1.本发明涉及锂电池极片辊压技术领域,具体涉及一种辊压过程极片延展一致性控制方法和控制系统。
背景技术:
2.锂电池制作工艺中,极片涂布后主材颗粒处于自由堆叠状态,此时极片能量密度很小不满足工业需求,需通过轧辊加压方式提升极片压实密度,轧制过程中箔材受力会发生延展;目前常见的斑马涂布极片,在轧制过程中因涂层区与箔材区存在厚度差异会出现轧制后延展不一致问题,涂层区较厚可充分延展而箔材区延展不足导致极片打皱或断裂。
3.目前业内由员工通过钢尺采用离线延展测量的方式实现,再通过张力差除皱的方式将极片箔材区主动拉伸使其延展与涂层区一致,但在实际生产过程中箔材区与涂层区延展无法量化,无法保证极耳区充分延展,因此经常出现极耳区延展不足导致极片蛇形弯曲或极耳过拉伸导致箔材区打皱的问题。
4.因此,亟需一种能够实现在线箔材延展测量,并将测量数据经中央控制系统整合后反馈至张力控制系统实现闭环控制的方法和控制系统。
技术实现要素:
5.基于背景技术中存在的技术问题,本发明提出了一种极片延展一致性控制方法和控制系统,以解决无法实现在线箔材延展测量,进而无法确保极片延展一致性的问题。
6.为达到上述目的,本发明提及的一种极片延展一致性控制系统,其特殊之处在于,所述方法包括如下步骤:
7.s1控制喷码器对极片上表面进行喷码,所述极片上产喷码1,所述极片向前过辊方向走带,极片辊压张力控制系统的编码器记录极片喷码位置;
8.s2所述编码记录极片走带距离与所述极片喷码位置之间的距离达到预设值l时,控制喷码器再次对极片上表面进行喷码,所述极片上产生喷码2;
9.s3采集极片通过前过辊与前张力辊之间的走带的图像信号,并识别喷码1与喷码2的位置信息,两者间距为喷码基准距离a;
10.s4采集极片通过前张力辊与上下轧辊之间的图像信号,并识别喷码1与喷码2的位置信息,两者间距为前拉伸延展识别间距b;
11.s5采集极片通过后张力辊与后过辊之间的图像信号,并识别喷码1与喷码2的位置信息,两者间距为后拉伸延展识别间距c;
12.s6延展率一致性判断:分别计算极片前延展率δ
t前
=(b-a)/a、极片后延展率δ
t后
=(c-a)/a,并与预设的标准前延展率δ
前
、标准后延展率δ
后
进行对比;
13.s7延展率一致性控制:当δ
t前
》δ
前
时,调节极片辊压张力控制系统降低前张力辊的拉伸张力,当δ
t前
《δ
前
时,调节极片辊压张力控制系统提升前张力辊的拉伸张力;当δ
t后
》δ
后
时,调节极片辊压张力控制系统降低后张力辊的拉伸张力,当δ
t后
《δ
后
时,调节极片辊压张力控
制系统提升后张力辊的拉伸张力。
14.优选地,步骤s3、s4、s5中喷码1与喷码2的位置信息通过ccd摄像机精确识别,具体过程为:通过ccd摄像机采集极片走带的采集图像信号,ccd摄像机测长实现方式为像素点累加,通过相机拍摄并记录起始点到终点间的像素点数量计算出所需长度。
15.优选地,步骤s1、s2中分别同时对极片左右两侧进行喷码;步骤s3、s4、s5中分别识别左右喷码的位置信息,分别计算极片左侧、右侧的延展率,通过对比判断左侧、右侧延展一致性。
16.优选地,根据计算出极片左侧、右侧的延展率分别控制前张力辊、后张力辊的左直线电机和/或右直线电机实现拉伸张力调节。
17.本发明还提出一种极片延展一致性控制系统,其特殊之处在于,所述系统包括沿极片走带方向依次设置的喷码器、第一摄像头、第二摄像头、第三摄像头和plc,所述喷码器、第一摄像头、第二摄像头、第三摄像头的控制端均与plc连接,所述plc与极片辊压张力控制系统连接;
18.所述喷码器的喷码口垂直向下,与准备进入前过辊的极片上表面相对,所述第一摄像头、第二摄像头、第三摄像头的镜头垂直向下设置,依次位于前过辊与前张力辊、前张力辊与上下轧辊、后张力辊与后过辊之间;
