1.本技术涉及电池领域,具体而言,涉及一种辊压装置及叠片设备。
背景技术:
2.电池在新能源领域应用甚广,例如电动汽车、新能源汽车等,新能源汽车、电动汽车已经成为汽车产业的发展新趋势。在叠片电极组件制造工艺中,需要将隔离膜和正极极片的复合件与负极极片辊压。对于不同规格的电极组件,所需要辊压的厚度不同。目前的辊压装置从适应一种规格的电极组件切换至适应另一种规格的电极组件所需的时间较长,导致生产的效率较低。
技术实现要素:
3.本技术实施例的目的在于提供一种辊压装置及叠片设备,其旨在改善相关技术中辊压装置对不同规格的电极组件的换型时间长,换型效率低的问题。
4.第一方面,本技术实施例提供了一种辊压装置,所述辊压装置包括第一压辊、第二压辊、检测单元及调节机构,所述第二压辊与所述第一压辊相对设置,所述第一压辊与所述第二压辊之间形成用于容纳目标件的辊压间隙;所述检测单元用于获取表征所述第一压辊所受力矩的第一检测信号和/或表征所述第二压辊所受力矩的第二检测信号;所述调节机构用于根据所述第一检测信号和/或所述第二检测信号来调节所述辊压间隙。
5.在上述技术方案中,该辊压装置通过设置检测单元在第一压辊及第二压辊辊压目标件时获取第一压辊所受的力矩并生成第一检测信号和/或获取第二压辊所受的力矩并生成第二检测信号,若检测单元检测的力矩变化,表明目标件的厚度变化,调节机构可根据第一检测信号和/或第二检测信号来调节辊压间隙,以适应目标件的厚度变化。一方面,无需停机即能实现对不同规格目标件辊压的快速换型,从适应一种规格的目标件切换至适应另一种规格的目标件所需的时间较短,有利于提高生产效率。另一方面,针对同一种规格的目标件进行辊压时,若检测单元检测到第一压辊和/或第二压辊所受的力矩超过第一阈值,则表明目标件的厚度偏大,调节机构能够响应第一检测信号和/或第二检测信号来增大辊压间隙,防止辊压装置压坏目标件。若检测单元检测到第一压辊和/或第二压辊所受的力矩低于第二阈值,则表明目标件的厚度偏小,调节机构能够响应第一检测信号和/或第二检测信号来减小辊压间隙,保证辊压装置能够压实目标件。
6.作为本技术实施例的一种可选技术方案,所述辊压装置包括第一驱动单元,所述第一驱动单元与所述第一压辊连接,所述第一驱动单元用于驱动所述第一压辊转动;和/或所述辊压装置包括第二驱动单元,所述第二驱动单元与所述第二压辊连接,所述第二驱动单元用于驱动所述第二压辊转动。
7.在上述技术方案中,通过设置第一驱动单元驱动第一压辊转动,便于带动第一压辊辊压目标件。通过设置第二驱动单元驱动第二压辊转动,便于带动第二压辊辊压目标件。
8.作为本技术实施例的一种可选技术方案,所述第一驱动单元被配置为驱动所述第
一压辊转动并输出所述第一检测信号;和/或所述第二驱动单元被配置为驱动所述第二压辊转动并输出所述第二检测信号。
9.在上述技术方案中,第一驱动单元既能够驱动第一压辊转动,还能够输出表征第一压辊所受力矩的第一检测信号,一个部件实现了多个功能,有利于简化辊压装置的结构。同样地,第二驱动单元既能够驱动第二压辊转动,还能够输出表征第二压辊所受力矩的第二检测信号,一个部件实现了多个功能,有利于简化辊压装置的结构。
10.作为本技术实施例的一种可选技术方案,所述第一驱动单元和/或所述第二驱动单元为伺服电机。
11.在上述技术方案中,采用伺服电机作为第一驱动单元,一方面伺服电机可作为动力源驱动第一压辊转动,另一方面伺服电机可以获得第一压辊所受的力矩并生成第一检测信号,无需额外设置其他传感器对第一压辊所受的力矩进行检测,有利于降低辊压装置的成本。同样地,采用伺服电机作为第二驱动单元,一方面伺服电机可作为动力源驱动第二压辊转动,另一方面伺服电机可以获得第二压辊所受的力矩并生成第二检测信号,无需额外设置其他传感器对第二压辊所受的力矩进行检测,有利于降低辊压装置的成本。
12.作为本技术实施例的一种可选技术方案,所述辊压装置包括第一驱动单元、第二驱动单元及控制器,所述第一驱动单元与所述第一压辊连接,所述第一驱动单元用于驱动所述第一压辊转动;所述第二驱动单元与所述第二压辊连接,所述第二驱动单元用于驱动所述第二压辊转动;所述控制器与所述第一驱动单元和所述第二驱动单元通信连接,所述控制器用于控制所述第一驱动单元和所述第二驱动单元以使所述第一压辊和所述第二压辊辊压所述目标件的线速度相同。
