1.本发明涉及精密铸造技术领域,特别涉及一种高硅蒙乃尔合金铸件的焊补方法。
背景技术:
2.高硅蒙乃尔合金是由金属元素镍、铜、硅等元素组成,在大气下炼钢、浇注,这些金属将同空气中的氧气发生反应,产生大量的氧化物,导致铸件基体中出现夹杂,严重组织不连续,另外采用常规精紧密铸造生产有壁厚差的带凸台的产品时,在拐角位置经常出现裂纹,目前产生的缺陷无法经过焊补挽救,只能报废处理。
技术实现要素:
3.本发明的主要目的在于提供一种高硅蒙乃尔合金铸件的焊补方法,可以有效解决背景技术中的问题。
4.为实现上述目的,本发明采取的技术方案为:一种高硅蒙乃尔合金铸件的焊补方法,包括如下步骤:
5.1)清除缺陷:使用磨光机打磨清除铸件所有缺陷;
6.2)焊补前准备:使用容器装满冷水,将步骤1)中清除缺陷后的铸件放入到容器内,且待焊补位置处于水面上侧;
7.3)底层焊补:使用φ3.0焊条单道焊补,每焊一道停止焊补,快速冷却至常温,使用磨光机打磨焊疤后经过pt检测焊疤四周有无裂纹,有裂纹打磨去除,无裂纹重复进行单道焊补、冷却、打磨和检测,直至整个缺陷面焊补一层结束;
8.4)底层焊补检测:底层焊补完成后,焊补区做pt检测是否有裂纹,若有清除后重新焊补,直至底层焊补无缺陷;
9.5)上层焊补:底层焊补已完全合格后准备上层焊补,使用φ4.0焊条,重复步骤3)中的单道焊补、冷却、打磨和检测,直至焊补完整个待焊补区;
10.6)整体缺陷检测:步骤5)焊补完成后,使用pt检测铸件整体有无裂纹,有裂纹时重新打磨去除缺陷焊补,无裂纹时铸件缺陷焊补挽救完成。
11.优选的,所述步骤1)中打磨过程中采用冷水降温。
12.优选的,所述步骤2)容器内的水温不超过40℃。
13.优选的,所述步骤3)中采用压缩空气吹向焊补位置快速冷却。
14.优选的,所述步骤3)焊补过程中不定时检测容器内水温,水温过高及时更换。
15.与传统技术相比,本发明产生的有益效果是:本发明的焊补挽救方法,提高了高硅蒙乃尔合金铸件产品的合格率,降低了生产成本,解决了目前高硅蒙乃尔合金铸件产品产生缺陷后无法通过焊补挽救造成大量废品的问题。
附图说明
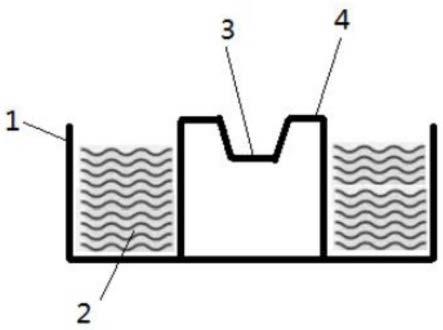
16.图1为本发明中容器盛放铸件示意图;
17.图2为本发明中铸件焊补示意图。
18.图中:1、容器;2、冷水;3、待焊补位置;4、铸件。
具体实施方式
19.为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
20.一种高硅蒙乃尔合金铸件的焊补方法,包括如下步骤:
21.1)清除缺陷:使用磨光机打磨清除铸件所有缺陷,打磨过程中采用冷水降温;
22.2)焊补前准备:如图1所示,使用容器装满冷水,将步骤1)中清除缺陷后的铸件放入到容器内,且待焊补位置处于水面上侧,保证容器内的水温不超过40℃;
23.3)底层焊补:如图2所示,使用φ3.0焊条单道焊补,每焊一道停止焊补,采用压缩空气吹向焊补位置快速冷却至常温,使用磨光机打磨焊疤后经过pt检测焊疤四周有无裂纹,有裂纹打磨去除,无裂纹重复进行单道焊补、冷却、打磨和检测,直至整个缺陷面焊补一层结束,焊补过程中不定时检测容器内水温,水温过高及时更换;
24.4)底层焊补检测:底层焊补完成后,焊补区做pt检测是否有裂纹,若有清除后重新焊补,直至底层焊补无缺陷;
25.5)上层焊补:底层焊补已完全合格后准备上层焊补,使用φ4.0焊条,重复步骤3)中的单道焊补、冷却、打磨和检测,直至焊补完整个待焊补区;
