1.本实用新型涉及电池技术领域,尤其涉及一种极耳锁紧装置和极耳焊接设备。
背景技术:
2.单体电池组装过程中,需要采用焊接工艺将电池的极耳与极柱组件连接起来;由于极柱组件相对较厚,极耳直接与极柱组件激光焊接容易焊穿,因此,一般采用硬度介于二者之间的电极连接片实现二者之间的电连接。目前,电池极耳的焊接工序,一般首先对极耳采用超声预焊,提高极耳的整体强度,然后在预焊焊印区上采用激光焊接,以将极耳与电极连接片相连,再将电极连接片和极柱组件焊接,进而实现极耳与极柱组件之间的电连接。相关技术中,焊接工装锁紧块用于将极耳与电极连接片锁紧、以便于进行极耳与电极连接片之间的激光焊接操作。但是,极耳在超声预焊后,预焊焊印区厚度会变薄,现有的焊接工装锁紧块很难保证预焊焊印和电极连接片贴合的十分紧密,进而容易出现极耳虚焊等问题,无法保证极耳焊接效果。
技术实现要素:
3.本实用新型提供一种极耳锁紧装置和极耳焊接设备,用以提高极耳预焊区和盖板引脚贴合的紧密性,提高极耳焊接良率。
4.第一方面,本实用新型提供一种极耳锁紧装置,用于极耳的焊接,所述极耳包括预焊接部,所述极耳锁紧装置包括:
5.锁紧本体,具有面向所述极耳一侧的按压面,所述按压面具有用于与所述预焊接部正对的第一区;所述按压面上设有凸起结构,沿平行于所述按压面的方向上,所述凸起结构与所述第一区之间的最小距离小于或等于5mm。
6.第二方面,本实用新型提供一种极耳焊接设备,极耳焊接设备包括如上述任一项所述的极耳锁紧装置。
7.本实用新型提供的极耳锁紧装置,在锁紧本体面向极耳的按压面上设有凸起结构,该凸起结构与按压面的第一区距离很近,甚至可以直接设置在第一区上;当极耳锁紧装置将极耳与电极转接片锁紧时,由于第一区与预焊接部正对,该凸起结构可以抵压预焊接部周边的箔材区域,或者直接抵压预焊接部,从而可以使得预焊接部和电极转接片贴合的十分紧密,进而避免出现极耳虚焊的问题,保证极耳焊接效果。
附图说明
8.为了更好地理解本技术,可参考在下面的附图中示出的实施例。在附图中的部件未必是按比例的,并且有些相关的部件可能省略,以便强调和清楚地说明本公开的技术特征。另外,相关要素或部件可以有如本领域中已知的不同的设置。
9.图1为本实用新型实施例提供的一种极耳锁紧装置的按压面一侧的结构示意图;
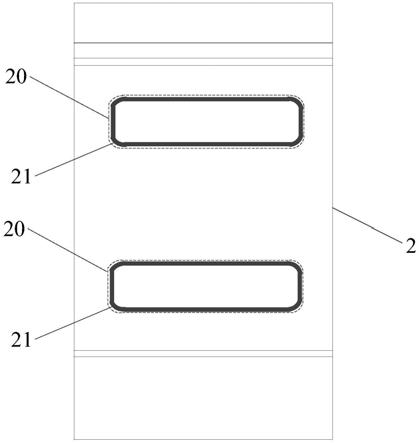
10.图2为本实用新型实施例提供的一种电池设有极耳一侧的结构示意图;
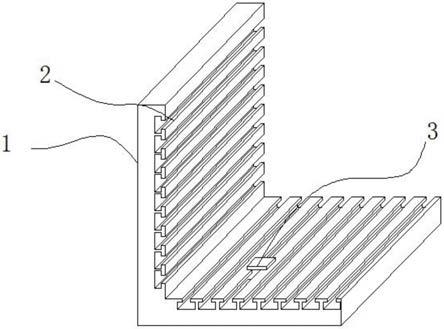
11.图3为本实用新型实施例提供的一种极耳锁紧装置的结构示意图;
12.图4为本实用新型实施例提供的一种极耳锁紧装置在锁紧极耳状态下的结构示意图。
13.附图标记:
[0014]1‑
极耳11
‑
第一极耳12
‑
第二极耳13
‑
堆叠部
[0015]
10
‑
预焊接部100
‑
电池
[0016]2‑
锁紧本体20
‑
第一区21
‑
凸起结构21
‑
焊接通孔
[0017]
221
‑
第一通孔222
‑
第一通孔23
‑
凹槽
具体实施方式
[0018]
下面将结合本公开示例实施例中的附图,对本公开示例实施例中的技术方案进行清楚、完整的描述。本文中的描述的示例实施例仅仅是用于说明的目的,而并非用于限制本公开的保护范围,因此应当理解,在不脱离本公开的保护范围的情况下,可以对示例实施例进行各种修改和改变。
