1.本实用新型涉及刀具技术领域,具体说,是一种加工铜件弹簧片内孔的单刃成型刀。
背景技术:
2.铜件弹簧片内孔在进行内孔加工过程中,需要对孔进行孔内倒角、阶梯加工、孔内圆弧r成型和孔口倒角加工,由于现有的刀具功能单一,一款刀具只能实现一道工序的加工,对于卡钳的内孔加工要求,通常采用多款刀具才能完成,每一次更换刀具都要需要进行对刀,换刀对刀占用时间较长,多把刀具用于一款工件的加工,加工效率低,且成本较高。
技术实现要素:
3.实用新型目的:本实用新型的目的是提供一种加工铜件弹簧片内孔的单刃成型刀,集多孔内倒角、阶梯加工、孔内圆弧r成型和孔口倒角于一体,一款刀具即可实现铜件弹簧片内孔的加工,提高了加工节拍,降低了工件的加工成本。
4.技术方案:为达到上述目的,本实用新型提供了一种加工铜件弹簧片内孔的单刃成型刀,包括刃部和柄部,所述刃部的前端设有单刃成型刃,所述单刃成型刃包括孔内倒角刃、圆弧r刃一、圆弧r刃二、圆弧r刃三和孔口倒角刃,所述孔内倒角刃设置在刃部的端部,圆弧r刃一设置在孔内倒角刃和圆弧r刃二之间,且三者呈阶梯设置,所述圆弧r刃三设置在圆弧r刃二和孔口倒角刃之间,且圆弧r刃三与圆弧r刃二处于同一水平线上,孔口倒角刃与圆弧r刃三相邻设置;排屑槽从孔内倒角刃延伸至刃部的尾部。
5.进一步地,所述刃部的前端到尾部之间设有圆弧过渡段。此设计用于分散应力集中的作用,避免钻孔过程中发生崩刃的情况。
6.进一步地,所述孔内倒角刃与水平中心轴线所成的夹角为45
°
。
7.进一步地,所述孔内倒角刃与圆弧r刃一之间的刃长大于圆弧r刃二与圆弧r刃三之间的刃长。
8.进一步地,所述孔口倒角刃与水平中心轴线所成夹角为75
°
。
9.进一步地,所述单刃成型的总刃长小于刃部长度的二分之一。
10.进一步地,所述刃部和柄部贯穿设有内冷通道。内冷通道的设计,
11.上述技术方案可以看出,本实用新型的有益效果为:
12.(1)本实用新型所述的一种加工铜件弹簧片内孔的单刃成型刀,集孔内倒角、多阶梯加工、孔内圆弧r成型和孔口倒角于一体,一款刀具即可实现铜件弹簧片内孔的加工,提高了加工节拍,降低了工件的加工成本。
13.(2)本实用新型所述的一种加工铜件弹簧片内孔的单刃成型刀,为单刃切削,增加了切削性能,提高了刀具的使用寿命;可对内孔和孔口均做倒角处理,保证了工件的表面质量。
附图说明
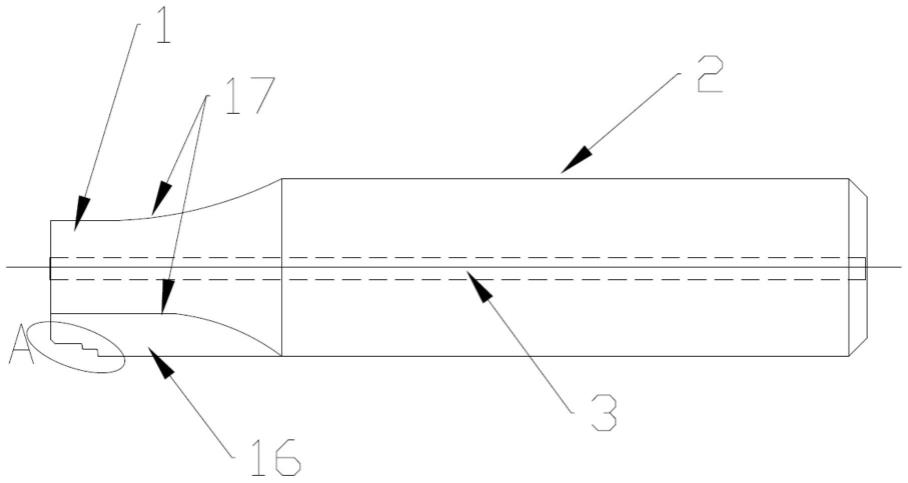
14.图1为本实用新型的正视图;
15.图2为本实用新型的端面图;
16.图3为本实用新型的单刃成型刃的局部放大图。
具体实施方式
17.下面结合附图和具体实施例,进一步阐明本实用新型。
18.如图1-3所示的一种加工铜件弹簧片内孔的单刃成型刀,包括刃
19.部1和柄部2,所述刃部1的前端设有单刃成型刃a,所述单刃成型刃包括孔内倒角刃11、圆弧r刃一12、圆弧r刃二13、圆弧r刃三14和孔口倒角刃15,所述孔内倒角刃11设置在刃部1的端部,圆弧r刃一12设置在孔内倒角刃11和圆弧r刃二13之间,且三者呈阶梯设置,所述圆弧r刃三14设置在圆弧r刃二13和孔口倒角刃15之间,且圆弧r刃三14与圆弧r刃二13处于同一水平线上,孔口倒角刃11与圆弧r刃三14相邻设置;排屑槽16从孔内倒角刃11延伸至刃部1的尾部。
20.本实施例中所述刃部1的前端到尾部之间设有圆弧过渡段17。