13.在上述技术方案中,通过设置第一驱动单元为第一压辊的转动提供动力,设置第二驱动单元为第二压辊的转动提供动力,使得第一压辊和第二压辊配合辊压目标件。控制器可对第一驱动单元及第二驱动单元的速度进行调控使得第一压辊和第二压辊辊压目标件的线速度相同,从而弥补第一压辊和第二压辊加工及安装带来的速度差,实现第一压辊和第二压辊的同步辊压,有利于提升辊压质量。
14.作为本技术实施例的一种可选技术方案,所述第一驱动单元为伺服电机,所述第一驱动单元被配置为驱动所述第一压辊转动并输出所述第一检测信号;和/或所述第二驱动单元为伺服电机,所述第二驱动单元被配置为驱动所述第二压辊转动并输出表征所述第二压辊所受力矩的第二检测信号。
15.在上述技术方案中,通过选择伺服电机作为第一驱动单元,一方面伺服电机可作为动力源驱动第一压辊转动,另一方面伺服电机可以获得第一压辊所受的力矩并生成第一检测信号,无需额外设置其他传感器对第一压辊所受的力矩进行检测,有利于降低辊压装置的成本。通过选择伺服电机作为第二驱动单元,一方面伺服电机可作为动力源驱动第二压辊转动,另一方面伺服电机可以获得第二压辊所受的力矩并生成第二检测信号,无需额外设置其他传感器对第二压辊所受的力矩进行检测,有利于降低辊压装置的成本。若第一压辊和第二压辊辊压目标件的线速度不同,则第一压辊所受力矩与第二压辊所受力矩的差值会产生变化。因此,选择伺服电机作为第一驱动单元和/或第二驱动单元,还可以精确地使得第一压辊和第二压辊辊压目标件的线速度相同。在第一压辊和第二压辊辊压目标件的线速度相同的情况下,第一压辊所受力矩与第二压辊所受力矩的差值不变,使得调节机构
根据第一检测信号和/或第二检测信号调节辊压间隙更为精确。
16.作为本技术实施例的一种可选技术方案,所述调节机构与所述第一压辊连接,所述调节机构用于根据所述第一检测信号和/或所述第二检测信号来带动所述第一压辊向靠近或远离所述第二压辊的方向移动,以调节所述辊压间隙;和/或所述调节机构与所述第二压辊连接,所述调节机构用于根据所述第一检测信号和/或所述第二检测信号来带动所述第二压辊向靠近或远离所述第一压辊的方向移动,以调节所述辊压间隙。
17.在上述技术方案中,调节机构可以通过带动第一压辊靠近或远离第二压辊以调节辊压间隙,也可以通过带动第二压辊靠近或者远离第一压辊以调节辊压间隙,还可以通过同时带动第一压辊和第二压辊互相靠近或者互相远离以调节辊压间隙。
18.作为本技术实施例的一种可选技术方案,所述调节机构包括滑动座及驱动组件,所述滑动座连接于所述驱动组件,所述第一压辊可转动地连接于所述滑动座,所述驱动组件用于根据所述第一检测信号和/或所述第二检测信号来驱动所述滑动座带动所述第一压辊向靠近或远离所述第二压辊的方向移动,以调节所述辊压间隙。
19.在上述技术方案中,通过设置驱动组件驱动滑动座移动,进而带动与滑动座连接的第一压辊向靠近或远离第二压辊的方向移动,进而减小或者增大辊压间隙。由于该驱动组件可以响应于第一检测信号和/或第二检测信号,因此可以实现对不同规格的目标件的自动换型。另一方面,针对同一种规格的目标件进行辊压时,若检测单元检测到第一压辊和/或第二压辊所受的力矩超过第一阈值,则表明目标件的厚度偏大,驱动组件能够响应第一检测信号和/或第二检测信号来驱动滑动座,带动第一压辊向远离第二压辊的方向移动,以增大辊压间隙,防止辊压装置压坏目标件。若检测单元检测到第一压辊和/或第二压辊所受的力矩低于第二阈值,则表明目标件的厚度偏小,驱动组件能够响应第一检测信号和/或第二检测信号来驱动滑动座,带动第一压辊向靠近第二压辊的方向移动,以减小辊压间隙,保证辊压装置能够压实目标件。
20.作为本技术实施例的一种可选技术方案,所述驱动组件包括机架、第三驱动单元及丝杠,所述滑动座可滑动地连接于所述机架;所述第三驱动单元固定于所述机架;所述丝杠的一端可转动地连接于所述机架,另一端与所述第三驱动单元连接,所述丝杠沿着所述滑动座的滑动方向延伸,所述滑动座与所述丝杠螺纹连接。