19.所述plc接收第一摄像头、第二摄像头、第三摄像头采集的图像信息识别极片上表面的喷码位置从而实时判断极片延展状态,并根据极片延展状态向极片辊压张力控制系统发出控制指令;
20.所述极片辊压张力控制系统根据控制指令调整拉伸张力以保持极片的延展一致性状态。
21.优选地,所述plc计算极片的延展率,延展率大于预设值时调节极片辊压张力控制系统降低拉伸张力,延展率小于预设值时调节极片辊压张力控制系统提升拉伸张力。
22.优选地,所述极片辊压张力控制系统包括编码器和直线电机,所述编码器记录极片走带长度并发送至plc,所述直线电机根据plc发出的控制指令调节张力辊间隙大小,从而调整张力辊的张力大小。
23.优选地,所述plc控制喷码器向极片两次喷码,控制第一摄像头、第二摄像头、第三摄像头采集的图像信息识别极片上表面的两次喷码间距长度,并根据计算出的延展率向直线电机发出控制指令。
24.优选地,所述直线电机包括分别设置于前张力辊左右两侧的左直线电机、右直线电机,分别设置于后张力辊左右两侧的左直线电机、右直线电机,所述左直线电机和右直线电机分别用于控制张力辊左侧张力大小、右侧张力大小,以分别调节极片左侧、右侧的延展率。
25.优选地,所述第一摄像头、第二摄像头、第三摄像头为ccd高速摄像机。
26.相对于现有技术,本发明的有益效果在于:
27.1、本发明设置极片延展一致性控制系统,节约人工离线延展测量产生的巨大工作量;
28.2、原来人工测量采用钢尺作为测量工具,其精度为0.5mm,极片延展一致性控制系统通过图像识别测量基准,识别精度能够达到0.1mm,精度为以前的5倍;
29.3、本发明能够保证极耳区充分延展避免出现极耳区延展不足导致极片蛇形弯曲或极耳过拉伸导致箔材区打皱的问题;
30.4、本发明提出的极片延展一致性控制系统通过一级闭环控制形成张力闭环控制,通过二级闭环控制保证左右两侧延展一致。
附图说明
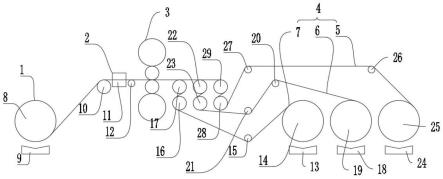
31.图1为本发明一种极片延展一致性控制系统的结构图。
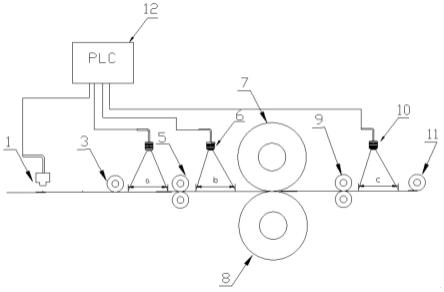
32.图2为本发明一种极片延展一致性控制系统的控制原理示意图。
33.图3为本发明左右延展控制的原理示意图。
34.图4为本发明左右延展控制的电机布置结构示意图。
35.图5为摄像头识别两个喷码间距原理图。
36.图6为实施例2中的极片喷码结构示意图。
37.图7为实施例4中的极片喷码结构示意图。
具体实施方式
38.下面结合附图及实施例对本发明作进一步的详细描述,但该实施例不应理解为对本发明的限制。
39.本发明提出的一种极片延展一致性控制系统,包括沿极片2走带方向依次设置的喷码器1、第一摄像头4、第二摄像头6、第三摄像头10和plc12,喷码器1、第一摄像头4、第二摄像头6、第三摄像头10的控制端均与plc12连接,plc12与极片辊压张力控制系统连接。喷码器1的喷码口垂直向下,与准备进入前过辊3的极片2上表面相对,第一摄像头4、第二摄像头6、第三摄像头10的镜头垂直向下设置,依次位于前过辊3与前张力辊5、前张力辊5与上下轧辊、后张力辊9与后过辊11之间。
40.实施例一
41.本实施例为实现在线延展一级闭环控制的极片延展一致性控制系统。如图1和图2所示,plc12控制喷码器1向极片2喷码,记为喷码1,通过油墨喷码的方式作为采样基准,同时plc12控制编码器记录极片2走带的长度,直至编码器记录的走带的长度达到预设值l时向plc12发出反馈信号,此时plc12控制喷码器1向极片2喷码,记为喷码2。第一摄像头4、第二摄像头6、第三摄像头10分别采集的图像信息识别极片2上表面的喷码1与喷码2的间距从而实时判断极片延展状态,在线测量数据反馈至plc12,由plc12通过运算获得在线实测延展,并根据极片延展状态通过控制逻辑反馈信号至极片辊压张力控制系统,调整拉伸力进而行成闭环控制;极片辊压张力控制系统根据控制指令调整拉伸张力以保持极片2的延展一致性状态。。一级闭环控制的极片张力控制系统包含ccd、前张力驱动辊和后张力驱动辊,ccd记录极片走带长度并发送至plc12,plc12计算极片2的延展率,通过驱动辊之间的速度差完成张力控制,前拉伸辊的转动速度为v1,轧辊的转动速度为v2,后拉伸辊的转动速度为v3,通过v2-v1的速差控制前拉伸,通过v3-v2的速差控制后拉伸。
