1.本发明涉及一种复合材料及其制备方法,特别涉及一种重包装膜中层复合材料及其制备方法,具体涉及一种熔融共混线性低密度聚乙烯/高密度聚乙烯/ 茂金属聚乙烯(lldpe/hdpe/mlldpe)复合材料及其制备方法。
背景技术:
2.随着包装业的迅猛发展,重包装膜袋已经成为一种包装发展潮流,传统的复合膜编织袋已远远不能满足如今大工业生产的需求,重包装膜袋完全替代编织袋已成为趋势。
3.重包装膜袋与其它包装袋相比,具有使用方便、美观、防潮、防尘性好等特点,因此,是合成树脂产品包装的发展趋势。
4.重包装膜主要用于固体石油化工产品如催化剂、化肥、合成树脂等商品的包装。为了达到较好的包装效果,要求膜的热封性能好,挺括度好,耐穿刺性、强度、印刷性好、光泽度高和堆码性好。目前,国产重包装膜袋与进口重包装膜袋相比,存在着膜的热封性及外观差、耐穿刺性和印刷性不好,吸尘等缺点,并且原料主要使用进口料,膜袋价格昂贵。因此,国产大量化工品仍用编织袋包装,包装档次低;而特殊防潮防光包装,目前国内主要采用多层复合纸袋,封口强度较低。为提高产品竞争力,使用重包装膜袋比多层纸复合袋成本低,封口容易。
5.国外,合成树脂主要采用重包装膜袋进行包装,国外的重包装膜袋主要是使用茂金属聚乙烯和中密度聚乙烯共混生产的,其包装袋的强度高,耐穿刺性强。国内固体化工品包装主要以编织袋为主,这种包装存在吸尘、吸湿等问题。
6.cn201910366748.6涉及一种具有良好气密性的三层复合高档米袋及其制备方法该发明公开一种具有良好气密性的三层复合高档米袋及其制备方法,包括如下步骤:制作类宣纸步骤:将木浆送入抄纸机内,制得类宣纸,制作复合膜步骤:依次将类宣纸、尼龙膜和聚乙烯膜复合在一起,制得复合膜,制作米袋步骤:利用复合膜材料制作米袋,该具有良好气密性的三层复合高档米袋制备的过程当中,类宣纸表面有明显的弯曲状或直线状纤维束,呈现一种自然之美的艺术质感,并且具有极好的耐压性能和良好的气密性,制备出的具有良好气密性的三层复合高档米袋,不仅具有稳定的尺寸,与大米下料斗的下料口外径配合良好,实现大米包装自动化控制,并且该米袋撑开后呈立体的长方体包装空间,使得米袋具有优良的承重能力。
7.cn201711347873.x涉及一种多层复合膜及其制备方法本发明提供一种多层复合膜及其制备方法。其中所述多层复合膜包括上下层膜和中间层膜;所述中间层膜的组分包括纳米陶瓷颗粒与聚乙烯;所述上下层膜的组分均为聚烯烃类物质。发明提供的多层结构和多原料组成的多层复合膜比现有技术中的常规湿法生产的单一原料隔膜具有更优异的热学和力学性能,提高生产动力电池产品的安全性,在动力电池领域有更好的应用前景。
8.cn201510925042.0涉及一种医用多层复合防粘连膜及其制备方法该发明属于生物医学技术领域,特别涉及一种医用多层复合防粘连膜及其制备方法。多层复合防粘连膜
包括一层凝胶膜,凝胶膜的单面或双面为水溶性膜。制备时, 可以先制备一层凝胶膜,再在凝胶膜的单面或双面流延水溶性膜;也可以先分别制备凝胶膜和水溶性膜,再将凝胶膜和水溶性膜在少量水环境下复合。该发明的多层复合防粘连膜,一方面可以通过水溶性膜的缓慢溶解使防粘连膜与组织器官粘合,避免手术过程中防粘连膜缝合固定的操作,另一方面可以通过凝胶膜的稳定存在,使防粘连膜植入体内较长时间后仍能起到机械支撑和物理屏障的作用,从而抑制术后粘连的发生。该多层复合防粘连膜在心脏、腹腔、盆腔等部位手术后的粘连预防中具有广泛的应用价值。
9.cn201410053594.2涉及纯pe三层塑料薄膜、由其制备的棱角包装袋及其生产方法该发明涉及塑料薄膜制造技术领域,具体地说是一种纯pe三层塑料薄膜,所述薄膜包括外层、中间层和内层,所述外层包括下列重量百分比的原料:茂金属78-90%、低密度聚乙烯6-15%、高密度聚乙烯3-5.5%、爽滑剂 0.8-3.2%,所述中间层包括下列重量百分比的原料:茂金属70-85%、低密度聚乙烯12-25%、高密度聚乙烯2-5%、爽滑剂0.8-2.5%,所述内层包括下列重量百分比的原料:茂金属70-85%、低密度聚乙烯12-25%、爽滑剂1-5%;本发明同现有技术相比,在保证塑料薄膜坚挺度、强度的前提下,可使得包装袋四边封棱角处的边角热封距离控制达到了仅仅有5毫米以内,且突破了传统pe行业的弊端,四边封袋至今未触及pe行业,大部分运用于复合膜,从而简化了生产工艺,在保证外包装袋美观的同时,可以大大降低使用复合膜厂家的包装成本。