21.在上述技术方案中,通过设置机架,定位第三驱动单元及丝杠,保证第三驱动单元及丝杠在工作过程中稳定可靠。当电机转动时,带动丝杠转动,由于滑动座可滑动地连接于机架,其转动被限制,因此与丝杠螺纹连接的滑动座不能随丝杠转动,只能在丝杠的作用下沿着丝杠的延伸方向移动,进而带动第一压辊沿着靠近或远离第二压辊的方向移动,以减小或增大辊压间隙。
22.作为本技术实施例的一种可选技术方案,所述辊压装置包括除尘机构,所述除尘机构贴合于所述第一压辊和/或所述第二压辊的周面,以对所述第一压辊和/或所述第二压辊除尘。
23.在上述技术方案中,通过设置除尘机构对第一压辊和/或第二压辊进行除尘,防止第一压辊和/或第二压辊上的灰尘等杂质粘附至目标件上,进而影响辊压质量或脏污目标件,对后续工艺造成影响。
24.作为本技术实施例的一种可选技术方案,所述辊压装置还包括收集件,所述收集
件设置于所述除尘机构的下方,所述收集件用于收集所述除尘机构扫落的灰尘。
25.在上述技术方案中,通过设置收集件,可收集除尘机构扫落的灰尘,避免灰尘污染目标件。
26.第二方面,本技术实施例还提供了一种叠片设备,所述叠片设备包括上述的辊压装置、第一送料装置及第二送料装置,所述第一送料装置用于向所述辊压间隙输送隔离膜和第一极片的复合件;所述第二送料装置用于向所述辊压间隙输送第二极片,所述第二极片与所述第一极片的极性相反;所述第一压辊和所述第二压辊用于辊压所述复合件和所述第二极片。
27.作为本技术实施例的一种可选技术方案,所述叠片设备包括两个所述第二送料装置,两个所述第二送料装置位于所述第一送料装置两侧,两个所述第二送料装置用于交替地向所述辊压间隙输送所述第二极片。
28.在上述技术方案中,通过设置两个第二送料装置向辊压间隙交替供料,有利于提升供料效率,进而提升生产效率。
附图说明
29.为了更清楚地说明本技术实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本技术的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
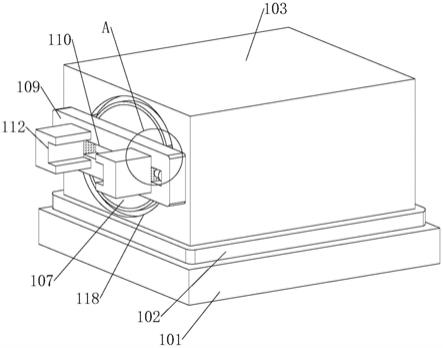
30.图1为本技术一些实施例提供的叠片设备的结构示意图;
31.图2为本技术一些实施例提供的辊压装置的结构示意图;
32.图3为本技术一些实施例提供的第一压辊、检测单元及调节机构连接的示意框图;
33.图4为本技术一些实施例提供的第一驱动单元、控制器及第二驱动单元连接的示意框图。
34.图标:10-辊压装置;20-第一送料装置;30-第二送料装置;40-插片辅助辊;50-叠片设备;100-第一压辊;110-第一驱动单元;200-第二压辊;210-第二驱动单元;300-检测单元;400-调节机构;410-滑动座;421-机架;422-丝杠;500-控制器;510-除尘机构;520-收集件;600-目标件;610-复合件;620-第二极片。
具体实施方式
35.下面将结合附图对本技术技术方案的实施例进行详细的描述。以下实施例仅用于更加清楚地说明本技术的技术方案,因此只作为示例,而不能以此来限制本技术的保护范围。
36.除非另有定义,本文所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同;本文中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本技术;本技术的说明书和权利要求书及上述附图说明中的术语“包括”和“具有”以及它们的任何变形,意图在于覆盖不排他的包含。
37.在本技术实施例的描述中,技术术语“第一”“第二”等仅用于区别不同对象,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量、特定顺序或主次
关系。在本技术实施例的描述中,“多个”的含义是两个以上,除非另有明确具体的限定。