26.6)整体缺陷检测:步骤5)焊补完成后,使用pt检测铸件整体有无裂纹,有裂纹时重新打磨去除缺陷焊补,无裂纹时铸件缺陷焊补挽救完成。
27.在本焊补方法中,最关键步骤为步骤3)的底层焊补,采用单道焊补,区别于焊补多道焊,控制单道焊补面积不超过一道焊条的焊补量,层间温度不超过100℃,物理快速降至室温,且确保焊补无缺陷后再进行上层焊补,采用每单道焊补一次检测一次的工序,确保了焊补质量,保证了焊补合格。
28.以上只通过说明的方式描述了本发明的某些示范性实施例,毋庸置疑,对于本领域的普通技术人员,在不偏离本发明的精神和范围的情况下,可以用各种不同的方式对所描述的实施例进行修正。因此,上述附图和描述在本质上是说明性的,不应理解为对本发明权利要求保护范围的限制。
技术特征:
1.一种高硅蒙乃尔合金铸件的焊补方法,其特征在于:包括如下步骤:1)清除缺陷:使用磨光机打磨清除铸件所有缺陷;2)焊补前准备:使用容器装满冷水,将步骤1)中清除缺陷后的铸件放入到容器内,且待焊补位置处于水面上侧;3)底层焊补:使用φ3.0焊条单道焊补,每焊一道停止焊补,快速冷却至常温,使用磨光机打磨焊疤后经过pt检测焊疤四周有无裂纹,有裂纹打磨去除,无裂纹重复进行单道焊补、冷却、打磨和检测,直至整个缺陷面焊补一层结束;4)底层焊补检测:底层焊补完成后,焊补区做pt检测是否有裂纹,若有清除后重新焊补,直至底层焊补无缺陷;5)上层焊补:底层焊补已完全合格后准备上层焊补,使用φ4.0焊条,重复步骤3)中的单道焊补、冷却、打磨和检测,直至焊补完整个待焊补区;6)整体缺陷检测:步骤5)焊补完成后,使用pt检测铸件整体有无裂纹,有裂纹时重新打磨去除缺陷焊补,无裂纹时铸件缺陷焊补挽救完成。2.根据权利要求1所述的一种高硅蒙乃尔合金铸件的焊补方法,其特征在于:所述步骤1)中打磨过程中采用冷水降温。3.根据权利要求1所述的一种高硅蒙乃尔合金铸件的焊补方法,其特征在于:所述步骤2)容器内的水温不超过40℃。4.根据权利要求1所述的一种高硅蒙乃尔合金铸件的焊补方法,其特征在于:所述步骤3)中采用压缩空气吹向焊补位置快速冷却。5.根据权利要求1所述的一种高硅蒙乃尔合金铸件的焊补方法,其特征在于:所述步骤3)焊补过程中不定时检测容器内水温,水温过高及时更换。
技术总结
本发明公开了一种高硅蒙乃尔合金铸件的焊补方法,包括使用磨光机打磨清除铸件所有缺陷;清除缺陷后的铸件放入到盛有冷水的容器内,采用使用φ3.0焊条单道焊补,每焊一道停止焊补,快速冷却至常温,打磨焊疤后PT检测,重复进行单道焊补、冷却、打磨和检测,直至整个缺陷面焊补一层结束;底层焊补完成后,焊补区做PT检测;底层焊补已完全合格后准备上层焊补,使用φ4.0焊条,重复单道焊补、冷却、打磨和检测,直至焊补完整个待焊补区;焊补完成后,使用PT检测铸件整体;本发明的焊补挽救方法,提高了高硅蒙乃尔合金铸件产品的合格率,降低了生产成本,解决了目前高硅蒙乃尔合金铸件产品产生缺陷后无法通过焊补挽救造成大量废品的问题。缺陷后无法通过焊补挽救造成大量废品的问题。缺陷后无法通过焊补挽救造成大量废品的问题。
技术研发人员:刘正新 杜应流
受保护的技术使用者:安徽应流航源动力科技有限公司
技术研发日:2022.02.25
技术公布日:2022/6/7
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。