1.本实用新型涉及钣金件折弯领域,具体涉及一种滚压式钣金件折弯检测设备。
背景技术:
2.钣金件是工业生产过程中常用的一类零件,钣金件在使用之前经常需要对其进行折弯使其变成要求的形状。
3.现在常用的折弯装置在折弯钣金件时,都是通过一次性用力将钣金件折弯成要求的角度,但是由于钣金件具有一定的弹性,在折弯后钣金件会进行部分复原不能达到要求的形状,需要对折弯后复原程度较大的钣金件进行二次折弯,工作效率低,折弯后需要检测钣金件是否达到要求的形状。
技术实现要素:
4.本实用新型的目的是:提供一种滚压式钣金件折弯检测设备,解决以上问题。
5.为了实现上述目的,本实用新型提供如下的技术方案:
6.一种滚压式钣金件折弯检测设备,包括底板、支撑座、上板、安装板以及折弯件;所述支撑座通过连接柱与底板连接,所述支撑座上设置有放料槽,所述放料槽上设置有感应器,所述上板通过连接件与底板连接,所述上板上设置有推动件,所述安装板通过推动件的推杆与上板活动连接,所述折弯件通过动力件与安装板活动连接,所述折弯件与支撑座位置相对应,所述折弯件上设置有滚轮。
7.进一步的,所述放料槽位于折弯件的正下方,所述感应器具体为压力感应器,所述动力件具体为模组。
8.进一步的,所述放料槽具体位于滚轮的正下方,所述感应器位于放料槽的侧面上,所述动力件具体为直线模组。
9.进一步的,所述放料槽和滚轮尺寸相配合,所述感应器在放料槽侧面上有多个,所述放料槽的两个侧面之间的夹角为90度,所述放料槽两个侧面交汇处的截面为圆弧。
10.进一步的,所述推动件具体油缸,所述安装板通过导向件与上板活动连接,所述动力件与放料槽平行。
11.本实用新型的有益效果为:提供一种滚压式钣金件折弯检测设备,通过底板、支撑座、上板、安装板以及折弯件相互配合使用,实现在折弯过程中对钣金件多次用力,并在折弯的过程中检测钣金件是否折弯成要求的形状的效果,一次将钣金件折弯处要求的形状,并省略了检测步骤,提高了工作效率,节约了生产成本。
附图说明
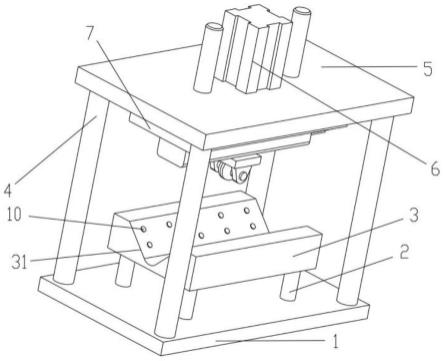
12.图1为本实用新型一种滚压式钣金件折弯检测设备的整体结构轴测图。
13.图2为本实用新型一种滚压式钣金件折弯检测设备的另一整体结构轴测图。
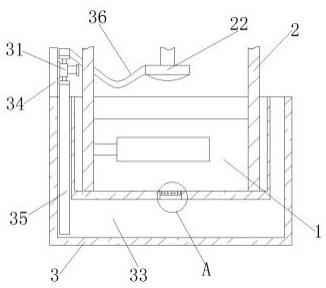
14.图3为本实用新型一种滚压式钣金件折弯检测设备的整体结构主视图。
15.图中:1、底板;2、连接柱;3、支撑座;31、放料槽;4、连接件;5、上板;6、推动件;7、安装板;8、动力件;9、折弯件;91、滚轮;10、感应器。
具体实施方式
16.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型作进一步的详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
17.参考图1至图3,一种滚压式钣金件折弯检测设备,包括底板1、支撑座3、上板5、安装板7以及折弯件9;所述支撑座3通过连接柱2与底板1连接,用于放置钣金件,所述支撑座3上设置有放料槽31,用于限制折弯后的钣金件的形状,所述放料槽31上设置有感应器10,用于检测钣金件对其压力的变化,进而判断钣金件的形状是否符合要求,所述上板5通过连接件4与底板1连接,所述上板5上设置有推动件6,用于提供滚轮91对钣金件的压力,所述安装板7通过推动件6的推杆与上板5活动连接,所述折弯件9通过动力件8与安装板7活动连接,用于带动折弯件做直线运动,所述折弯件9与支撑座3位置相对应,所述折弯件9上设置有滚轮91,用于直接进行折弯,所述推动件6、动力件8以及感应器10均与外部控制系统连接。
18.所述放料槽31位于折弯件9的正下方,所述感应器10具体为压力感应器,用于检测折弯后钣金件对其压力的变化,所述动力件8具体为模组,用于提供滚轮91运动的动力。
19.所述放料槽31具体位于滚轮91的正下方,所述感应器10位于放料槽31的侧面上,所述动力件8具体为直线模组,用于带动滚轮91做直线运动。