10.cn201210318973.0涉及一种基于药用包装的三层共挤复合膜该发明涉及一种复合膜,特别是指药用包装上使用的三层共挤复合膜。本发明采用如下技术方案,一种基于药用包装的三层共挤复合膜,其特征在于:包括有一层改性聚酰胺、一层改性线性低密度聚乙烯和一层黏结层,其中黏结层设置在改性聚酰胺层和改性线性低密度聚乙烯层之间,黏结层与改性线性低密度聚乙烯层和改性聚酰胺层分别构成粘贴配合。通过采用上述方案,本发明克服了现有技术存在的缺陷,提供了一种满足医用输液袋包装的一些基本要求,如热封性能、可印刷性、耐121℃蒸煮、透明度及(抗冲击)强度的新型的基于药用包装的三层共挤复合膜。
11.cn201821607167.4涉及一种软包装复合膜本实用新型属于塑料包装技术领域,公开了一种软包装复合膜,包括由外向内依次设置的承印层、阻隔层和热封层,所述热封层为低密度聚乙烯、聚烯烃弹性体和茂金属聚乙烯的混合层,该复合结构使得热封层具有良好的阻隔性,避免了软包装复合膜内容物渗透热封层腐蚀黏合剂层导致复合膜腐蚀分层问题。此外,本发明的热封层还具有良好的机械性能、优异的低温热封性和抗污染能力。
12.目前高档包装膜袋存在原料全部依赖进口、成本高和膜袋破损率高等问题,如何使用国产料替代进口料生产出高档重包装膜用的中层专用料,成为本领域亟待解决的技术问题。
13.而如何提高重包装膜的拉伸屈服强度、撕裂强度和耐穿刺强度成为解决问题的关键,通过微交联技术可以提高重包装膜袋的拉伸屈服强度和撕裂强度达到满足重包装膜的使用要求。从而制备出一种高强度重包装膜中层料,成为本领域亟待解决的技术问题。
技术实现要素:
14.本发明针对现有技术的上述不足,提供一种具有高拉伸强度和高耐穿刺强度的高
1.0g/10min,密度0.949-0.955g/cm3;mlldpe,熔体流动速率 1.3-1.8g/10min,密度0.924-0.929g/cm3。
39.lldpe,0.05-0.15重量份;mlldpe,0.1-0.3重量份;hdpe,0.5-0.7重量份;增强母料,0.01-0.02重量份。
40.本发明还提供一种上述重包装膜中层料的制备方法,具体步骤为:
41.(1)增强母料的制备:称取适量纳米级滑石粉和纳米级二氧化硅分别为 1%
‑‑
5%、纳米级钛白粉20%-25%、硬脂酸钙或硬脂酸锌1
‰
、1076 1
‰
、 lldpe粉(熔体流动速率1.5-2.5g/10min,密度0.917-0.923g/cm3)70%。
42.(2)将上述各种物料按照配方比例在高速混合机中混合3-5min;
43.(3)在双螺杆挤出机中进行挤出造粒,螺杆转速为55一150rpm,温度为160一190℃的条件下即可得到增强母料。
44.(4)把性低密度聚乙烯/高密度聚乙烯/茂金属聚乙烯、增强母料经高速混合机中混合3-5min,置于吹膜机中,在160℃一190℃条件下熔融共混制备高强度重包装膜。
45.与现有技术相比,本发明具有以下优点:
46.本发明采用了熔融共混的方法,在熔融共混后,产生了微交联结构,大大提高了重包装膜中层复合材料的拉伸强度和落标冲击强度,本发明制备出具有高强度和高耐穿刺性能的重包装膜中层复合材料,满足重包装膜中层复合材料的使用要求。
47.重包装膜中层复合材料要求具有优良的耐穿刺性能和优良高空跌落性能。本发明首次采用lldpe/hdpe/mlldpe加入增强母料混合吹膜来改善重包装膜中层复合材料的耐穿刺性和提高其拉伸强度。增强剂粒子与树脂中若干大分子链相结合,形成交联结构。当其中的一条分子链受到应力时,就通过交联点将应力分散传递到其它分子上。如果一条链断裂,其它链可起同样的加固作用,不致迅速危及全体,在lldpe/hdpe/mlldpe中加入本发明的增强母料可明显起到重包装膜的增强作用,满足重包装膜的高刚性、高韧性的使用要求。同时增强母料含有纳米级二氧化硅,将适量的增强母料添加到线性低密度聚乙烯、高密度聚乙烯和茂金属聚乙烯中可以起到增韧增强的效果,提高重包装膜中层复合材料的各项力学性能,满足重包装膜中层复合材料的使用要求。
具体实施方式
48.下面结合具体实施例,进一步阐述本发明。应理解,这些实施例仅用于说明本发明而不用于限制本发明的范围。此外应理解,在阅读了本发明讲授的内容之后,本领域技术人员可以对本发明做各种改动或修改,这些等价形式同样落于本发明所附的权利要求书所限定的范围。
49.实施例1
50.(1)增强母料的制备:称取纳米级滑石粉和纳米级二氧化硅分别为1%和5%、纳米级钛白粉24%、硬脂酸钙或硬脂酸锌1