21.本实施例中所述孔内倒角刃11与水平中心轴线所成的夹角为45
°
。
22.本实施例中所述孔内倒角刃11与圆弧r刃一12之间的刃长大于圆弧r刃二13与圆弧r刃三14之间的刃长。
23.本实施例中所述孔口倒角刃11与水平中心轴线所成夹角为75
°
。
24.本实施例中所述单刃成型a的总刃长小于刃部长度的二分之一。
25.本实施例中所述刃部1和柄部2和贯穿设有内冷通道3。
26.实施例仅用于说明本实用新型而不用于限制本实用新型的范围,在阅读了本实用新型之后,本领域技术人员对本实用新型的各种等价均落于本申请所附权利要求所限定的范围。
技术特征:
1.一种加工铜件弹簧片内孔的单刃成型刀,其特征在于:包括刃部(1)和柄部(2),所述刃部(1)的前端设有单刃成型刃(a),所述单刃成型刃包括孔内倒角刃(11)、圆弧r刃一(12)、圆弧r刃二(13)、圆弧r刃三(14)和孔口倒角刃(15),所述孔内倒角刃(11)设置在刃部(1)的端部,圆弧r刃一(12)设置在孔内倒角刃(11)和圆弧r刃二(13)之间,且三者呈阶梯设置,所述圆弧r刃三(14)设置在圆弧r刃二(13)和孔口倒角刃(15)之间,且圆弧r刃三(14)与圆弧r刃二(13)处于同一水平线上,孔口倒角刃(15)与圆弧r刃三(14)相邻设置;排屑槽(16)从孔内倒角刃(11)延伸至刃部(1)的尾部。2.根据权利要求1所述的一种加工铜件弹簧片内孔的单刃成型刀,其特征在于:所述刃部(1)的前端到尾部之间设有圆弧过渡段(17)。3.根据权利要求2所述的一种加工铜件弹簧片内孔的单刃成型刀,其特征在于:所述孔内倒角刃(11)与水平中心轴线所成的夹角为45
°
。4.根据权利要求3所述的一种加工铜件弹簧片内孔的单刃成型刀,其特征在于:所述孔内倒角刃(11)与圆弧r刃一(12)之间的刃长大于圆弧r刃二(13)与圆弧r刃三(14)之间的刃长。5.根据权利要求4所述的一种加工铜件弹簧片内孔的单刃成型刀,其特征在于:所述孔口倒角刃(15)与水平中心轴线所成夹角为75
°
。6.根据权利要求1所述的一种加工铜件弹簧片内孔的单刃成型刀,其特征在于:所述单刃成型刃(a)的总刃长小于刃部长度的二分之一。7.根据权利要求1所述的一种加工铜件弹簧片内孔的单刃成型刀,其特征在于:所述刃部(1)和柄部(2)和贯穿设有内冷通道(3)。
技术总结
本实用新型公开了一种加工铜件弹簧片内孔的单刃成型刀,包括刃部和柄部,所述刃部的前端设有单刃成型刃,所述单刃成型刃包括孔内倒角刃、圆弧R刃一、圆弧R刃二、圆弧R刃三和孔口倒角刃,所述孔内倒角刃设置在刃部的端部,圆弧R刃一设置在孔内倒角刃和圆弧R刃二之间,且三者呈阶梯设置,所述圆弧R刃三设置在圆弧R刃二和孔口倒角刃之间,且圆弧R刃三与圆弧R刃二处于同一水平线上,孔口倒角刃与圆弧R刃三相邻设置;排屑槽从孔内倒角刃延伸至刃部的尾部。本实用新型集多孔内倒角、阶梯加工、孔内圆弧R成型和孔口倒角于一体,一款刀具即可实现铜件弹簧片内孔的加工,提高了加工节拍,降低了工件的加工成本。了工件的加工成本。了工件的加工成本。
技术研发人员:柳亭亭 严雪豹 周雨
受保护的技术使用者:苏州锑玛精密机械有限公司
技术研发日:2021.12.24
技术公布日:2022/6/7
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。