1.本发明涉及靶材制备技术领域,特别涉及一种银合金靶材制备工艺及应用。
背景技术:
2.靶材又称“溅射靶材”,由于是在溅射过程中被高速金属等离子体流轰击的目标材料而得名。靶材是半导体、显示面板、光伏等领域制备功能薄膜的核心原材料,存在工艺不可替代性。更换不同靶材可得到不同的膜系,从而实现导电或阻挡等功能。
3.目前,显示用靶材大多数为金属靶,如:金属铝靶、金属铜靶。贵金属及贵金属合金靶材,如银合金靶产生的银膜系具有较高的光的反射率及较低的电阻值,被用于反射型液晶显示器、led、太阳能电池等反射电极膜。
4.目前银合金靶材的生产过程主要是:原料—熔炼浇注—热处理—热轧延—冷轧延—热处理—机加工,由于在热处理过程中,晶粒会再结晶长大,在热轧延及冷轧延过程中,晶粒会出现一定的方向性,导致镀膜过程中易出现尖端放电现象,从而影响膜层质量。
技术实现要素:
5.为解决上述技术问题,本发明提供了一种银合金靶材制备工艺及应用,具有易于等轴化、提高膜层质量的优点。
6.为达到上述目的,本发明的技术方案如下:
7.一种银合金靶材制备工艺,包括:
8.根据预成型成品的尺寸选取对应规格的agin合金锭作为制备原材备用;
9.将所述制备原材于450-600℃的温度条件下预热1-2h至其呈半熔融状态,作为挤压原材备用;
10.将所述挤压原材注入挤压成型设备中,通过预装的成型模具将所述挤压原材挤压成板材加工体;
11.待所述板材加工体冷却至常温后,于搅拌摩擦焊机上按照预置的加工参数及运行路径对所述板材加工体进行搅拌摩擦焊处理,得到靶材半成品;
12.根据预成型成品的加工参数对所述靶材半成品进行机加工以最终得到银合金靶材成品。
13.作为本发明的一种优选方案,所述制备原材的纯度大于99.995%,所述制备原材中in含量为0.1-1.5at%。
14.作为本发明的一种优选方案,所述通过预装的成型模具将所述挤压原材挤压成板材加工体时,控制挤压成型设备的挤压温度为450-500℃、挤压速度为15-20cm/min。
15.作为本发明的一种优选方案,所述通过预装的成型模具将所述挤压原材挤压成板材加工体的总变形量大于85%。
16.作为本发明的一种优选方案,进行搅拌摩擦焊处理处理时,控制搅拌摩擦焊机的下压量为2-5h/mm、倾角为1-5
°
、旋转速度为300-500r/min、运行速度为20-50cm/min。
17.作为本发明的一种优选方案,所述靶材半成品的晶粒尺寸小于100μm。
18.作为本发明的一种优选方案,所述机加工包括切割加工和表面加工。
19.另一方面,本发明还提供将由上述任一技术方案所述的制备工艺制备得到的银合金靶材应用于显示器、集成电路、光伏电池或者功能玻璃。
20.综上所述,本发明具有如下有益效果:
21.本发明实施例通过提供一种银合金靶材制备工艺及应用,采用agin合金锭作为制备原材,其中的in元素能够抑制靶材的晶粒成长,且能提高靶材的硬度,抑制加工过程的翘曲,将制备原材预热成板熔融状态,能够保证可溶解的相组织不从固溶中析出或呈现小颗粒的弥散析出,有利于后期挤压操作的进行,通过挤压的方式成型板材加工体,相较于热轧延和冷轧延的生产效率及成型精度更高,而通过搅拌摩擦焊的方式可以改变挤压产生的纤维状晶粒组织,易于等轴化,使得晶粒尺寸达到100μm甚至50μm以下,且粒度均匀;通过上述制备工艺加工的银合金靶材在工作时组织稳定,能够满足大尺寸显示器靶材的应用需求,且降低了烧结能耗和加工成本。
附图说明
22.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
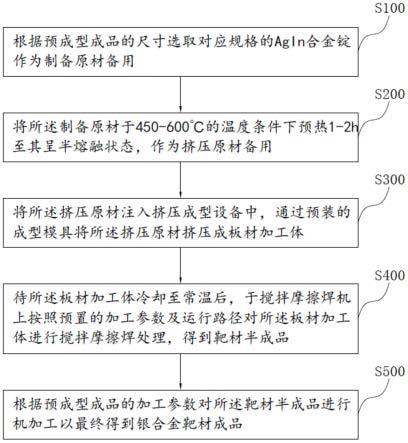
23.图1为本发明实施例一的工艺流程图。
24.图2为本发明实施例三中搅拌摩擦焊处理过程中的宏观表象图。
25.图3为本发明实施例三中得到的银合金靶材的微观结构图。
具体实施方式
26.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
27.实施例一
28.一种银合金靶材制备工艺,如图1所示,包括:
29.s100、根据预成型成品的尺寸选取对应规格的agin合金锭作为制备原材备用。
30.具体的,选取的制备原材的纯度大于99.995%,且制备原材中in含量为0.1-1.5at%。
31.s200、将制备原材于450-600℃的温度条件下预热1-2h至其呈半熔融状态,作为挤压原材备用;在半熔融状态下能够保证可溶解的相组织不从固溶中析出或呈现小颗粒的弥散析出,有利于后期挤压操作的进行。