[0019]
在本公开的描述中,除非另有明确的规定和限定,术语“第一”、“第二”仅用于描述的目的,而不能理解为指示或暗示相对重要性;术语“和/或”包括一个或多个相关联列出项目的任何组合和所有组合。
[0020]
第一方面,本实用新型提供一种极耳锁紧装置,该极耳锁紧装置用于电池 100极耳1的焊接,如图1和图2所示,极耳1包括预焊接部10,极耳锁紧装置具体用于将极耳1与电极转接片锁紧,以便于将极耳1的预焊接部10与电极转接片之间焊接起来。具体的,极耳锁紧装置包括锁紧本体2,锁紧本体2 具有面向极耳1一侧的按压面,按压面具有用于与预焊接部10正对的第一区20;按压面上设有凸起结构21,沿平行于按压面的方向上,凸起结构21与第一区20之间的最小距离小于或等于5mm。需要说明的是,极耳锁紧装置也可用于将极耳与极柱组件进行锁紧,不通过电极连接片直接完成电连接。
[0021]
需要说明的是,
‘
预焊接部10’,可以是极耳1通过预焊操作后形成的预焊焊印区,例如,在激光焊接之前,可以采用超声预焊,此时,
‘
预焊接部10’即是超声预焊形成的焊印区;或者,极耳1焊接过程也可以没有预焊操作,此时,
‘
预焊接部10’仅是极耳1上即将用于焊接的部位,与极耳1的其它部位看不出差别。
[0022]
需要强调的是,
‘
正对’即两者形状和面积相同、且正好相对,本技术中,第一区20与预焊接部10正对,即第一区20与预焊接部10的形状和面积相同,且在极耳锁紧装置将极耳1与电极转接片锁紧时,两者正好相对。另外,凸起结构21与第一区20之间的最小距离小于或等于5mm,具体可以包括两者之间的最小距离为零的情况,例如,凸起结构21部分或全部位于第一区20上,此时凸起结构21与第一区20之间的最小距离即为零。
[0023]
相关技术中,焊接工装采用一锁紧块将极耳与电极转接片锁紧,锁紧块的一侧表面压住预焊接部周边的箔材区域,进而带动预焊接部与电极转接片贴合,预焊接部处受力轻微,很难保证与电极转接片贴合的紧密性,从而容易导致出现极耳虚焊等问题。
[0024]
本实用新型提供的极耳锁紧装置,在锁紧本体2面向极耳1的按压面上设有凸起结构21,该凸起结构21与按压面的第一区20距离很近,甚至可以直接设置在第一区20上;当极耳锁紧装置将极耳1与电极转接片锁紧时,由于第一区20与预焊接部10正对,该凸起结构21
可以抵压预焊接部10周边的箔材区域,或者直接抵压预焊接部10,从而可以使得预焊接部10和电极转接片贴合的十分紧密,进而避免出现极耳1虚焊的问题,保证极耳1焊接效果。
[0025]
相对于现有技术中采用锁紧块的一侧表面整体按压极耳1的方式,本实用新型的极耳锁紧装置,利用按压面上的凸起结构21对极耳1的预焊接部10或者预焊接部10的周边进行重点按压,可以避免由于全极耳1各区域厚度不均或者极耳1褶皱所导致的预焊接部10和电极转接片贴合不良的情况,有效避免虚焊的情况,提高极耳1焊接良率。
[0026]
如图1和图2所示,一些实施例中,凸起结构21在按压面所在平面上的投影至少部分与第一区20交叠,即凸起结构21的至少部分位于第一区20,这样,可以使得凸起结构21的至少部分能够按压在预焊接部10上,提高预焊接部10和电极转接片贴合的紧密性,进而提高极耳1焊接效果。