‰
、1076 1
‰
、lldpe 粉(熔体流动速率2.0g/10min,密度0.918g/cm3)70%。
51.(2)将上述各种物料按照配方比例在高速混合机种混合5min;
52.(3)把混合后的原料置于双螺杆挤出机中进行挤出造粒,转速为55一 150rpm,温度为160一190℃的条件下即可得到增强母料。
53.(4)重包装膜中层料,该材料按以下重量份数的各组分制备而成:
54.lldpe的熔体流动速率为2.0g/10min,密度为0.918g/cm3;hdpe的熔体流动速率为0.8g/10min,密度0.954g/cm3;mlldpe的熔体流动速率为 1.3g/10min,密度为0.926g/cm3。
55.lldpe,0.15重量份;mlldpe,0.15重量份;hdpe,0.7重量份;增强母料,0.01重量份。
56.(5)将上述各种物料按照配方比例在高速混合机种混合5min;
57.(6)在螺杆直径为45mm的吹膜机组上,吹膜温度为169-190℃条件下吹膜制得测试薄膜,进行测试。
58.实施例2
59.(1)增强母料的制备:称取纳米级滑石粉和纳米级二氧化硅分别为1%和5%、纳米级钛白粉24%、硬脂酸钙或硬脂酸锌1
‰
、1076 1
‰
、lldpe 粉(熔体流动速率2.0g/10min,密度0.918g/cm3)70%。
60.(2)然后将上述各种物料按照配方比例在高速混合机种混合4min;
61.(3)在双螺杆挤出机中进行挤出造粒转速为55一150rpm,温度为160 一190℃的条件下即可得到增强母料。
62.(4)重包装膜中层料,该材料由以下重量份数的各组分制备而成:
63.lldpe的熔体流动速率为2.0g/10min,密度为0.918g/cm3;hdpe的熔体流动速率为0.8g/10min,密度0.954g/cm3;mlldpe的熔体流动速率为 1.3g/10min,密度为0.926g/cm3。
64.lldpe,0.1重量份;mlldpe,0.20重量份;hdpe,0.7重量份;增强母料,0.01重量份。
65.(5)将上述各种物料按照配方比例在高速混合机种混合5min;
66.(6)在螺杆直径为45mm的吹膜机组上,吹膜温度为169-190℃条件下进行吹膜制得测试薄膜,进行测试。
67.实施例3
68.(1)增强母料的制备:称取适量纳米级滑石粉和纳米级二氧化硅分别为 1%和5%、纳米级钛白粉24%、硬脂酸钙或硬脂酸锌1
‰
、1076 1
‰
、lldpe 粉(熔体流动速率2.0g/10min,密度0.918g/cm3)70%。
69.(2)将上述各种物料按照配方比例在高速混合机种混合5min;
70.(3)在双螺杆挤出机中进行挤出造粒转速为55一150rpm,温度为160 一190℃的条件下即可得到增强母料。
71.(4)重包装膜中层料,该材料由以下重量百分比份数的各组分制备而成:
72.lldpe的熔体流动速率为2.0g/10min,密度为0.918g/cm3,hdpe的熔体流动速率为0.8g/10min,密度0.954g/cm3,mlldpe的熔体流动速率为 1.3g/10min,密度为0.926g/cm3。
73.lldpe,0.5重量份;mlldpe,0.25重量份;hdpe,0.7重量份;增强母料,0.01重量份。
74.(5)然后,将上述各种物料按照配方比例在高速混合机种混合5min;
75.(6)在螺杆直径为45mm的吹膜机组上,加工温度为160-190℃进行吹膜,制得测试薄膜,进行测试。
76.实施例4
77.(1)增强母料的制备:称取适量纳米级滑石粉和纳米级二氧化硅分别为 1%和5%、纳米级钛白粉24%、硬脂酸钙或硬脂酸锌1
‰
、1076 1
‰
、lldpe 粉(熔体流动速率
2.0g/10min,密度0.918g/cm3)70%。
78.(2)然后将上述各种物料按照配方比例在高速混合机种混合5min;
79.(3)在双螺杆挤出机中进行挤出造粒转速为55一150rpm,温度为160 一190℃的条件下即可得到增强母料。
80.(4)用以下各种物料按重量份数的各掺混就能等到重包装膜中层料:
81.lldpe的熔体流动速率为2.0g/10min,密度为0.918g/cm3,hdpe的熔体流动速率为0.8g/10min,密度0.954g/cm3,mlldpe的熔体流动速率为 1.3g/10min,密度为0.926g/cm3。