38.在本文中提及“实施例”意味着,结合实施例描述的特定特征、结构或特性可以包含在本技术的至少一个实施例中。在说明书中的各个位置出现该短语并不一定均是指相同的实施例,也不是与其它实施例互斥的独立的或备选的实施例。本领域技术人员显式地和隐式地理解的是,本文所描述的实施例可以与其它实施例相结合。
39.在本技术实施例的描述中,术语“和/或”仅仅是一种描述关联对象的关联关系,表示可以存在三种关系,例如a和/或b,可以表示:单独存在a,同时存在a和b,单独存在b这三种情况。另外,本文中字符“/”,一般表示前后关联对象是一种“或”的关系。
40.在本技术实施例的描述中,术语“多个”指的是两个以上(包括两个),同理,“多组”指的是两组以上(包括两组),“多片”指的是两片以上(包括两片)。
41.在本技术实施例的描述中,技术术语“中心”“纵向”“横向”“长度”“宽度”“厚度”“上”“下”“前”“后”“左”“右”“竖直”“水平”“顶”“底”“内”“外”“顺时针”“逆时针”“轴向”“径向”“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术实施例和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术实施例的限制。
42.在本技术实施例的描述中,除非另有明确的规定和限定,技术术语“安装”“相连”“连接”“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;也可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术实施例中的具体含义。
43.目前,从市场形势的发展来看,电池的应用越加广泛。电池不仅被应用于水力、火力、风力和太阳能电站等储能电源系统,而且还被广泛应用于电动自行车、电动摩托车、电动汽车等电动交通工具,以及军事装备和航空航天等多个领域。随着电池应用领域的不断扩大,其市场的需求量也在不断地扩增。
44.本技术的实施例所提到的电池是指包括一个或多个电池单体以提供更高的电压和容量的单一的物理模块。例如,本技术中所提到的电池可以包括电池模块或电池包等。电池一般包括用于封装一个或多个电池单体的箱体。箱体可以避免液体或其他异物影响电池单体的充电或放电。
45.电池单体包括电极组件和电解液,电极组件包括正极极片、负极极片和隔离膜。电池单体主要依靠金属离子在正极极片和负极极片之间移动来工作。正极极片包括正极集流体和正极活性物质层,正极活性物质层涂覆于正极集流体的表面。正极集流体包括正极集流部和正极极耳,正极集流部涂覆有正极活性物质层,正极极耳未涂覆正极活性物质层。以锂离子电池为例,正极集流体的材料可以为铝,正极活性物质层包括正极活性物质,正极活性物质可以为钴酸锂、磷酸铁锂、三元锂或锰酸锂等。负极极片包括负极集流体和负极活性物质层,负极活性物质层涂覆于负极集流体的表面;负极集流体包括负极集流部和负极极耳,负极集流部涂覆有负极活性物质层,负极极耳未涂覆负极活性物质层。负极集流体的材料可以为铜,负极活性物质层包括负极活性物质,负极活性物质可以为碳或硅等。隔离膜的材质可以为pp(polypropylene,聚丙烯)或pe(polyethylene,聚乙烯)等。
46.在叠片电极组件制造工艺中,需要将隔离膜和正极极片的复合件与负极极片辊
压。对于不同规格的电极组件,所需要辊压的厚度不同。目前的辊压装置从适应一种规格的电极组件切换至适应另一种规格的电极组件所需的时间较长,导致生产的效率较低。
47.发明人经研究发现,目前的辊压装置从适应一种规格的电极组件切换至适应另一种规格的电极组件时,需要先停机,之后调整两个压辊之间的间隙,待调整无误后,再重新开始工作。这样,需要经过停机、调整和开机几个步骤,换型步骤较多,导致换型所需的时间较长。