[0027]
优选的,如图1和图2所示,凸起结构21在按压面所在平面上的投影位于第一区20内,即整个凸起结构21都位于第一区20,这样,整个凸起结构 21的压力都能够作用在预焊接部10上,进而可以有效提高预焊接部10和电极转接片贴合的紧密性,尤其是在极耳1的预焊接部10比周边箔材区薄的情况下,凸起结构21可以弥补预焊接部10和周边箔材区的高度差,增大锁紧本体 2对预焊接部10的作用力,提高预焊接部10和电极转接片贴合的紧密性,进而提高极耳1焊接效果。
[0028]
一些实施例中,如图1和图2所示,凸起结构21沿第一区20的边缘设置,这样,在极耳锁紧装置将极耳1与电极转接片锁紧时,凸起结构21将压在预焊接部10的边缘,不会影响焊接操作,而且能够有效地提高预焊接部10和电极转接片贴合的紧密性。
[0029]
一些实施例中,如图2、图3和图4所示,锁紧本体2还包括焊接通孔22,焊接通孔22至少部分与预焊接部10相对,用于进行极耳1的焊接操作。与激光焊为例,在焊接操作时,操作员可以将激光焊枪伸入焊接通孔22中,以对极耳1的预焊接部10位置进行焊接操作。
[0030]
具体的,焊接通孔22在按压面所在平面上的投影至少部分与第一区20交叠。例如,如图1、图2和图3所示,焊接通孔22在按压面所在平面上的投影位于第一区20内,当锁紧本体2锁住极耳1时,焊接通孔22在极耳1所在平面上的投影位于预焊接部10内,焊接通孔22暴露出部分预焊接部10。或者,焊接通孔22在按压面所在平面上的投影与第一区20重合,当锁紧本体2锁住极耳1时,焊接通孔22在极耳1所在平面上的投影与预焊接部10重合,焊接通孔22暴露出全部预焊接部10。
[0031]
示例性的,如图2和图3所示,凸起结构21可以是围绕焊接通孔22设置的环形结构,例如,沿着焊接通孔22的边沿设置形成环状凸起结构21结构,当锁紧本体2锁住极耳1时,该环状凸起结构21能够按压在预焊接部10的边缘或者周边区域,进而可以提高预焊接部10和电极转接片贴合的紧密性。
[0032]
一些实施例中,如图2和图4所示,电池100可以包括两个电芯,两个电芯并列设置,两个电芯分别设有第一极耳11和第二极耳12,第一极耳11和第二极耳12位于两个电芯的同一侧,可以为全极耳1,第一极耳11和第二极耳 12为同性,需要与同一极性的极柱电连接。换句话说,电池100中,需要与同一电极转接片焊接的极耳1包括第一极耳11和第二极耳12两部分,该第一极耳11和第二极耳12位于电池100的同一侧。具体的,第一极耳11的部分和第二极耳12的部分堆叠设置,以形成堆叠部13;相应地,本实施例中,如图 2和图3所示,锁紧本体2的按压面上设有凹槽23,该凹槽23用于容纳堆叠部13。堆叠部13的厚度相比于第一
极耳11和第二极耳12未堆叠部分的厚度大,进而容易导致锁紧本体2无法压实第一极耳11和第二极耳12,使得预焊接部10和电极转接片贴合的紧密性较差。本实施例中,通过凹槽23来容纳堆叠部13,可以有效解决上述问题,进而提高预焊接部10和电极转接片贴合的紧密性,并提高焊接效果。
[0033]
具体的,第一极耳11和第二极耳12可以是正极耳1,也可以是负极耳1,即电池100的正极极耳1可以包括第一极耳11和第二极耳12两部分,用于正极极耳1焊接操作的锁紧本体2具有凹槽23;同理,电池100的负极极耳1 也可以包括第一极耳11和第二极耳12两部分,相应地,用于负极极耳1焊接操作的锁紧本体2具有凹槽23。