82.lldpe,0.05重量份;mlldpe,0.3重量份;hdpe,0.65重量份;增强母料,0.01重量份。
83.(5)然后,将上述各种物料按照配方比例在高速混合机种混合5min;
84.(6)在螺杆直径为45mm的膜机组上,加工温度为160-190℃进行吹膜,制得测试薄膜,进行测试。
85.实施例5
86.(1)增强母料的制备:称取适量纳米级滑石粉和纳米级二氧化硅分别为 1%和5%、纳米级钛白粉24%、硬脂酸钙或硬脂酸锌1
‰
、1076 1
‰
、lldpe 粉(熔体流动速率2.0g/10min,密度0.918g/cm3)70%。
87.(2)然后将上述各种物料按照配方比例在高速混合机种混合4min;
88.(3)在双螺杆挤出机中进行挤出造粒转速为55一150rpm,温度为160 一190℃的条件下即可得到增强母料。
89.(4)重包装膜中层料,该材料由以下重量份数的各组分制备而成:
90.lldpe的熔体流动速率为2.0g/10min,密度为0.918g/cm3;hdpe的熔体流动速率为0.8g/10min,密度0.954g/cm3;mlldpe的熔体流动速率为 1.3g/10min,密度为0.926g/cm3。
91.lldpe,0.1重量份;mlldpe,0.25重量份;hdpe,0.65重量份;增强母料,0.01重量份。
92.(5)然后,将上述各种物料按照配方比例在高速混合机种混合5min;
93.(6)在螺杆直径为45mm的吹膜机组上加工温度为160-190℃进行吹膜制得测试薄膜,进行测试。
94.实施例6
95.(1)增强母料的制备:称取适量纳米级滑石粉和纳米级二氧化硅分别为1%和5%、纳米级钛白粉24%、硬脂酸钙或硬脂酸锌1
‰
、1076 1
‰
、lldpe 粉(熔体流动速率2.0g/10min,密度0.918g/cm3)70%。
96.(2)然后将上述各种物料按照配方比例在高速混合机种混合5min;
97.(3)在双螺杆挤出机中进行挤出造粒转速为55一150rpm,温度为160 一190℃的条件下即可得到增强母料。
98.(4)重包装膜中层料,该材料由以下重量份数的各组分制备而成:
99.lldpe的熔体流动速率为2.0g/10min,密度为0.918g/cm3,hdpe的熔体流动速率为0.8g/10min,密度0.954g/cm3,mlldpe的熔体流动速率为 1.5g/10min,密度为0.926g/cm3。
100.lldpe,0.15重量份,mlldpe,0.2重量份,hdpe,0.65重量份,增强母料,0.01重量份。
101.(5)然后,将上述各种物料按照配方比例在高速混合机种混合5min;
102.(6)在螺杆直径为45mm的吹膜机组上加工温度为160-190℃进行吹膜制得测试薄膜,进行测试。
103.实施例7
104.(1)增强母料的制备:称取适量纳米级滑石粉和纳米级二氧化硅分别为 1%和5%、纳米级钛白粉24%、硬脂酸钙或硬脂酸锌1
‰
、1076 1
‰
、lldpe 粉(熔体流动速率2.0g/10min,密度0.918g/cm3)70%。
105.(2)然后将上述各种物料按照配方比例在高速混合机种混合5min;
106.(3)在双螺杆挤出机中进行挤出造粒转速为55一150rpm,温度为160 一190℃的条件下即可得到增强母料。
107.(4)重包装膜中层料,该材料由以下重量份数的各组分制备而成:
108.lldpe的熔体流动速率为2.0g/10min,密度为0.918g/cm3,hdpe的熔体流动速率为0.8g/10min,密度0.954g/cm3,mlldpe的熔体流动速率为 1.8g/10min,密度为0.927g/cm3。
109.lldpe,0.1重量份;mlldpe,0.3重量份;hdpe,0.60重量份;增强母,0.01重量份。
110.(5)然后,将上述各种物料按照配方比例在高速混合机种混合5min;
111.(6)在螺杆直径为45mm的吹膜机组上加工温度为160-190℃进行吹膜制得测试薄膜,进行测试。
112.实施例8
113.(1)增强母料的制备:称取适量纳米级滑石粉和纳米级二氧化硅分别为 1%和5%、纳米级钛白粉24%、硬脂酸钙或硬脂酸锌1
‰
、1076 1
‰
、lldpe 粉(熔体流动速率2.0g/10min,密度0.918g/cm3)70%。
114.(2)然后将上述各种物料按照配方比例在高速混合机种混合4min;
