技术特征:
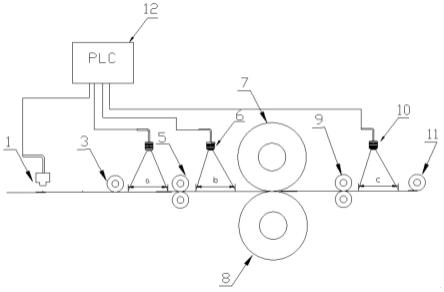
1.一种极片延展一致性控制方法,其特征在于:所述方法包括如下步骤:s1控制喷码器(1)对极片(2)上表面进行喷码,所述极片(2)上产喷码1,所述极片(2)向前过辊(3)方向走带,极片辊压张力控制系统的编码器记录极片喷码位置;s2所述编码记录极片走带距离与所述极片喷码位置之间的距离达到预设值l时,控制喷码器(1)再次对极片(2)上表面进行喷码,所述极片(2)上产生喷码2;s3采集极片(2)通过前过辊(3)与前张力辊(5)之间的走带的图像信号,并识别喷码1与喷码2的位置信息,两者间距为喷码基准距离a;s4采集极片(2)通过前张力辊(5)与上下轧辊之间的图像信号,并识别喷码1与喷码2的位置信息,两者间距为前拉伸延展识别间距b;s5采集极片(2)通过后张力辊(9)与后过辊(11)之间的图像信号,并识别喷码1与喷码2的位置信息,两者间距为后拉伸延展识别间距c;s6延展率一致性判断:分别计算极片前延展率δ
t前
=(b-a)/a、极片后延展率δ
t后
=(c-a)/a,并与预设的标准前延展率δ
前
、标准后延展率δ
后
进行对比;s7延展率一致性控制:当δ
t前
>δ
前
时,调节极片辊压张力控制系统降低前张力辊(5)的拉伸张力,当δ
t前
<δ
前
时,调节极片辊压张力控制系统提升前张力辊(5)的拉伸张力;当δ
t后
>δ
后
时,调节极片辊压张力控制系统降低后张力辊(9)的拉伸张力,当δ
t后
<δ
后
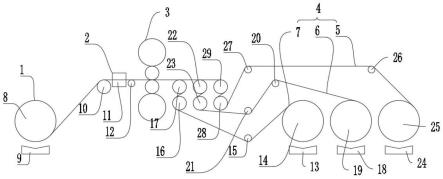
时,调节极片辊压张力控制系统提升后张力辊(9)的拉伸张力。2.根据权利要求1所述的一种极片延展一致性控制方法,其特征在于:步骤s3、s4、s5中喷码1与喷码2的位置信息通过ccd摄像机精确识别,具体过程为:通过ccd摄像机采集极片(2)走带的采集图像信号,ccd摄像机测长实现方式为像素点累加,通过相机拍摄并记录起始点到终点间的像素点数量计算出所需长度。3.根据权利要求1所述的一种极片延展一致性控制系统,其特征在于:步骤s1、s2中分别同时对极片(2)左右两侧进行喷码;步骤s3、s4、s5中分别识别左右喷码的位置信息,分别计算极片(2)左侧、右侧的延展率,通过对比判断左侧、右侧延展一致性。4.根据权利要求3所述的一种极片延展一致性控制系统,其特征在于:根据计算出极片(2)左侧、右侧的延展率分别控制前张力辊(5)、后张力辊(9)的左直线电机(13)和/或右直线电机(14)实现拉伸张力调节。5.一种极片延展一致性控制系统,其特征在于:所述系统包括沿极片(2)走带方向依次设置的喷码器(1)、第一摄像头(4)、第二摄像头(6)、第三摄像头(10)和plc(12),所述喷码器(1)、第一摄像头(4)、第二摄像头(6)、第三摄像头(10)的控制端均与plc(12)连接,所述plc(12)与极片辊压张力控制系统连接;所述喷码器(1)的喷码口垂直向下,与准备进入前过辊(3)的极片(2)上表面相对,所述第一摄像头(4)、第二摄像头(6)、第三摄像头(10)的镜头垂直向下设置,依次位于前过辊(3)与前张力辊(5)、前张力辊(5)与上下轧辊、后张力辊(9)与后过辊(11)之间;所述plc(12)接收第一摄像头(4)、第二摄像头(6)、第三摄像头(10)采集的图像信息识别极片(2)上表面的喷码位置从而实时判断极片延展状态,并根据极片延展状态向极片辊压张力控制系统发出控制指令;所述极片辊压张力控制系统根据控制指令调整拉伸张力以保持极片(2)的延展一致性状态。
6.根据权利要求1所述的一种极片延展一致性控制系统,其特征在于:所述plc(12)计算极片(2)的延展率,延展率大于预设值时调节极片辊压张力控制系统降低拉伸张力,延展率小于预设值时调节极片辊压张力控制系统提升拉伸张力。7.根据权利要求1所述的一种极片延展一致性控制系统,其特征在于:所述极片辊压张力控制系统包括编码器和直线电机,所述编码器记录极片(2)走带长度并发送至plc(12),所述直线电机根据plc(12)发出的控制指令调节张力辊间隙大小,从而调整张力辊的张力大小。8.根据权利要求7所述的一种极片延展一致性控制系统,其特征在于:所述plc(12)控制喷码器(1)向极片(2)两次喷码,控制第一摄像头(4)、第二摄像头(6)、第三摄像头(10)采集的图像信息识别极片(2)上表面的两次喷码间距长度,并根据计算出的延展率向直线电机发出控制指令。9.根据权利要求7所述的一种极片延展一致性控制系统,其特征在于:所述直线电机包括分别设置于前张力辊(5)左右两侧的左直线电机(13)、右直线电机(14),分别设置于后张力辊(9)左右两侧的左直线电机(13)、右直线电机(14),所述左直线电机(13)和右直线电机(14)分别用于控制张力辊左侧张力大小、右侧张力大小,以分别调节极片(2)左侧、右侧的延展率。10.根据权利要求5所述的一种极片延展一致性控制系统,其特征在于:所述第一摄像头(4)、第二摄像头(6)、第三摄像头(10)为ccd高速摄像机。
技术总结
本发明公开了一种极片延展一致性控制方法和控制系统,所述系统包括沿极片走带方向依次设置的喷码器、第一摄像头、第二摄像头、第三摄像头和PLC,喷码器的喷码口垂直向下,与准备进入前过辊的极片上表面相对,第一摄像头、第二摄像头、第三摄像头的镜头垂直向下设置,依次位于前过辊与前张力辊、前张力辊与上下轧辊、后张力辊与后过辊之间;PLC接收第一摄像头、第二摄像头、第三摄像头采集的图像信息识别极片上表面的喷码位置实时判断极片延展状态,并发出控制指令;极片辊压张力控制系统根据控制指令调整拉伸张力保持极片延展一致性状态。本发明能够保证极耳区充分延展避免出现极耳区延展不足导致极片蛇形弯曲或极耳过拉伸导致箔材区打皱的问题。伸导致箔材区打皱的问题。伸导致箔材区打皱的问题。
技术研发人员:代德明 付强 矫贺东 胡奇智 钟祥龙 张恒 徐强
受保护的技术使用者:楚能新能源股份有限公司
技术研发日:2022.03.08
技术公布日:2022/6/4
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。