1.本发明涉及齿轮制造技术领域,特别是涉及一种重载防疲劳式减速齿轮及其制备方法。
背景技术:
2.齿轮传动是一种常见的机械传动方式,作为机械传动的主要零件,齿轮普遍存在于各类零件中,而直齿轮是齿轮中最为常见,最为普遍的一种。
3.齿轮的损耗非常高,在工作中齿轮会受到径向力,周向力等力的作用,长时间的工作会使齿轮产生疲劳损伤,而且转轴时产生的振动对齿轮造成较大的损坏,加剧了齿轮的疲劳损伤,缩短了齿轮的使用寿命。为此如何提高齿轮的抗疲劳强度是目前需要解决的难题。
技术实现要素:
4.本发明的目的在于提供一种重载防疲劳式减速齿轮制备方法,以解决上述问题。
5.为实现上述目的,本发明提供如下技术方案:一种重载防疲劳式减速齿轮制备方法,包括:
6.s10、外形轮廓加工:将原料金属送入压机中压制形成齿轮胚件,随后对齿轮胚件依次进行滚齿、剃齿,形成齿轮轮廓件;
7.s20、对硬化齿轮件进行磨齿,对齿轮轮廓件的齿面进行磨齿,直至达到要求的尺寸;
8.s30、表面硬化处理:对经过步骤s20磨齿后的齿轮表面涂覆硬化材料,获得减速齿轮。
9.作为本发明的一种改进,在步骤s10中,采用滚齿机对齿轮胚件进行滚齿,在滚齿过程中进行油雾喷淋。
10.作为本发明的一种改进,在步骤s10中,采用剃齿机对完成滚齿后的齿轮胚件进行剃齿。
11.作为本发明的一种改进,在步骤s20中,采用成型磨齿机进行齿面加工,随后进行去毛刺、倒角处理。
12.作为本发明的一种改进,在步骤s30中,采用镀膜机在齿轮表面涂覆tialsin涂层材料,在镀膜机中,真空状态下镀膜机产生的等离子体轰击ti、al、si的三元合金靶,从而在齿轮表面形成tialsin涂层。
13.作为本发明的一种改进,使用镀膜工装将齿轮放置于镀膜机的机腔中,所述镀膜工装包括:
14.动力主轴,用于与镀膜机机腔中的动力系统传动连接从而绕自身中轴线旋转;
15.载物圆盘,固定设置于所述动力主轴的顶端,所述载物圆盘的外周缘上均匀开设有若干卡接容纳槽;
16.卡接容纳槽,呈半圆柱结构,所述卡接容纳槽的两侧均设置有卡接头,所述卡接头上均开设有回钩槽口,相邻两个回钩槽口之间通过卡柱连接有交替装夹装置;
17.所述交替装夹装置包括:
18.外环架,所述卡柱固定连接在所述外环架的外周面上,所述外环架的内周面还均布有若干外夹电推杆,所述外夹电推杆的推送方向朝向所述外环架的圆心;
19.装夹底板,所述外环架的下方设置有装夹底板,所述装夹底板与外环架之间通过若干立杆固定连接;
20.导向柱,所述装夹底板中央固接有导向柱,所述导向柱上套设有内夹托举盘,所述内夹托举盘沿导向柱的长度方向直线滑动;
21.内夹托举盘,呈环状结构,其上端面通过连杆固定设置有若干内夹电推杆,所述内夹电推杆的推送方向朝向外环架;
22.所述内夹托举盘下端面设置有缓冲环,所述导向柱的外周面设置有支撑外缘,所述缓冲环和支撑外缘之间设置有缓冲弹簧;
23.所述内夹托举盘下端面还通过滑动推杆连接有圆弧滑槽块,所述圆弧滑槽块滑动配合有l形动力杆,所述l形动力杆通过托杆转动设置在所述装夹底板上,所述l形动力杆上套设有皮带轮,所述皮带轮与切换电机传动连接;
24.所述圆弧滑槽块内的滑槽分为连续的三段,中间段为圆弧段,两边为直槽段。
25.一种重载防疲劳式减速齿轮,按质量占比采用上述的制备方法制备的齿轮,其化学成分包括c为0.1~0.40%、ti为0.2~0.25%、al为0.2~0.3%、si为0.35~3.0%、mn为0.1~3.0%、cr为低于0.2%、mo为低于0.1%、p为0.03%以下、s为0.15%以下、al为0.05%以下、n为0.03%以下、余量为fe。