115.(3)在双螺杆挤出机中进行挤出造粒转速为55一150rpm,温度为160一 190℃的条件下即可得到增强母料。
116.(4)重包装膜中层料,该材料由以下重量份数的各组分制备而成:
117.lldpe的熔体流动速率为2.0g/10min,密度为0.918g/cm3,hdpe的熔体流动速率为0.8g/10min,密度0.954g/cm3,mlldpe的熔体流动速率为 1.8g/10min,密度为0.926g/cm3。
118.lldpe,0.15重量份;mlldpe,0.25重量份;hdpe,0.60重量份;增强母料,0.01重量份。
119.(5)然后,将上述各种物料按照配方比例在高速混合机种混合5min;
120.(6)在螺杆直径为45mm的吹膜机组上加工温度为160-190℃进行吹膜制得测试薄膜,进行测试。
121.实施例9
122.(1)增强母料的制备:称取适量纳米级滑石粉和纳米级二氧化硅分别为 1%和5%、纳米级钛白粉24%、硬脂酸钙或硬脂酸锌1
‰
、1076 1
‰
、lldpe 粉(熔体流动速率2.0g/10min,密度0.918g/cm3)70%。
123.(2)然后将上述各种物料按照配方比例在高速混合机种混合5min;
124.(3)在双螺杆挤出机中进行挤出造粒转速为55一150rpm,温度为160一 190℃的条件下即可得到增强母料。
125.(4)重包装膜中层料,该材料由以下重量份数的各组分制备而成:
126.lldpe的熔体流动速率为2.0g/10min,密度为0.918g/cm3,hdpe的熔体流动速率为0.8g/10min,密度0.954g/cm3,mlldpe的熔体流动速率为 1.8g/10min,密度为0.926g/cm3。
127.lldpe,0.1重量份;mlldpe,0.3重量份;hdpe,0.6重量份;增强母料,0.01重量份。
128.(5)然后,将上述各种物料按照配方比例在高速混合机种混合5min;
129.(6)在螺杆直径为45mm的吹膜机组上加工温度为160-190℃进行吹膜制得测试薄膜,进行测试。
130.实施例10
131.增强母料的制备:称取适量纳米级滑石粉和纳米级二氧化硅分别为1%和5%、纳米级钛白粉24%、硬脂酸钙或硬脂酸锌1
‰
、1076 1
‰
、lldpe粉(熔体流动速率2.0g/10min,密度0.918g/cm3)70%。
132.(2)然后将上述各种物料按照配方比例在高速混合机种混合4min;
133.(3)在双螺杆挤出机中进行挤出造粒转速为55一150rpm,温度为160一 190℃的条件下即可得到增强母料。
134.(4)重包装膜中层料,该材料由以下重量份数的各组分制备而成:
135.lldpe的熔体流动速率为2.0g/10min,密度为0.918g/cm3,hdpe的熔体流动速率为0.8g/10min,密度0.954g/cm3,mlldpe的熔体流动速率为 1.8g/10min,密度为0.926g/cm3。
136.lldpe,0.15重量份;mlldpe,0.3重量份;hdpe,0.55重量份;增强母料,0.01重量份。
137.(5)然后,将上述各种物料按照配方比例在高速混合机种混合5min;
138.(6)在螺杆直径为45mm的吹膜机组上加工温度为160-190℃进行吹膜制得测试薄膜,进行测试。
139.实施例11
140.(1)增强母料的制备:称取适量纳米级滑石粉和纳米级二氧化硅分别为 1%和5%、纳米级钛白粉24%、硬脂酸钙或硬脂酸锌1
‰
、1076 1
‰
、lldpe 粉(熔体流动速率2.0g/10min,密度0.918g/cm3)70%。
141.(2)然后将上述各种物料按照配方比例在高速混合机种混合5min;
142.(3)在双螺杆挤出机中进行挤出造粒转速为55一150rpm,温度为160 一190℃的条件下即可得到增强母料。
143.(4)重包装膜中层料,该材料按以下重量份数的各组分制备而成:
144.lldpe的熔体流动速率为2.0g/10min,密度为0.918g/cm3,hdpe的熔体流动速率为1.0g/10min,密度0.952g/cm3,mlldpe的熔体流动速率为 1.8g/10min,密度为0.927g/cm3。
145.lldpe,0.15重量份;mlldpe,0.15重量份;hdpe,0.7重量份;增强母料,0.02重量份。
146.(5)然后,将上述各种物料按照配方比例在高速混合机种混合5min;