48.基于以上考虑,发明人经过深入研究设计了一种辊压装置,该辊压装置通过设置检测单元在第一压辊及第二压辊辊压目标件时获取第一压辊所受的力矩并生成第一检测信号,若检测单元检测的力矩变化,表明目标件的厚度变化,调节机构可根据第一检测信号来调节辊压间隙,以适应目标件的厚度变化,一方面,无需停机即能实现对不同规格目标件辊压的快速换型,从适应一种规格的目标件切换至适应另一种规格的目标件所需的时间较短,有利于提高生产效率。另一方面,针对同一种规格的目标件进行辊压时,若检测单元检测到第一压辊和/或第二压辊所受的力矩超过第一阈值,则表明目标件的厚度偏大,调节机构能够响应第一检测信号和/或第二检测信号来增大辊压间隙,防止辊压装置压坏目标件。若检测单元检测到第一压辊和/或第二压辊所受的力矩低于第二阈值,则表明目标件的厚度偏小,调节机构能够响应第一检测信号和/或第二检测信号来减小辊压间隙,保证辊压装置能够压实目标件。
49.本技术实施例公开的辊压装置可以但不限用于辊压极片、隔离膜和正极极片、隔离膜和正极极片的复合件与负极极片等目标件。采用本技术实施例提供的辊压装置,无需停机即能实现对不同规格目标件辊压的快速换型,有利于提高生产效率。另外,采用该辊压装置能够保证压实目标件,且避免辊压装置损坏目标件。
50.请参照图1,图1为本技术一些实施例提供的叠片设备50的结构示意图。根据本技术的一些实施例提供了一种叠片设备50,叠片设备50包括辊压装置10、第一送料装置20及第二送料装置30。第一送料装置20用于输送隔离膜和第一极片的复合件610。第二送料装置30用于输送第二极片620,第二极片620与第一极片的极性相反。第一压辊100和第二压辊200用于辊压复合件610和第二极片620。
51.第一送料装置20是提供或运送隔离膜和第一极片的复合件610的运输装置。
52.第二送料装置30是提供或运送第二极片620的运输装置。
[0053]“第二极片620与第一极片的极性相反”是指当第一极片为正极极片时,第二极片620为负极极片;当第一极片为负极极片时,第二极片620为正极极片。
[0054]
辊压装置10能够接收第一送料装置20提供的复合件610及第二送料装置30提供的第二极片620并对复合件610及第二极片620进行辊压。
[0055]
请参照图2,配合参照图3,图2为本技术一些实施例提供的辊压装置10的结构示意图,图3为本技术一些实施例提供的第一压辊100、检测单元300及调节机构400连接的示意框图。根据本技术的一些实施例提供了一种辊压装置10,辊压装置10包括第一压辊100、第二压辊200、检测单元300及调节机构400。第二压辊200与第一压辊100相对设置,第一压辊100与第二压辊200之间形成用于容纳目标件600的辊压间隙。检测单元300用于获取表征第一压辊100所受力矩的第一检测信号和/或表征所述第二压辊200所受力矩的第二检测信号。调节机构400用于根据第一检测信号和/或所述第二检测信号来调节辊压间隙。
[0056]
第一压辊100是辊压装置10中与目标件600接触并实现辊压的一根辊轴。
[0057]
第二压辊200是辊压装置10中与目标件600接触并实现辊压的另一根辊轴,第一压辊100和第二压辊200能够配合对目标件600进行辊压。
[0058]
辊压间隙是指第一压辊100的周面和第二压辊200的周面之间留存的用于容纳目标件600的空间。辊压间隙随第一压辊100和第二压辊200之间的距离改变而增大或减小。
[0059]
检测单元300是对第一压辊100辊压目标件600时受所的力矩进行检测并生成第一检测信号和/或对第二压辊200辊压目标件600时受所的力矩进行检测并生成第二检测信号的检测部件。
[0060]
调节机构400是用于调节辊压间隙大小的机构,调节机构400可以与第一压辊100连接,使第一压辊100靠近或远离第二压辊200,以减小或增大辊压间隙。调节机构400也可以与第二压辊200连接,使第二压辊200靠近或远离第一压辊100,以减小或增大辊压间隙。调节机构400还可以同时与第一压辊100及第二压辊200连接,使得第一压辊100与第二压辊200互相靠近或互相远离,以减小或增大辊压间隙。调节机构400与检测单元300通信连接,以接收第一检测信号和/或第二检测信号,并根据第一检测信号和/或第二检测信号调节辊压间隙的大小。这里通信连接包括导线、网线等有线连接方式,通信连接还包括蓝牙、无线网等无线连接方式,另外通信连接可以是通过有线或无线连接方式直接连接,通信连接也可以是通过某中间部件间接连接。