26.本发明的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在所写的说明书、权利要求书、以及附图中所特别指出的结构来实现和获得。
27.下面通过附图和实施例,对本发明的技术方案做进一步的详细描述。
附图说明
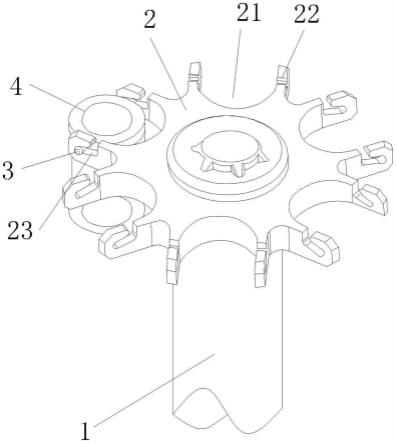
28.图1为本发明镀膜工装的结构示意图;
29.图2为本发明镀膜工装的正视图;
30.图3为本发明交替装夹装置的结构示意图;
31.图4为本发明圆弧滑槽块的配合示意图。
32.图中各构件为:
33.1、动力主轴,
34.2、载物圆盘,21、卡接容纳槽,22、卡接头,23、回钩槽口,
35.3、卡柱,
36.4、交替装夹装置,41、外环架,42、外夹电推杆,43、装夹底板,44、立杆,45、导向柱,46、内夹托举盘,47、连杆,48、内夹电推杆,49、缓冲环,410、支撑外缘,411、缓冲弹簧,412、滑动推杆,413、圆弧滑槽块,414、l形动力杆,415、托杆,416、皮带轮,417、切换电机。
具体实施方式
37.以下结合附图对本发明的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本发明,并不用于限定本发明。
38.请参阅图1,一种重载防疲劳式减速齿轮制备方法,包括:
39.s10、外形轮廓加工:将原料金属送入压机中压制形成齿轮胚件,随后对齿轮胚件依次进行滚齿、剃齿,形成齿轮轮廓件;
40.s20、对硬化齿轮件进行磨齿,对齿轮轮廓件的齿面进行磨齿,直至达到要求的尺寸;
41.s30、表面硬化处理:对经过步骤s20磨齿后的齿轮表面涂覆硬化材料,获得减速齿轮;
42.作为本发明的一个实施例,在步骤s10中,采用滚齿机对齿轮胚件进行滚齿,在滚齿过程中进行油雾喷淋。
43.作为本发明的一个实施例,在步骤s10中,采用剃齿机对完成滚齿后的齿轮胚件进行剃齿。
44.作为本发明的一个实施例,在步骤s20中,采用成型磨齿机进行齿面加工,随后进行去毛刺、倒角处理。
45.作为本发明的一个实施例,在步骤s30中,采用镀膜机在齿轮表面涂覆tialsin涂层材料,在镀膜机中,真空状态下镀膜机产生的等离子体轰击ti、al、si的三元合金靶,从而在齿轮表面形成tialsin涂层。
46.作为本发明的一个实施例,使用镀膜工装将齿轮放置于镀膜机的机腔中,所述镀膜工装包括:
47.动力主轴1,用于与镀膜机机腔中的动力系统传动连接从而绕自身中轴线旋转;
48.载物圆盘2,固定设置于所述动力主轴1的顶端,所述载物圆盘2的外周缘上均匀开设有若干卡接容纳槽21;
49.卡接容纳槽21,呈半圆柱结构,所述卡接容纳槽21的两侧均设置有卡接头22,所述卡接头22上均开设有回钩槽口23,相邻两个回钩槽口23之间通过卡柱3连接有交替装夹装置4;
50.所述交替装夹装置4包括:
51.外环架41,所述卡柱3固定连接在所述外环架41的外周面上,所述外环架41的内周面还均布有若干外夹电推杆42,所述外夹电推杆42的推送方向朝向所述外环架41的圆心;
52.装夹底板43,所述外环架41的下方设置有装夹底板43,所述装夹底板43与外环架41之间通过若干立杆44固定连接;
53.导向柱45,所述装夹底板43中央固接有导向柱45,所述导向柱45上套设有内夹托举盘46,所述内夹托举盘46沿导向柱45的长度方向直线滑动;
54.内夹托举盘46,呈环状结构,其上端面通过连杆47固定设置有若干内夹电推杆48,所述内夹电推杆48的推送方向朝向外环架41;