147.(6)在螺杆直径为45mm的吹膜机组上,吹膜温度为169-190℃条件下进行吹膜制得测试薄膜,进行测试。
148.实施例12
149.(1)增强母料的制备:称取适量纳米级滑石粉和纳米级二氧化硅分别为 1%和
5%、纳米级钛白粉24%、硬脂酸钙或硬脂酸锌1
‰
、1076 1
‰
、lldpe 粉(熔体流动速率2.0g/10min,密度0.918g/cm3)70%。
150.(2)然后将上述各种物料按照配方比例在高速混合机种混合3-5min;
151.(3)在双螺杆挤出机中进行挤出造粒转速为55一150rpm,温度为160 一190℃的条件下即可得到增强母料。
152.(4)重包装膜中层料,该材料由以下重量份数的各组分制备而成:
153.lldpe的熔体流动速率为2.0g/10min,密度为0.918g/cm3,hdpe的熔体流动速率为1.0g/10min,密度0.953g/cm3,mlldpe的熔体流动速率为 1.8g/10min,密度为0.926g/cm3。
154.lldpe,0.1重量份;mlldpe,0.20重量份;hdpe,0.7重量份;增强母料,0.02重量份。
155.(5)然后,将上述各种物料按照配方比例在高速混合机种混合5min;
156.(6)在螺杆直径为45mm的吹膜机组上,吹膜温度为169-190℃条件下进行吹膜制得测试薄膜,进行测试。
157.实施例13
158.(1)增强母料的制备:称取适量纳米级滑石粉和纳米级二氧化硅分别为 1%和5%、纳米级钛白粉24%、硬脂酸钙或硬脂酸锌1
‰
、1076 1
‰
、lldpe 粉(熔体流动速率2.0g/10min,密度0.918g/cm3)70%。
159.(2)然后将上述各种物料按照配方比例在高速混合机种混合5min;
160.(3)在双螺杆挤出机中进行挤出造粒转速为55一150rpm,温度为160 一190℃的条件下即可得到增强母料。
161.(4)重包装膜中层料,该材料由以下重量百分比份数的各组分制备而成:
162.lldpe的熔体流动速率为2.0g/10min,密度为0.918g/cm3,hdpe的熔体流动速率为0.8g/10min,密度0.954g/cm3,mlldpe的熔体流动速率为1.8g/10min,密度为0.926g/cm3。
163.lldpe,0.5重量份;mlldpe,0.25重量份;hdpe,0.7重量份;增强母料,0.02重量份。
164.(5)然后,将上述各种物料按照配方比例在高速混合机种混合5min;
165.(6)在螺杆直径为45mm的吹膜机组上加工温度为160-190℃进行吹膜制得测试薄膜,进行测试。
166.实施例14
167.(1)增强母料的制备:称取适量纳米级滑石粉和纳米级二氧化硅分别为 1%和5%、纳米级钛白粉24%、硬脂酸钙或硬脂酸锌1
‰
、1076 1
‰
、lldpe 粉(熔体流动速率2.0g/10min,密度0.918g/cm3)70%。
168.(2)然后将上述各种物料按照配方比例在高速混合机种混合5min;
169.(3)在双螺杆挤出机中进行挤出造粒转速为55一150rpm,温度为160 一190℃的条件下即可得到增强母料。
170.(4)用以下各种物料按重量份数的各掺混就能等到重包装膜中层料:
171.lldpe的熔体流动速率为2.0g/10min,密度为0.918g/cm3,hdpe的熔体流动速率为0.8g/10min,密度0.954g/cm3,mlldpe的熔体流动速率为 1.8g/10min,密度为0.927g/cm3。
172.lldpe,0.05重量份;mlldpe,0.3重量份;hdpe,0.65重量份;增强母料,0.02重量份。
173.(5)然后,将上述各种物料按照配方比例在高速混合机种混合5min;
174.(6)在螺杆直径为45mm的吹膜机组上加工温度为160-190℃进行吹膜制得测试薄膜,进行测试。
175.实施例15
176.(1)增强母料的制备:称取适量纳米级滑石粉和纳米级二氧化硅分别为 1%和5%、纳米级钛白粉24%、硬脂酸钙或硬脂酸锌1
‰
、1076 1
‰
、lldpe 粉(熔体流动速率2.0g/10min,密度0.918g/cm3)70%。
177.(2)然后将上述各种物料按照配方比例在高速混合机种混合5min;
178.(3)在双螺杆挤出机中进行挤出造粒转速为55一150rpm,温度为160 一190℃的条件下即可得到增强母料。