[0034]
示例性的,如图2和图3所示,第一极耳11和第二极耳12分别设有预焊接部10,以用于与电极转接片焊接。进一步的,焊接通孔22包括第一通孔221 和第二通孔222,第一通孔221用于与第一极耳11的预焊接部10相对,通过第一通孔221可以进行第一极耳11的预焊接部10与电极转接片之间的焊接,第二通孔222用于与第二极耳12的预焊接部10相对,通过第二通孔222可以进行第二极耳12的预焊接部10与电极转接片之间的焊接。具体的,堆叠部13 位于第一极耳11的预焊接部10与第二极耳12的预焊接部10之间,相应地,用于容纳堆叠部13的凹槽23位于第一通孔221和第二通孔222之间。
[0035]
一些实施例中,凸起结构21为与按压面平行的条状结构,具体可以为加强筋形式,例如,凸起结构21可以是如图3中所示的环形条,也可以是线形条,或者也可以是一段弧形条,本实施例中不做限定。
[0036]
示例性的,沿垂直于按压面的方向上,凸起结构21的厚度为0.5mm~1.5mm;和/或,沿平行于按压面的方向上,凸起结构21的宽度为0.5mm~3mm。优选的,凸起结构21的厚度和宽度均为1mm。
[0037]
具体的,凸起结构21的厚度和宽度太大,会导致压力过大,可能会压伤极耳1,产生金属屑,引发电池100安全风险;凸起结构21的厚度和宽度太小,对极耳1的压力较小,对于预焊接部10和电极转接片贴合紧密性的提升效果有限,因此仍然可能会出现虚焊的情况。本实施例中对于凸起结构21的厚度和宽度的设置,可以避免损伤极耳1,并且有效避免出现虚焊的现象。
[0038]
当然,在实际设置时,凸起结构不限于是条状的,也不限于是一个,例如,锁紧本体也可以设有多个圆形凸起结构或者方形凸起结构,多个圆形凸起结构或者方形凸起结构可以环绕第一区设置。另外,优选的,凸起结构与锁紧本体为一体成型,并且,凸起结构与极耳接触的表面平整,无尖角,可以防止刺穿极耳。
[0039]
第二方面,本实用新型还提供一种极耳焊接设备,该极耳焊接设备包括如上述任一项的极耳锁紧装置。
[0040]
本实用新型提供的极耳焊接设备,与本实用新型提供的极耳锁紧装置具有相同的实施例和相同的有益效果,此处不再赘述。
[0041]
另外,本实用新型提供的极耳焊接设备,还可以包括激光焊接装置等其他结构,例如,激光焊枪,具体可以根据实际需要设置,此处不再赘述。
[0042]
本领域技术人员在考虑说明书及实践这里公开的发明创造后,将容易想到本公开的其它实施方案。本公开旨在涵盖本技术的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本公开的一般性原理并包括本公开未公开的本技术领域中的公知
常识或惯用技术手段。说明书和示例实施方式仅被视为示例性的,本公开的真正范围和精神由所附的权利要求指出。
[0043]
应当理解的是,本公开并不局限于上面已经描述并在附图中示出的精确结构,并且可以在不脱离其范围进行各种修改和改变。本公开的保护范围仅由所附的权利要求来限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。