32.s300、将挤压原材注入挤压成型设备中,通过预装的成型模具将挤压原材挤压成板材加工体。
33.本实施例中,挤压成型设备可选用4500t挤压机,成型模具根据预成型成品具体设
at%板材从挤压机出口处缓慢挤出;待材料全部挤压完成后静置冷却5小时至常温,得到4块长2310mm、宽210mm、厚20mm的半成品agin0.5at%合金板材;经测量计算可得截面总变形量为91.13%。
44.将冷却好的板材放置于搅拌摩擦焊平台上,根据成品尺寸选择直径为60mm的摩擦焊接头,使用设备编程系统设置好摩擦搅拌焊各个参数,下压量3.6h/mm、倾角为2.5
°
、旋转速度为500r/min、运行速度为35cm/min,并根据成品尺寸设置好运行路径,即可自动化运行得到agin0.5at%合金靶材,减少了人工操作,改变挤压产生的纤维状晶粒组织,易于等轴化,如图2所示,图2示出了搅拌摩擦焊处理过程中的宏观表象图。
45.最后根据图纸对agin0.5at%合金靶材进行机械加工,如:切割加工、表面处理等,即得成品。
46.取少许成品材料,使用金相显微镜观察其微观组织,如图3所示,图3示出了制得的银合金靶材的微观结构图,由图可知,其晶粒大小为58μm。
47.实施例四
48.本实施例以一具体产品为例详细阐述其制备过程:本实施例中设定成品尺寸为2100*250*15mm,并根据成品尺寸准备相应的挤压模具,通过计算以及现有4500t挤压机设备条件计算出毛坯尺寸为φ300*750mm,挤压模具截面尺寸为200*28mm,在进行挤压操作前将准备好的挤压模具安装在4500t挤压机内。
49.选取纯度为99.995wt%、合金配比为ag:in=99.5:0.5at%、直径300mm、长750mm的高纯实心agin合金锭为原材料,将其置于550℃圆管加热炉中预热1.5h,使其呈半熔融状态,有利于后期挤压操作;加热后的半熔融实心aginat%合金锭直接通过运输轨道进入挤压机中,控制挤压温度为480℃,挤压速度为20cm/min,在挤压机和模具的共同作用下aginat%板材从挤压机出口处缓慢挤出;待材料全部挤压完成后静置冷却5小时至常温,得到4块长2115mm、宽2600mm、厚18mm的半成品agin0.5at%合金板材;经测量计算可得截面总变形量为90.34%。
50.将冷却好的板材放置于搅拌摩擦焊平台上,根据成品尺寸选择直径为60mm的摩擦焊接头,使用设备编程系统设置好摩擦搅拌焊各个参数,下压量3.5h/mm、倾角为2.8
°
、旋转速度为500r/min、运行速度为30cm/min,并根据成品尺寸设置好运行路径,即可自动化运行得到agin0.5at%合金靶材,减少了人工操作,改变挤压产生的纤维状晶粒组织,易于等轴化。
51.最后根据图纸对agin0.5at%合金靶材进行机械加工,如:切割加工、表面处理等,即得成品。
52.实施例五
53.本实施例以一具体产品为例详细阐述其制备过程:本实施例中设定成品尺寸为2000*180*15mm,并根据成品尺寸准备相应的挤压模具,通过计算以及现有4500t挤压机设备条件计算出毛坯尺寸为φ290*670mm,挤压模具截面尺寸为200*20mm,在进行挤压操作前将准备好的挤压模具安装在4500t挤压机内。
54.选取纯度为99.995wt%、合金配比为ag:in=99.5:0.5at%、直径290mm、长670mm的高纯实心agin合金锭为原材料,将其置于450℃圆管加热炉中预热1h,使其呈半熔融状态,有利于后期挤压操作;加热后的半熔融实心agin at%合金锭直接通过运输轨道进入挤
压机中,控制挤压温度为450℃,挤压速度为18cm/min,在挤压机和模具的共同作用下agin at%板材从挤压机出口处缓慢挤出;待材料全部挤压完成后静置冷却5小时至常温,得到4块长2010mm、宽190mm、厚18mm的半成品agin0.5at%合金板材;经测量计算可得截面总变形量为91.68%。
55.将冷却好的板材放置于搅拌摩擦焊平台上,根据成品尺寸选择直径为55mm的摩擦焊接头,使用设备编程系统设置好摩擦搅拌焊各个参数,下压量3.8h/mm、倾角为3.1
°
、旋转速度为480r/min、运行速度为40cm/min,并根据成品尺寸设置好运行路径,即可自动化运行得到agin0.5at%合金靶材,减少了人工操作,改变挤压产生的纤维状晶粒组织,易于等轴化。
56.最后根据图纸对agin0.5at%合金靶材进行机械加工,如:切割加工、表面处理等,即得成品。
57.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。