179.(4)重包装膜中层料,该材料由以下重量份数的各组分制备而成:
180.lldpe的熔体流动速率为2.0g/10min,密度为0.918g/cm3,hdpe的熔体流动速率为1.0g/10min,密度0.954g/cm3,mlldpe的熔体流动速率为 1.8g/10min,密度为0.926g/cm3。
181.lldpe,0.1重量份,mlldpe,0.25重量份,hdpe,0.65重量份,增强母料,0.02重量份。
182.(5)然后,将上述各种物料按照配方比例在高速混合机种混合5min;
183.(6)在螺杆直径为45mm的吹膜机组上加工温度为160-190℃进行吹膜制得测试薄膜,进行测试。
184.实施例16
185.(1)增强母料的制备:称取适量纳米级滑石粉和纳米级二氧化硅分别为 1%和5%、纳米级钛白粉24%、硬脂酸钙或硬脂酸锌1
‰
、1076 1
‰
、lldpe 粉(熔体流动速率2.0g/10min,密度0.918g/cm3)70%。
186.(2)然后将上述各种物料按照配方比例在高速混合机种混合5min;
187.(3)在双螺杆挤出机中进行挤出造粒转速为55一150rpm,温度为160 一190℃的条件下即可得到增强母料。
188.(4)重包装膜中层料,该材料由以下重量份数的各组分制备而成:
189.lldpe的熔体流动速率为2.0g/10min,密度为0.918g/cm3,hdpe的熔体流动速率为0.8g/10min,密度0.954g/cm3,mlldpe的熔体流动速率为 1.3g/10min,密度为0.926g/cm3。
190.lldpe,0.15重量份,mlldpe,0.2重量份,hdpe,0.65重量份,增强母料,0.01重量份。
191.(5)然后,将上述各种物料按照配方比例在高速混合机种混合5min;
192.(6)在螺杆直径为45mm的吹膜机组上加工温度为160-190℃进行吹膜制得测试薄膜,进行测试。
193.实施例17
194.(1)增强母料的制备:称取适量纳米级滑石粉和纳米级二氧化硅分别为 1%和5%、纳米级钛白粉24%、硬脂酸钙或硬脂酸锌1
‰
、1076 1
‰
、lldpe 粉(熔体流动速率2.0g/10min,密度0.918g/cm3)70%。
195.(2)然后将上述各种物料按照配方比例在高速混合机种混合5min;
196.(3)在双螺杆挤出机中进行挤出造粒转速为55一150rpm,温度为160 一190℃的条件下即可得到增强母料。
197.(4)重包装膜中层料,该材料由以下重量份数的各组分制备而成:
198.lldpe的熔体流动速率为2.0g/10min,密度为0.918g/cm3,hdpe的熔体流动速率为0.8g/10min,密度0.954g/cm3,mlldpe的熔体流动速率为1.3g/10min,密度为0.926g/cm3。
199.lldpe,0.1重量份,mlldpe,0.3重量份,hdpe,0.60重量份,增强母料,0.02重量份。
200.(5)然后,将上述各种物料按照配方比例在高速混合机种混合5min;
201.(6)在螺杆直径为45mm的吹膜机组上加工温度为160-190℃进行吹膜制得测试薄膜,进行测试。
202.实施例18
203.(1)增强母料的制备:称取适量纳米级滑石粉和纳米级二氧化硅分别为 1%和5%、纳米级钛白粉24%、硬脂酸钙或硬脂酸锌1
‰
、1076 1
‰
、lldpe 粉(熔体流动速率2.0g/10min,密度0.918g/cm3)70%。
204.(2)然后将上述各种物料按照配方比例在高速混合机种混合4min;
205.(3)在双螺杆挤出机中进行挤出造粒转速为55一150rpm,温度为160一 190℃的条件下即可得到增强母料。
206.(4)重包装膜中层料,该材料由以下重量份数的各组分制备而成:
207.lldpe的熔体流动速率为2.0g/10min,密度为0.918g/cm3,hdpe的熔体流动速率为0.8g/10min,密度0.954g/cm3,mlldpe的熔体流动速率为 1.3g/10min,密度为0.926g/cm3。
208.lldpe,0.15重量份;mlldpe,0.25重量份;hdpe,0.60重量份;增强母料,0.02重量份。
209.(5)然后,将上述各种物料按照配方比例在高速混合机种混合5min;
210.(6)在螺杆直径为45mm的吹膜机组上,加工温度为160-190℃进行吹膜制得测试薄膜,进行测试。
