1.本实用新型涉及到电子配件生产技术领域,具体涉及一种导电泡棉的多线成型套模。
背景技术:
2.导电泡棉,是在海绵体外裹一层高导电性的导电布再贴上胶带的一种衬垫,适用于电磁屏蔽、抗静电(esd)和接地场合,也可按照客户要求加工成各种不同的形状和尺寸,是一种高性价比的缝隙屏蔽材料,具有良好的弹性和导电性,被广泛应用于通信、通讯、计算机和电力系统等领域。
3.导电泡棉的生产工艺为:将导电布翻折后包裹在泡棉上成型,然后将成型后的导电泡棉进行加热、冷却、背胶以及裁切处理获得导电泡棉成品。然而,在现有的导电泡棉生产中,只能单线或双线成型,产能较低。
技术实现要素:
4.针对现有技术的不足,本实用新型的目的是提供一种导电泡棉的多线成型套模,该成型套模一模可多线成型,效率呈倍数增长,有效提升产能效率。
5.为达到上述目的,本实用新型采用的技术方案如下:
6.一种导电泡棉的多线成型套模,其关键在于:包括沿输料方向依次排列的第一翻折模具、第二翻折模具、预成型模具、加热模具、冷却模具与背胶模具,若干条导电布经过所述第一翻折模具与第二翻折模具的两次翻折后一一对应包裹在若干条泡棉的外表面,所述预成型模具对包裹有导电布的泡棉进行预成型后输出至所述加热模具,所述加热模具与冷却模具依次对包裹有导电布的泡棉进行加热处理与冷却处理,所述背胶模具对冷却处理后的导电泡棉进行背胶处理后送至裁切工位;
7.所述第一翻折模具的底部设置有若干第一翻折槽,在所述第一翻折槽上方的第一翻折模具上还开设有供泡棉穿过的若干通孔;
8.所述第二翻折模具的底部与所述第一翻折槽相适应的位置设置有第二翻折槽。
9.进一步的,所述通孔位于所述第一翻折槽的斜上方。
10.进一步的,所述第一翻折槽与第二翻折槽在输料方向上并排设置。
11.进一步的,所述第一翻折槽与第二翻折槽的结构一致。
12.进一步的,所述预成型模具、加热模具以及冷却模具的底部均开设有数量一致的限位槽,该限位槽的宽度与包裹有导电布的泡棉宽度一致。
13.本实用新型的显著效果是:结构简单,操作便利,通过第一翻折模具对导电布进行初次翻折处理,通过第二翻折模具对导电布进行二次翻折处理,使得导电布能够良好的包裹在泡棉外表面,然后采用预成型模具将包裹有导电布的泡棉进行挤压预成型,之后通过加热模具进行加热使得导电布与泡棉粘接、冷却模具进行冷却成型避免导电布受热后翘起、背胶模具进行背胶处理,最后进行裁切获得所需尺寸的导电泡棉产品,从而实现了一模
可多线成型,生产效率呈倍数增长,大大提升了产能效率。
附图说明
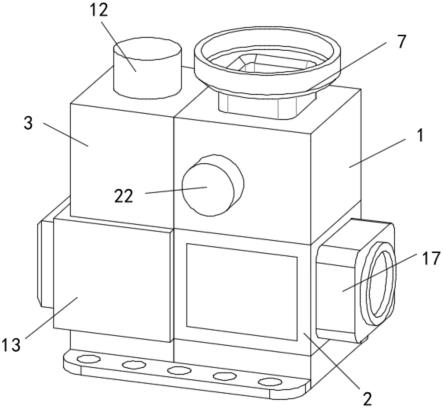
14.图1是本实用新型的结构示意图;
15.图2是第一翻折模具的结构示意图;
16.图3是第二翻折模具的结构示意图;
17.图4是预成型模具的结构示意图;
18.图5是加热模具的结构示意图;
19.图6是冷却模具的结构示意图;
20.图7是背胶模具的结构示意图;
21.图8是背胶模具的仰视图。
具体实施方式
22.下面结合附图对本实用新型的具体实施方式以及工作原理作进一步详细说明。
23.如图1-图7所示,一种导电泡棉的多线成型套模,包括沿输料方向依次排列的第一翻折模具10、第二翻折模具20、预成型模具30、加热模具40、冷却模具50与背胶模具60,自第一放料辊70输出的若干条导电布经过所述第一翻折模具10与第二翻折模具20的两次翻折后,一一对应包裹在走第二放料辊80输出并穿过所述第一翻折模具10的若干条泡棉的外表面,所述预成型模具30对包裹有导电布的泡棉进行挤压预成型后输出至所述加热模具40,所述加热模具40与冷却模具50依次对包裹有导电布的泡棉进行加热处理与冷却处理,所述背胶模具60对冷却处理后的导电泡棉进行背胶处理后送至裁切工位;
24.所述第一翻折模具10的底部设置有若干第一翻折槽11,在所述第一翻折槽11上方的第一翻折模具10上还开设有供泡棉穿过的若干通孔12;
25.所述第二翻折模具20的底部与所述第一翻折槽11相适应的位置设置有第二翻折槽21。
