一种led补光灯主体压铸模具结构
技术领域
1.本实用新型涉及压铸模具技术领域,具体涉及一种led补光灯主体压铸模具结构。
背景技术:
2.压铸是一种先进、高效率的有色合金精密成形技术,生产过程可实现机械化,自动化,能够制造出具有各种复杂几何形状的铸件,如led补光灯,广泛应用到各个行业的各种装备及产品零部件制造中,从飞机、汽车到家居生活用品。
3.随着经济全球化的发展进程,铸造业持续发展,汽车产业、电子通讯产业、装备制造业已成为国家的支柱产业;产品向轻量化,节能化的发展趋势;所有这些都为压铸行业带来巨大的市场机会和压铸产品需求,也为压铸机制造企业带来极好的发展机遇和市场前景。
4.现有技术存在以下不足:对模具进行注料的过程较为麻烦,使得生产效率得不到提高,压铸后的铸型较难取出,取件操作过程中铸件表面易出现损坏。
技术实现要素:
5.为此,本实用新型提供一种led补光灯主体压铸模具结构,以解决现有技术中对模具进行注料的过程较为麻烦,使得生产效率得不到提高,压铸后的铸型较难取出,取件操作过程中铸件表面易出现损坏的问题。
6.为了实现上述目的,本实用新型实施例提供如下技术方案:一种led补光灯主体压铸模具结构,包括下模,所述下模的上方设有第一上模且二者接触,所述下模的内部底端固定设有第二上模,所述第一上模的顶端设有脱模机构;
7.所述脱模机构包括多个第一管道,所述第一上模的内部开设有第一空腔,所述第一空腔的内部灌注有脱模剂,多个所述第一管道环形分布在第一空腔内部,所述第一管道的底端贯穿第一上模的底端,所述第一上模的顶端固定设有第二管道,脱模机构的设置便于取件。
8.进一步的,所述下模的内壁与第二上模的外壁之间形成第二空腔,所述第一上模的底端延伸进第二空腔内部且二者接触,使得脱模剂流到铸型的外侧,有助于脱模操作。
9.进一步的,所述下模的顶端开设有四个定位孔,所述第一上模的顶端固定设有四个定位销,所述定位孔设在定位销的下方且一一对应,所述定位销的底端贯穿第一上模并延伸进定位孔的内部且二者插接,定位孔和定位销的设置使得下模与第一上模对准。
10.进一步的,所述第二管道的底端延伸进第一上模的内部,所述第二管道上固定设有第二电动阀门,所述第二电动阀门与控制器的输出端连接,第二管道的设置方便对第一第一空腔的内部补充脱模剂。
11.进一步的,所述第一上模的顶端固定设有两个左右分布的电动推杆和伸缩杆,所述第二电动阀门设在电动推杆和伸缩杆之间,四个所述定位销均设在电动推杆和伸缩杆的外侧,伸缩杆的使得对第一上模进行导向。
12.进一步的,所述第一管道上固定设有第一电动阀门,所述第一电动阀门设在第一空腔的内部,所述第一电动阀门与控制器的输出端连接,第一电动阀门的设置控制第一空腔内部的脱模剂的释放。
13.进一步的,所述第二上模的顶端延伸进第一上模的内部顶端且二者接触,对第一上模进行限位。
14.本实用新型实施例具有如下优点:
15.1、本实用新型通过电动推杆工作缩短,带动第一上模上升,将铸造led补光灯主体的原料注入第二空腔内部,启动电动推杆,电动推杆伸长使得第一上模下移,直到第二上模的顶端与第一上模的内部顶端接触,此时第一上模的底端对铸造led补光灯主体的原料进行压紧,此时启动铸造机进行高温铸造,与现有技术相比,本装置自动化程度高,注料方便,有助于提高生产效率;
16.2、本实用新型通过控制器打开第一电动阀门,第一空腔内部的脱模剂顺着多个第一管道进入第二空腔内部流到led补光灯主体铸型的外侧,则led补光灯主体铸型可轻易从第二空腔内部取出,与现有技术相比,本装置增设的脱模机构便于取件,防止强行取件对铸件表面造成损坏的情况发生。
附图说明
17.图1为本实用新型提供的下模与第一上模内部主视结构示意图;
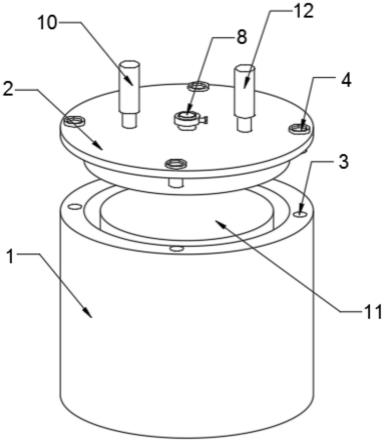
18.图2为本实用新型提供的整体主视示意图;
19.图3为本实用新型提供的不包括下模的仰视结构示意图;
20.图4为本实用新型提供的下模的内部俯视结构示意图;