211.实施例19
212.(1)增强母料的制备:称取适量纳米级滑石粉和纳米级二氧化硅分别为 1%和5%、纳米级钛白粉24%、硬脂酸钙或硬脂酸锌1
‰
、1076 1
‰
、lldpe 粉(熔体流动速率2.0g/10min,密度0.918g/cm3)70%。
213.(2)然后将上述各种物料按照配方比例在高速混合机种混合5min;
214.(3)在双螺杆挤出机中进行挤出造粒转速为55一150rpm,温度为160 一190℃的条件下即可得到增强母料。
215.(4)重包装膜中层料,该材料由以下重量份数的各组分制备而成:
216.lldpe的熔体流动速率为2.0g/10min,密度为0.918g/cm3,hdpe的熔体流动速率为0.8g/10min,密度0.954g/cm3,mlldpe的熔体流动速率为 1.3g/10min,密度为0.926g/cm3。
217.lldpe,0.1重量份;mlldpe,0.3重量份;hdpe,0.6重量份;增强母料,0.01重量份。
218.(5)然后,将上述各种物料按照配方比例在高速混合机种混合5min;
219.(6)在螺杆直径为45mm的吹膜机组上,加工温度为160-190℃进行吹膜制得测试薄膜,进行测试。
220.实施例20
221.(1)增强母料的制备:称取适量纳米级滑石粉和纳米级二氧化硅分别为 1%和5%、纳米级钛白粉24%、硬脂酸钙或硬脂酸锌1
‰
、1076 1
‰
、lldpe 粉(熔体流动速率
2.0g/10min,密度0.918g/cm3)70%。
222.(2)然后将上述各种物料按照配方比例在高速混合机种混合5min;
223.(3)在双螺杆挤出机中进行挤出造粒转速为55一150rpm,温度为160 一190℃的条件下即可得到增强母料。
224.(4)重包装膜中层料,该材料由以下重量份数的各组分制备而成:
225.lldpe的熔体流动速率为2.0g/10min,密度为0.918g/cm3,hdpe的熔体流动速率为0.8g/10min,密度0.954g/cm3,mlldpe的熔体流动速率为 1.3g/10min,密度为0.926g/cm3。
226.lldpe,0.15重量份;mlldpe,0.3重量份;hdpe,0.55重量份;增强母料,0.02重量份。
227.(5)然后,将上述各种物料按照配方比例在高速混合机种混合5min;
228.(6)在螺杆直径为45mm的吹膜机组上,加工温度为160-190℃进行吹膜制得测试薄膜,进行测试。
229.对比例1
230.(1)按照实施例1的方法,不加增强母料生产重包装膜中层料,该材料按以下重量份数的各组分制备而成:
231.lldpe的熔体流动速率为2.0g/10min,密度为0.918g/cm3;hdpe的熔体流动速率为0.8g/10min,密度0.954g/cm3;mlldpe的熔体流动速率为 1.3g/10min,密度为0.926g/cm3。
232.lldpe,0.15重量份;mlldpe,0.15重量份;hdpe,0.7重量份。
233.(2)将上述各种物料按照配方比例在高速混合机种混合5min;
234.(3)在螺杆直径为45mm的吹膜机组上,吹膜温度为169-190℃条件下吹膜制得测试薄膜,进行测试。
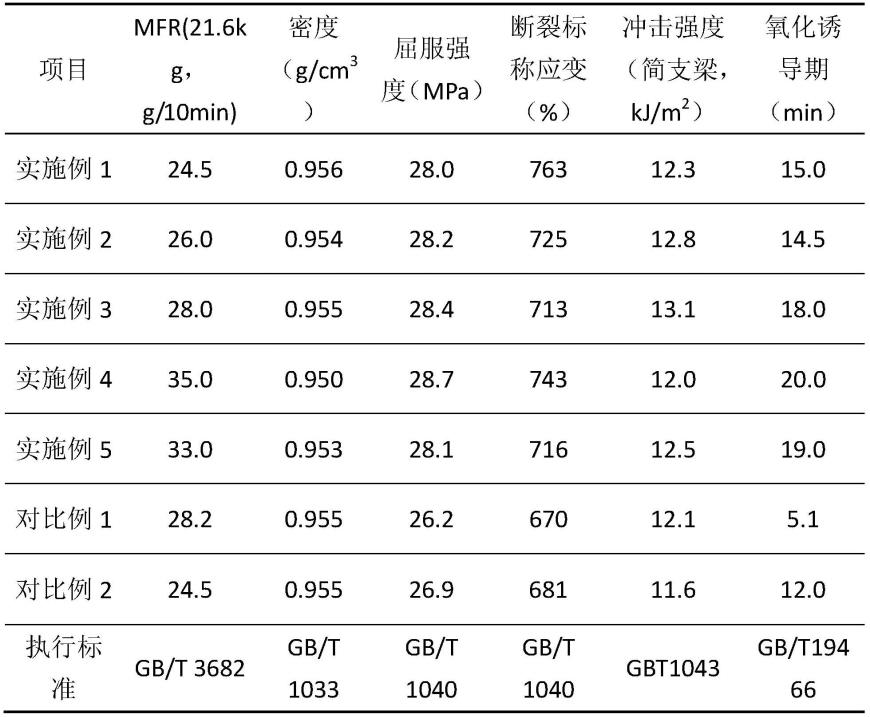
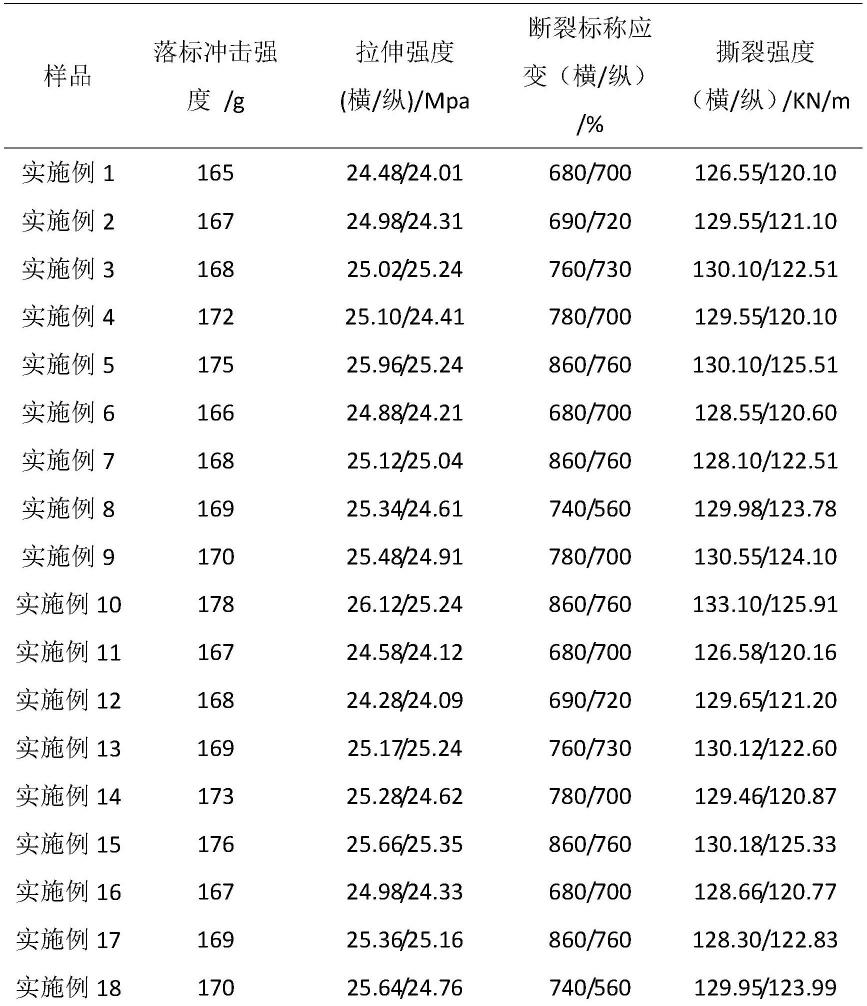
235.表1实施例和对比例力学性能分析结果
[0236][0237][0238]
表2实施例和对比例基础性能分析结果
[0239][0240]
从表1和表2实验结果可以看出,实施例1
‑‑
实施例20与对比例1对照,实施例加入增强母料熔融共混后产生微交联,在分子链中形成钢骨架结构,提升了重包装中层专用料的强度,薄膜的拉伸强度、撕裂强度和落标冲击强度较高,增韧、增强的效果显著。
[0241]
本发明中的四种原料相容性非常好,各自发挥本身优势,使得重包装膜中层料不仅强度高而且韧性好,完全满足重包装膜的使用要求。
[0242]
当然,本发明还可有其它多种实施例,在不背离本发明精神及其实质的情况下,熟悉本领域的技术人员可根据本发明作出各种相应的改变和变形,但这些相应的改变和变形都应属于本发明权利要求的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。