述顶板4均采用耐磨耐氧化材料。通过上述设计,使得底板1、支撑柱3和顶板4更耐用。
22.请参阅图1,所述底板1和所述顶板4上下面均经过磨床精磨磨平。通过上述设计,从而保证底板1和顶板4的平行度和垂直度。
23.请参阅图1、图3,所述压板11为高硬度高耐磨材质制成。通过上述设计,从而使得压板11更耐用,且不易变形精度高。
24.请参阅图1,所述拉紧柱9外壁紧贴所述顶板4通孔的内壁。通过上述设计,连接板8向下进一步带动拉紧柱9下拉时,拉紧柱9不晃动,加工精度更高。
25.为了方便理解本实用新型的上述技术方案,以下就本实用新型在实际过程中的工作原理或者操作方式进行详细说明。
26.工作原理:首先将该装置各部位零件组装好,然后将加工前材料放置在该装置的表面,将加工前材料上的两个销孔放进销子10,装夹到位后,插入压板11,启动机床利用数控机床plc指令控制电器元件使气缸5拉紧,此时连接板8向下进一步带动拉紧柱9下拉,拉紧柱9经其头端配合压板11卡槽拉紧压板11,使得加工前材料被充分定位,然后进行后续精铣加工,相比传统装夹过程的多个装夹动作,缩减为单一动作,装夹高效且精度高。
27.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
技术特征:
1.一种快速装夹高精度精铣加工装置,其特征在于,包括固定底座,所述固定底座由底板(1)、m10螺栓(2)、支撑柱(3)以及顶板(4)组成,所述顶板(4)通过多根均匀设置的所述支撑柱(3)安装在所述底板(1)正上方,所述顶板(4)与所述底板(1)分别与所述支撑柱(3)连接处均通过所述m10螺栓(2)固定连接;所述固定底座内部装有气缸(5)、气缸底座(6)、m5螺栓(7)以及连接部件,所述气缸底座(6)设有六组并分别固定在所述底板(1)上,所述气缸底座(6)顶部均通过所述m5螺栓(7)固定朝上的所述气缸(5),所述气缸(5)活塞杆端均固定连接所述连接部件;所述连接部件为连接所述气缸(5)活塞杆端至所述顶板(4)顶面的一个拉紧装置,所述连接部件包括所述m10螺栓(2)、连接板(8)以及拉紧柱(9),所述气缸(5)活塞杆端通过所述m10螺栓(2)固定连接所述连接板(8),所述连接板(8)位于所述顶板(4)的下方,所述顶板(4)上开设有六组分别对应每个所述连接板(8)的通孔,所述连接板(8)上固定有贯穿所述顶板(4)通孔的所述拉紧柱(9),所述顶板(4)顶面上按产品孔位要求设置六组与所述连接部件对应且每组为两个的定位销孔,所述定位销孔内安装有销子(10),每组所述拉紧柱(9)配合有压板(11),所述压板(11)中间开设有卡槽且通过卡槽插在两个所述拉紧柱(9)的头端下方。2.根据权利要求1所述的一种快速装夹高精度精铣加工装置,其特征在于,所述底板(1)以及所述顶板(4)上的所述m10螺栓(2)拧紧后均不露出。3.根据权利要求1所述的一种快速装夹高精度精铣加工装置,其特征在于,所述底板(1)、所述支撑柱(3)和所述顶板(4)均采用耐磨耐氧化材料。4.根据权利要求1所述的一种快速装夹高精度精铣加工装置,其特征在于,所述底板(1)和所述顶板(4)上下面均经过磨床精磨磨平。5.根据权利要求1所述的一种快速装夹高精度精铣加工装置,其特征在于,所述压板(11)为高硬度高耐磨材质制成。6.根据权利要求1所述的一种快速装夹高精度精铣加工装置,其特征在于,所述拉紧柱(9)外壁紧贴所述顶板(4)通孔的内壁。
技术总结
本实用新型公开了一种快速装夹高精度精铣加工装置,包括固定底座,所述固定底座由底板、M10螺栓、支撑柱以及顶板组成;所述固定底座内部装有气缸、气缸底座、M5螺栓以及连接部件;所述连接部件为连接所述气缸活塞杆端至所述顶板顶面的一个拉紧装置,所述连接部件包括所述M10螺栓、连接板以及拉紧柱,所述顶板顶面上按产品孔位要求设置六组定位销孔,所述定位销孔内安装有销子,每组所述拉紧柱配合有压板。有益效果:可以更加稳固的锁在摩擦机械工作台;便捷安装拆卸;采用柱板螺栓连接,使底座更加轻盈;相比传统装夹过程的多个装夹动作,缩减为单一动作,装夹高效且精度高。装夹高效且精度高。装夹高效且精度高。
技术研发人员:蔡铭德
受保护的技术使用者:嘉善日茸精密工业有限公司
技术研发日:2021.10.28
技术公布日:2022/3/22
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。