[0061]
该辊压装置10通过设置检测单元300在第一压辊100及第二压辊200辊压目标件600时获取第一压辊100所受的力矩并生成第一检测信号和/或获取第二压辊200所受的力矩并生成第二检测信号,若检测单元300检测的力矩变化,表明目标件600的厚度变化,调节机构400可根据第一检测信号和/或第二检测信号来调节辊压间隙,以适应目标件600的厚度变化。一方面,无需停机即能实现对不同规格目标件600辊压的快速换型,从适应一种规格的目标件600切换至适应另一种规格的目标件600所需的时间较短,有利于提高生产效率。另一方面,针对同一种规格的目标件600进行辊压时,若检测单元300检测到第一压辊100和/或第二压辊200所受的力矩超过第一阈值,则表明目标件600的厚度偏大,调节机构400能够响应第一检测信号和/或第二检测信号来增大辊压间隙,防止辊压装置10压坏目标件600。若检测单元300检测到第一压辊100和/或第二压辊200所受的力矩低于第二阈值,则表明目标件600的厚度偏小,调节机构400能够响应第一检测信号和/或第二检测信号来减小辊压间隙,保证辊压装置10能够压实目标件600。
[0062]
根据本技术的一些实施例,辊压装置10包括第一驱动单元110,第一驱动单元110与第一压辊100连接,第一驱动单元110用于驱动第一压辊100转动。和/或辊压装置10包括第二驱动单元210,第二驱动单元210与第二压辊200连接,第二驱动单元210用于驱动第二压辊200转动。
[0063]
第一驱动单元110是指驱动第一压辊100转动的驱动结构。第一驱动单元110可以为转动驱动件,转动驱动件输出转动运动带动第一压辊100转动。第一驱动单元110也可以包括直线驱动件及传动机构,直线驱动件输出直线运动,由传动机构将直线运动转化为转动运动进而带动第一压辊100转动。直线驱动件包括但不限于气缸、电缸及油缸等。传动机构可以为曲柄滑块机构、凸轮机构等。
[0064]
第二驱动单元210是指驱动第二压辊200转动的驱动结构。第二驱动单元210可以
为转动驱动件,转动驱动件输出转动运动带动第二压辊200转动。第二驱动单元210也可以包括直线驱动件及传动机构,直线驱动件输出直线运动,由传动机构将直线运动转化为转动运动进而带动第二压辊200转动。直线驱动件包括但不限于气缸、电缸及油缸等。传动机构可以为曲柄滑块机构、凸轮机构等。
[0065]
通过设置第一驱动单元110驱动第一压辊100转动,便于带动第一压辊100辊压目标件600。通过设置第二驱动单元210驱动第二压辊200转动,便于带动第二压辊200辊压目标件600。
[0066]
根据本技术的一些实施例,第一驱动单元110和检测单元300为不同部件。第一驱动单元110用于驱动第一压辊100转动。检测单元300用于获取第一压辊100所受的力矩并生成第一检测信号。第二驱动单元210和检测单元300为不同部件。第二驱动单元210用于驱动第二压辊200转动。检测单元300用于获取第二压辊200所受的力矩并生成第二检测信号。
[0067]
根据本技术的另一些实施例,第一驱动单元110被配置为驱动第一压辊100转动并输出第一检测信号。和/或第二驱动单元210被配置为驱动第二压辊200转动并输出第二检测信号。
[0068]“第一驱动单元110被配置为驱动第一压辊100转动并输出第一检测信号”是指第一驱动单元110不但能够检测第一压辊100在辊压时所受的力矩输出第一检测信号,还能够驱动第一压辊100转动。也可以理解为,第一驱动单元110和检测单元300为同一部件。
[0069]“第二驱动单元210被配置为驱动第二压辊200转动并输出第二检测信号”是指第二驱动单元210不但能够检测第二压辊200在辊压时所受的力矩输出第二检测信号,还能够驱动第二压辊200转动。也可以理解为,第二驱动单元210和检测单元300为同一部件。
[0070]
第一驱动单元110和第二驱动单元210分别被配置为驱动第一压辊100转动并输出第一检测信号和驱动第二压辊200转动并输出第二检测信号,也可以理解为第一驱动单元110和第二驱动单元210共同组成检测单元300。
