技术特征:
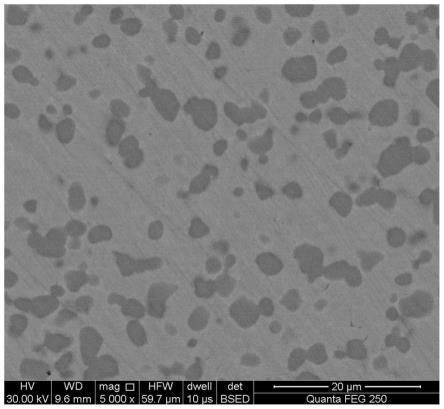
1.一种湿式旋转模切刀辊用不锈粉末冶金高速钢,其特征在于:所述高速钢制备时,以质量百分比计,所用原料包括:mo2c占2~5%、vc占3~5%、co占2~5%、cr占18~25%、nbc占1~2%、wc占1~2%、,la和y占0.05~0.5%,,其余为fe,各原料的质量百分比之和为100%;所述cr、la、y分别以铬粉、la粉和y粉的形式配取,铬粉、镧粉和钇粉先经湿法球磨并在含有氧的条件下干燥,最后经混料烧结引入高速钢中;所述含有氧的条件下是指氧含量大于0且小于4vol.%的条件;高速钢中碳化物尺寸小于5μm。2.根据权利要求1所述的一种湿式旋转模切刀辊用不锈粉末冶金高速钢,其特征在于:采用粉末冶金方法合成,达到近净成形效果,其制备原料的纯度均>99.8%、各原料粉末的平均粒径<5μm。3.根据权利要求1-2所述的一种湿式旋转模切刀辊用不锈粉末冶金高速钢的制备方法,其特征在于:包括如下步骤:(1)原料预处理将原料cr粉、la粉和y粉进行一定时间的湿式球磨,在气氛a下进行干燥,得到预处理的cr粉、la粉和y粉;所述气氛a中含有1-3.5vol.%的氧气;(2)原料球磨混合按配方称取除cr粉、la粉和y粉外的相应质量百分比的原料粉末,按比例额外加入炭黑及成型剂,通过湿式球磨进行一定时间的球磨混合,得到混合料浆。在料浆中加入步骤(1)预处理的cr粉、la粉和y粉,再继续进行一定条件的球磨混合,混合后将最终混合料浆在真空烘箱中干燥后得到球磨混合料;(3)压制成型将步骤(2)中获得的球磨混合料放置于模具中,通过压制得到冷压坯;(4)烧结将步骤(3)中得到的冷压坯放入烧结炉中进行真空烧结,冷却后得到烧结坯;真空烧结的温度为1180~1260℃;(5)热处理将步骤(4)中得到的烧结坯,在预热后进行高温淬火,淬火洗净后进行深冷处理,待深冷产品自然回复到室温后进行多次回火处理,热处理结束后可得到成品。4.根据权利要求3所述的一种湿式旋转模切刀辊用不锈粉末冶金高速钢的制备方法,其特征在于:所述步骤(1)中,所述湿式球磨介质为无水乙醇,球磨通过惰性气体气氛进行保护,采用磨球可为硬质合金或钢球,球料比为(4~8):1,球磨时间为24~36h。5.根据权利要求3所述的一种湿式旋转模切刀辊用不锈粉末冶金高速钢的制备方法,其特征在于:所述步骤(1)中,干燥在气氛a中进行,干燥温度为50~60℃,气氛a为氮气和氧气的混合气体,其中氧气的含量为1~3vol.%,干燥时间为4~8h。6.根据权利要求3所述的一种湿式旋转模切刀辊用不锈粉末冶金高速钢的制备方法,其特征在于:所述步骤(2)中,额外加入炭黑量为0.3~0.9wt.%;所述步骤(2)中,所述成型剂添加量为4~6wt.%。7.根据权利要求3所述的一种湿式旋转模切刀辊用不锈粉末冶金高速钢的制备方法,其特征在于:所述步骤(2)中,所述湿式球磨介质为无水乙醇,球磨通过惰性气体气氛进行
保护,采用磨球可为硬质合金或钢球,考虑批量生产出料量优选采用滚筒球磨,转速为60~100rpm。8.根据权利要求7所述的一种湿式旋转模切刀辊用不锈粉末冶金高速钢的制备方法,其特征在于:所述步骤(2)中,初次球磨球料的质量比为(4~8):1球磨时间为36~64h;加入预处理的cr粉、la粉和y粉后,二次球磨球料的质量比调整为(1~3):1,球磨时间为12~24h。9.根据权利要求3所述的一种湿式旋转模切刀辊用不锈粉末冶金高速钢的制备方法,其特征在于:所述步骤(2)中,干燥在真空干燥箱中进行,干燥气压为10000~20000pa。所述步骤(3)中,压制压力为100~250mpa;所述步骤(4)中,采用真空烧结方式,烧结过程气压为10-2
~10pa,烧结最高温度为1180~1250℃,保温时间为2~4h。10.根据权利要求3所述的一种湿式旋转模切刀辊用不锈粉末冶金高速钢的制备方法,其特征在于:所述步骤(5)中,淬火温度为1170℃~1220℃,淬火保温时间为30~120min,淬火在盐浴或气氛保护下进行,介质选择为淬火油;深冷温度为-180℃~-60℃,深冷时间为60~240min;回火温度为540℃~570℃,回火工艺为分三次进行回火,每次回火50-90min、优选为55-65min,每次回火后自然冷却至室温。
技术总结
本发明涉及一种不锈粉末冶金高速钢,具体涉及一种湿式旋转模切刀辊用不锈粉末冶金高速钢及其制备方法。所述高速钢制备时,以质量百分比计,所用原料包括:Mo2C占2~5%、VC占3~5%、Co占2~5%、Cr占18~25%、NbC占1~2%、WC占1~2%、La和Y占0.05~0.5%,其余为Fe,各原料的质量百分比之和为100%;所述Cr、La、Y是以铬粉、镧粉、钇粉形式配取,经球磨预混合并在含有氧的条件下干燥,最后经混料烧结引入高速钢中;所述含有氧的条件下是指氧含量大于0且小于4vol.%的条件;高速钢中碳化物尺寸小于5μm。其制备方法包括:原料的预处理、原料球磨混合、压制成型、烧结、热处理。本发明产品组分设计合理、制备工艺简单可控,所得产品的力学性能和耐腐蚀性能均佳;便于大规模工业化应用。应用。应用。
技术研发人员:康希越 陈帅鹏 陈豫章
受保护的技术使用者:长沙市萨普新材料有限公司
技术研发日:2022.01.19
技术公布日:2022/6/4
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。