26.优选的,所述通孔12位于所述第一翻折槽11的斜上方,所述第一翻折槽11与第二翻折槽21在输料方向上并排设置,所述第一翻折槽11与第二翻折槽21的结构一致,均由矩形部分和c形部分构成。
27.参见附图5-附图8,所述预成型模具30、加热模具40以及冷却模具50的底部均开设有数量一致的限位槽a,该限位槽a的宽度与包裹有导电布的泡棉宽度一致,其中所述加热模具40内设有电加热丝,所述冷却模具50内设有冷却水盘管,该冷却水盘管的两端连接至外部冷却水循环供应系统;所述背胶模具60的底部开设有限位槽a外,所述背胶模具60的前侧开设有胶带导引槽b,该胶带导引槽b位于所述限位槽a的正上方且与限位槽a相连通,所述胶带导引槽b的宽度小于所述限位槽a。
28.在生产时,通过第一翻折模具10对自第一放料辊70输出的导电布进行初次翻折处理以使得导电布翻折形成与泡棉外形大体符合的形状,通过第二翻折模具20对导电布进行二次翻折处理,使得导电布能够良好的包裹在自第二放料辊80输出并穿过所述第一翻折模具10的泡棉外表面,然后采用预成型模具30将包裹有导电布的泡棉进行挤压预成型,之后通过加热模具40进行加热使得导电布与泡棉粘接、通过冷却模具50进行冷却成型避免导电
布受热后翘起、背胶模具60将自第三放料辊90输出的胶带背胶到导电泡棉上,最后进行裁切获得所需尺寸的导电泡棉产品,从而实现了一模可多线成型,生产效率呈倍数增长,大大提升了产能效率。
29.以上对本实用新型所提供的技术方案进行了详细介绍。本文中应用了具体个例对本实用新型的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本实用新型的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以对本实用新型进行若干改进和修饰,这些改进和修饰也落入本实用新型权利要求的保护范围内。
技术特征:
1.一种导电泡棉的多线成型套模,其特征在于:包括沿输料方向依次排列的第一翻折模具、第二翻折模具、预成型模具、加热模具、冷却模具与背胶模具,若干条导电布经过所述第一翻折模具与第二翻折模具的两次翻折后一一对应包裹在若干条泡棉的外表面,所述预成型模具对包裹有导电布的泡棉进行预成型后输出至所述加热模具,所述加热模具与冷却模具依次对包裹有导电布的泡棉进行加热处理与冷却处理,所述背胶模具对冷却处理后的导电泡棉进行背胶处理后送至裁切工位;所述第一翻折模具的底部设置有若干第一翻折槽,在所述第一翻折槽上方的第一翻折模具上还开设有供泡棉穿过的若干通孔;所述第二翻折模具的底部与所述第一翻折槽相适应的位置设置有第二翻折槽。2.根据权利要求1所述的导电泡棉的多线成型套模,其特征在于:所述通孔位于所述第一翻折槽的斜上方。3.根据权利要求2所述的导电泡棉的多线成型套模,其特征在于:所述第一翻折槽与第二翻折槽在输料方向上并排设置。4.根据权利要求1或2或3所述的导电泡棉的多线成型套模,其特征在于:所述第一翻折槽与第二翻折槽的结构一致。5.根据权利要求1所述的导电泡棉的多线成型套模,其特征在于:所述预成型模具、加热模具以及冷却模具的底部均开设有数量一致的限位槽,该限位槽的宽度与包裹有导电布的泡棉宽度一致。
技术总结
本实用新型公开了一种导电泡棉的多线成型套模,包括沿输料方向依次排列的第一翻折模具、第二翻折模具、预成型模具、加热模具、冷却模具与背胶模具,若干条导电布经过所述第一翻折模具与第二翻折模具的两次翻折后一一对应包裹在若干条泡棉的外表面,所述预成型模具对包裹有导电布的泡棉进行预成型后输出至所述加热模具,所述加热模具与冷却模具依次对包裹有导电布的泡棉进行加热处理与冷却处理,所述背胶模具对冷却处理后的导电泡棉进行背胶处理后送至裁切工位。其显著效果是:实现了一模多线成型,生产效率呈倍数增长,大大提升了产能效率。能效率。能效率。
技术研发人员:麦家辉
受保护的技术使用者:川扬电子(重庆)有限公司
技术研发日:2021.12.21
技术公布日:2022/6/7
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。