20.所述放料槽31和滚轮91尺寸相配合,所述感应器10在放料槽31侧面上有多个,用于确保检测的精准性,所述放料槽31的两个侧面之间的夹角为90度,用于和折弯后钣金件的形状相配合,所述放料槽31两个侧面交汇处的截面为圆弧,用于和折弯后钣金件的形状相配合。
21.所述推动件6具体油缸,用于缓慢的提供推力,所述安装板7通过导向件与上板5活动连接,所述动力件8与放料槽31平行。
22.本实用新型的工作原理为:当开始折弯工作前,外部搬运机构将需要折弯的钣金件搬运到放料槽31内,然后开始折弯工序:在外部控制系统的控制下推动件6的推杆伸出带动安装板7向下运动,在此过程中安装板7带动滚轮91接触钣金件并压动钣金件使其被折弯,在此过程中动力件8开始工作带动滚轮91做直线的往复运动,在此过程中钣金件整体慢慢的被折弯,进一步的,随着推动件6的继续下降钣金件接触放料槽31的底部,此时推动件6到达最大伸出距离,动力件8继续带动滚轮91做直线往复运动,当动力件8工作一段时间后停止,此时如果所有感应器10的压力信号均符合设定值则证明完成折弯步骤,否者动力件8再次工作带动滚轮91在运动几个来回,直到所有感应器10的压力信号均符合设定值则证明完成折弯步骤,所有零件复位外部搬运机构将折弯后的钣金件搬运到指定位置处,并将新的钣金件搬运到支撑座3上,重复上述工序直到工作结束。
23.上述实施例用于对本实用新型作进一步的说明,但并不将本实用新型局限于这些具体实施方式。凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应理解为在本实用新型的保护范围之内。
技术特征:
1.一种滚压式钣金件折弯检测设备,其特征在于:包括底板(1)、支撑座(3)、上板(5)、安装板(7)以及折弯件(9);所述支撑座(3)通过连接柱(2)与底板(1)连接,所述支撑座(3)上设置有放料槽(31),所述放料槽(31)上设置有感应器(10),所述上板(5)通过连接件(4)与底板(1)连接,所述上板(5)上设置有推动件(6),所述安装板(7)通过推动件(6)的推杆与上板(5)活动连接,所述折弯件(9)通过动力件(8)与安装板(7)活动连接,所述折弯件(9)与支撑座(3)位置相对应,所述折弯件(9)上设置有滚轮(91)。2.根据权利要求1所述的一种滚压式钣金件折弯检测设备,其特征在于:所述放料槽(31)位于折弯件(9)的正下方,所述感应器(10)具体为压力感应器,所述动力件(8)具体为模组。3.根据权利要求2所述的一种滚压式钣金件折弯检测设备,其特征在于:所述放料槽(31)具体位于滚轮(91)的正下方,所述感应器(10)位于放料槽(31)的侧面上,所述动力件(8)具体为直线模组。4.根据权利要求3所述的一种滚压式钣金件折弯检测设备,其特征在于:所述放料槽(31)和滚轮(91)尺寸相配合,所述感应器(10)在放料槽(31)侧面上有多个,所述放料槽(31)的两个侧面之间的夹角为90度,所述放料槽(31)两个侧面交汇处的截面为圆弧。5.根据权利要求1所述的一种滚压式钣金件折弯检测设备,其特征在于:所述推动件(6)具体油缸,所述安装板(7)通过导向件与上板(5)活动连接,所述动力件(8)与放料槽(31)平行。
技术总结
本实用新型涉及一种滚压式钣金件折弯检测设备,包括底板、支撑座、上板、安装板以及折弯件;所述支撑座通过连接柱与底板连接,所述支撑座上设置有放料槽,所述放料槽上设置有感应器,所述上板通过连接件与底板连接,所述上板上设置有推动件,所述安装板通过推动件的推杆与上板活动连接,所述折弯件通过动力件与安装板活动连接,所述折弯件与支撑座位置相对应,所述折弯件上设置有滚轮。本实用新型提供一种滚压式钣金件折弯检测设备,一次将钣金件折弯处要求的形状,并省略了检测步骤,提高了工作效率,节约了生产成本。节约了生产成本。节约了生产成本。
技术研发人员:张良微 阮鹏
受保护的技术使用者:苏州钣图金属制品有限公司
技术研发日:2021.12.08
技术公布日:2022/6/7
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。