42.当延展率大于预设值时张力控制系统会降低后面驱动速度来达到降低延展效果,反之亦然。
43.实施例二
44.本实施例为实现在线延展一级闭环控制的极片延展一致性控制方法,包括如下步骤:
45.s1控制喷码器1对极片2上表面进行油墨喷码,极片2上产喷码1,极片2向前过辊3方向走带,极片辊压张力控制系统的编码器记录极片喷码位置;
46.s2编码记录极片走带距离与所述极片喷码位置之间的距离达到预设值l时,控制喷码器1再次对极片2上表面进行喷码,极片2上产生喷码2;
47.s3第一摄像头4采集极片2通过前过辊3与前张力辊5之间的走带的图像信号,并识别喷码1与喷码2的位置信息,两者间距为喷码基准距离a;
48.s4第二摄像头6采集极片2通过前张力辊5与上下轧辊之间的图像信号,并识别喷码1与喷码2的位置信息,两者间距为前拉伸延展识别间距b;
49.s5第三摄像头10采集极片2通过后张力辊9与后过辊11之间的图像信号,并识别喷码1与喷码2的位置信息,两者间距为后拉伸延展识别间距c;
50.s6延展率一致性判断:分别计算极片前延展率δ
t前
=(b-a)/a、极片后延展率δ
t后
=(c-a)/a,并与预设的标准前延展率δ
前
、标准后延展率δ
后
进行对比;
51.s7延展率一致性控制:当δ
t前
》δ
前
时,调节极片辊压张力控制系统降低前张力辊5的拉伸张力,当δ
t前
《δ
前
时,调节极片辊压张力控制系统提升前张力辊5的拉伸张力;当δ
t后
》δ
后
时,调节极片辊压张力控制系统降低后张力辊9的拉伸张力,当δ
t后
《δ
后
时,调节极片辊压张力控制系统提升后张力辊9的拉伸张力。
52.第一摄像头4、第二摄像头6、第三摄像头10均为ccd高清摄像头,识别喷码1与喷码2的位置信息的方法为:ccd测长实现方式为像素点累加,通过相机拍摄并记录起始点到终点间的像素点数量计算出所需长度。测量方式如下:
53.如图5所示,第一摄像头4、第二摄像头6、第三摄像头10前方设置透镜,被测极片到透镜的距离为物距,透镜到ccd镜头的距离为像距,u表示物距,v表示像距,f表示透镜焦距,n表示像素点个数,p表示像素宽度,l表示被测物料长度,β表示成像放大倍率。
54.根据成像公式:
55.1/u 1/v=1/f
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(1)
56.β=v/u=np/l
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(2)
57.由式(1)和(2)可得被测尺寸大小:
58.l=np/β=(u/f-1)*n*p
ꢀꢀꢀꢀꢀꢀꢀꢀ
(3)
59.将被测极片到透镜的距离设置为远大于透镜到ccd镜头的距离,即物距u>>像距f时,被测尺寸大小可变为:
60.l=u*n*p/f
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(4)
61.由上公式可得,根据喷码1和喷码2之间的像素点个数,即可计算出两个喷码之间的距离。所测尺寸精度与镜头的像素精度强相关,通过高精度镜头达成测量精度提升目的。
62.实施效果:
63.材料体系:ncm622,压实密度设计:3.45g/cc
64.铝箔厚度:12um
65.极片结构:如图6所示,喷码位置为极片一侧铝箔上,陶瓷6mm,涂层170mm
66.前张力辊张力设置:50n,预设标准前延展率δ