21.图5为本实用新型提供的第二上模内部主视剖视结构示意图;
22.图6为本实用新型提供的图5中a部结构示意图;
23.图中:1、下模;2、第一上模;3、定位孔;4、定位销;5、第一空腔;6、第一管道;7、第一电动阀门;8、第二管道;9、第二电动阀门;10、电动推杆;11、第二上模;12、伸缩杆。
具体实施方式
24.以下由特定的具体实施例说明本实用新型的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本实用新型的其他优点及功效,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
25.参照说明书附图1-图6,该实施例的一种led补光灯主体压铸模具结构,包括下模1,所述下模1的上方设有第一上模2且二者接触,所述下模1的顶端开设有四个定位孔3,所述第一上模2的顶端固定设有四个定位销4,所述定位孔3设在定位销4的下方且一一对应,所述定位销4的底端贯穿第一上模2并延伸进定位孔3的内部且二者插接,定位孔3和定位销4的设置使得下模1与第一上模2对准,防止错位造成铸型的质量不合格,所述下模1的内部底端固定设有第二上模11,所述第二上模11的顶端延伸进第一上模2的内部顶端且二者接触,所述下模1的内壁与第二上模11的外壁之间形成第二空腔,所述第一上模2的底端延伸
进第二空腔内部且二者接触,对铸型进行限位,所述第一上模2的顶端设有脱模机构,所述第一上模2的顶端固定设有两个左右分布的电动推杆10和伸缩杆12,伸缩杆12对第一上模2进行导向,所述第二电动阀门9设在电动推杆10和伸缩杆12之间,四个所述定位销4均设在电动推杆10和伸缩杆12的外侧,不妨碍注料操作的开展。
26.实施场景具体为:将电动推杆10和伸缩杆12固定在铸造设备内部顶端,拧松四个定位销4,启动电动推杆10,电动推杆10工作缩短,带动第一上模2上升,将铸造led补光灯主体的原料注入第二空腔内部,启动电动推杆10,电动推杆10伸长使得第一上模2下移,直到第二上模11的顶端与第一上模2的内部顶端接触,此时第一上模2的底端对铸造led补光灯主体的原料进行压紧,此时启动铸造机进行高温铸造,本装置自动化程度高,注料方便,有助于提高生产效率,该实施方式具体解决了现有技术中对模具进行注料的过程较为麻烦,使得生产效率得不到提高的问题。
27.参照说明书附图1-6,该实施例的一种led补光灯主体压铸模具结构,所述脱模机构包括多个第一管道6,所述第一上模2的内部开设有第一空腔5,所述第一空腔5的内部灌注有脱模剂,多个所述第一管道6环形分布在第一空腔5内部,所述第一管道6的底端贯穿第一上模2的底端,所述第一上模2的顶端固定设有第二管道8,所述第一管道6上固定设有第一电动阀门7,所述第一电动阀门7设在第一空腔5的内部,所述第一电动阀门7与控制器的输出端连接,所述第二管道8的底端延伸进第一上模2的内部,所述第二管道8上固定设有第二电动阀门9,所述第二电动阀门9与控制器的输出端连接,通过控制器控制第二电动阀门9的开启,对第二管道8内部补充脱模剂。
28.实施场景具体为:铸造完成后,通过控制器将多个第一电动阀门7打开,第一空腔5内部的脱模剂顺着多个第一管道6进入第二空腔内部流到led补光灯主体铸型的外侧,则led补光灯主体铸型可轻易从第二空腔内部取出,本装置增设的脱模机构便于取件,防止强行取件对铸件表面造成损坏的情况发生,该实施方式具体解决了现有技术中压铸后的铸型较难取出,取件操作过程中铸件表面易出现损坏的问题。
29.虽然,上文中已经用一般性说明及具体实施例对本实用新型作了详尽的描述,但在本实用新型基础上,可以对之作一些修改或改进,这对本领域技术人员而言是显而易见的。因此,在不偏离本实用新型精神的基础上所做的这些修改或改进,均属于本实用新型要求保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