55.所述内夹托举盘46下端面设置有缓冲环49,所述导向柱45的外周面设置有支撑外缘410,所述缓冲环49和支撑外缘410之间设置有缓冲弹簧411;
56.所述内夹托举盘46下端面还通过滑动推杆412连接有圆弧滑槽块413,所述圆弧滑
槽块413插接配合有l形动力杆414,所述l形动力杆414通过托杆415转动设置在所述装夹底板43上,所述l形动力杆414上套设有皮带轮416,所述皮带轮416与切换电机417传动连接;
57.所述圆弧滑槽块413内的滑槽分为连续的三段,中间段为圆弧段,两边为直槽段。
58.上述技术方案的工作原理及有益效果:在对齿轮进行加工过程中主要包括两大部分:齿轮的外形轮廓进行加工以及对齿面强度进行处理。其中齿轮轮廓的加工主要包括采用滚压机进行大体形状的滚压,以及齿面初加工的滚齿、剃齿,随后再采用磨齿机进行磨齿。对齿面的强化处理主要是采用镀膜机在齿轮表面涂覆tialsin涂层材料,形成tialsin涂层。tialsin涂层是一种硬度高、耐磨性抗粘附性好、化学惰性强的氮化物涂层。其具有非晶包裹微晶结构,表面化学活性低、硬度高、耐磨性好。采用磁控溅射技术,通过镀膜机在齿轮的表面进行镀层。在镀膜机的机腔中形成均匀定向的电场和磁场,等离子体在电场和磁场的作用下轰击三元合金靶,将靶材上的原子以离子或中性粒子的形式溅射出来均匀沉积到齿轮的表面形成tialsin涂层。然而由于齿轮的环状结构,在对齿轮表面进行均匀镀层时,需要借助镀膜工装来实现。
59.镀膜工装主要包括动力主轴1,动力主轴1作为镀膜工装的主体结构,其可以直接与镀膜机的机腔中的动力电机输出轴固定连接,或者通过轴承转动设置在机腔中,并与动力电机传动连接,总而言之其在镀膜机的机腔中能够绕自身中轴线旋转。载物圆盘2能够随动力主轴1旋转,在其外缘上均匀的挂接多个交替装夹装置4,由于其采用回钩槽口23的挂接方式,因此在载物圆盘2旋转时只要其转速在合理范围内,在离心力作用下交替装夹装置4都不会脱离。
60.在载物圆盘2的不同转速下,交替装夹装置4所受离心力不同,其倾斜角度也不同,因此在周期性转速变换下,齿轮能够均匀镀层。然而齿轮包括外周面和内周面,均需要进行镀层,为此采用交替装夹装置4对齿轮进行装夹,在镀层过程中可以在外周面装夹和内周面装夹之间交替切换,在外周面装夹时内周面镀层,在内周面装夹时外周面镀层。
61.齿轮被放置于外环架41和内夹托举盘46之间,通过多个外夹电推杆42的推送对齿轮的外周面进行装夹,镀膜机对齿轮的内周面进行镀层,此时在切换电机417的作用下l形动力杆414处于圆弧滑槽块413中的直槽段,内夹托举盘46处于下极限位置处,此时内夹电推杆48也处于下极限位置,缓冲弹簧411被压缩至极限位置。镀膜机对齿轮的外周面进行镀层时,交替装夹装置4的工作过程与上述相反。
62.一种重载防疲劳式减速齿轮,按质量占比采用权1-6任一项所述的制备方法制备的齿轮,其化学成分包括c为0.1~0.40%、ti为0.2~0.25%、al为0.2~0.3%、si为0.35~3.0%、mn为0.1~3.0%、cr为低于0.2%、mo为低于0.1%、p为0.03%以下、s为0.15%以下、al为0.05%以下、n为0.03%以下、余量为fe。
63.本发明提供的一种重载防疲劳式减速齿轮及其制备方法,可以极大程度的减少齿轮的疲劳损伤,提高其抗疲劳强度,延长其使用寿命。
64.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。