前
:2.1
‰
67.后张力辊张力设置:140n,预设标准后延展率δ
后
:7
‰
68.延展测试数据如表1所示:
69.表1
[0070][0071]
如上数据可看出,在线延展闭环可控制延展率波动
±
0.1%,通过校验和张力精度提升,后续可提升延展一致性波动范围至
±
0.05%。
[0072]
实施例三
[0073]
本实施例为实现在线延展二级闭环控制的极片延展一致性控制系统,与实施例一相比,本实施例中设置的直线电机包括分别设置于前张力辊5左右两侧的左直线电机13、右直线电机14,分别设置于后张力辊9左右两侧的左直线电机13、右直线电机14,如图4所示,左直线电机13和右直线电机14分别用于控制张力辊左侧张力大小、右侧张力大小,以分别调节极片2左侧、右侧的延展率。由plc12对比箔材左右两侧的延展差异,并通过控制逻辑将信号反馈给直线电机,通过直线电机调节张力辊间隙,通过间隙调整改变左右两侧的张力大小,进而调整左右两侧的延展量完成二级闭环控制。
[0074]
实施例四
[0075]
本实施例为实现在线延展二级闭环控制的极片延展一致性控制系统,延展测量的逻辑与实施例二相同,区别在于将箔材左右两边分别加上喷码装置,由ccd同时测量左右两侧的延展δ
左
和δ
右
,然后再在张力辊上加装直线电机。直线电机的作用在于调节张力夹辊间的间隙,通过调节间隙来控制张力辊左右两边的张力大小,以此来平衡箔材左右的延展一致性,与实施例二相比,本实施例的步骤s1、s2中分别同时对极片2左右两侧进行喷码;步骤s3、s4、s5中分别识别左右喷码的位置信息,分别计算极片2左侧、右侧的延展率,通过对比判断左侧、右侧延展一致性。
[0076]
整体延展一致性控制逻辑与实施例二相同,区别在于增加了左右延展率与左右直线电机的闭环控制(双闭环控制系统)。根据计算出极片2左侧、右侧的延展率分别控制前张力辊5、后张力辊9的左直线电机13和/或右直线电机14实现拉伸张力调节。
[0077]
当检测到δ
左
或δ
右
>设计延展δ时,信号反馈至直线电机,电机控制增大辊间间隙,进而降低延展;
[0078]
当检测到δ
左
或δ
右
<设计延展δ时,信号反馈至直线电机,电机控制减小辊间间隙,进而增大延展;
[0079]
同时,左右两边的电机分别单独控制,可以保证左右两侧延展一致。
[0080]
实施效果:
[0081]
材料体系:ncm622,压实密度设计:3.45g/cc
[0082]
铝箔厚度:12um
[0083]
极片结构:如图7所示,喷码位置为极片两侧铝箔上,陶瓷6mm,涂层170mm
[0084]
前张力辊张力设置:50n,预设标准前延展率δ
前
:2.1
‰
[0085]
后张力辊张力设置:140n,预设标准后延展率δ
后
:7
‰
[0086]
以后延展为例,预设间隙:20mm
[0087]
延展测试数据如表2所示:
[0088]
表2
[0089]
测试数据左延展长度左间隙/mm右延展长度右间隙/mm10.711%19.90.683%2020.742%200.745%19.830.726%20.30.729%2040.681%20.50.738%2050.767%200.698%19.560.745%20.30.727%19.770.720%20.30.738%19.9
[0090]
如上数据可看出,左右侧在线延展闭环可精确调节,左右侧延展率差异可控制波动范围
±
0.05%。
[0091]
尽管上面结合附图对本发明的优选实施例进行了描述,但是本发明并不局限于上述的具体实方式,上述的具体实施方式仅仅是示意性的,并不是限制性的,本领域的普通技术人员在本发明的启示下,在不脱离本发明宗旨和权利要求所保护的范围情况下,还可以作出很多形式的具体变换,这些均属于本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。