[0071]
第一驱动单元110既能够驱动第一压辊100转动,还能够输出表征第一压辊100所受力矩的第一检测信号,一个部件实现了多个功能,有利于简化辊压装置10的结构。同样地,第二驱动单元210既能够驱动第二压辊200转动,还能够输出表征第二压辊200所受力矩的第二检测信号,一个部件实现了多个功能,有利于简化辊压装置10的结构。
[0072]
根据本技术的一些实施例,第一驱动单元110和/或第二驱动单元210为伺服电机。
[0073]
伺服电机是指在伺服系统中控制机械元件运转的电动机,是一种补助马达间接变速装置。伺服电机可以控制速度,位置精度非常准确,可以将电压信号转化为转矩和转速以驱动控制对象。伺服电机转子转速受输入信号控制,并能快速反应,在自动控制系统中,用作执行元件,且具有机电时间常数小、线性度高等特性,可把所收到的电信号转换成电动机轴上的角位移或角速度输出。
[0074]
采用伺服电机作为第一驱动单元110,一方面伺服电机可作为动力源驱动第一压辊100转动,另一方面伺服电机可以获得第一压辊100所受的力矩并生成第一检测信号,无需额外设置其他传感器对第一压辊100所受的力矩进行检测,有利于降低辊压装置10的成本。同样地,采用伺服电机作为第二驱动单元210,一方面伺服电机可作为动力源驱动第二压辊200转动,另一方面伺服电机可以获得第二压辊200所受的力矩并生成第二检测信号,无需额外设置其他传感器对第二压辊200所受的力矩进行检测,有利于降低辊压装置10的
成本。
[0075]
请参照图4,图4为本技术一些实施例提供的第一驱动单元110、控制器500及第二驱动单元210连接的示意框图。根据本技术的一些实施例,辊压装置10包括第一驱动单元110、第二驱动单元210及控制器500。第一驱动单元110与第一压辊100连接,第一驱动单元110用于驱动第一压辊100转动。第二驱动单元210与第二压辊200连接,第二驱动单元210用于驱动第二压辊200转动。控制器500与第一驱动单元110和第二驱动单元210通信连接,控制器500用于控制第一驱动单元110和第二驱动单元210以使第一压辊100和第二压辊200辊压目标件600的线速度相同。
[0076]
第一驱动单元110是指驱动第一压辊100转动的驱动结构。第一驱动单元110可以为转动驱动件,转动驱动件输出转动运动带动第一压辊100转动。第一驱动单元110也可以包括直线驱动件及传动机构,直线驱动件输出直线运动,由传动机构将直线运动转化为转动运动进而带动第一压辊100转动。直线驱动件包括但不限于气缸、电缸及油缸等。传动机构可以为曲柄滑块机构、凸轮机构等。
[0077]
第二驱动单元210是指驱动第二压辊200转动的驱动结构。第二驱动单元210可以为转动驱动件,转动驱动件输出转动运动带动第二压辊200转动。第二驱动单元210也可以包括直线驱动件及传动机构,直线驱动件输出直线运动,由传动机构将直线运动转化为转动运动进而带动第二压辊200转动。直线驱动件包括但不限于气缸、电缸及油缸等。传动机构可以为曲柄滑块机构、凸轮机构等。
[0078]
控制器500是具有信息处理、程序运行功能的处理单元,例如cpu(central processing unit,中央处理器)、plc(programmable logic controller,可编程逻辑控制器)及ecu(electronic control unit,电子控制单元)等。控制器500分别与第一驱动单元110及第二驱动单元210通信连接,以调控第一驱动单元110和第二驱动单元210,使得第一压辊100和第二压辊200辊压目标件600的线速度相同。需要说明的是,由于第一压辊100和第二压辊200的辊径可能不同,因此,并不是只要保证了第一压辊100和第二压辊200的角速度相同即可保证第一压辊100和第二压辊200辊压目标件600的线速度相同。
[0079]
通过设置第一驱动单元110为第一压辊100的转动提供动力,设置第二驱动单元210为第二压辊200的转动提供动力,使得第一压辊100和第二压辊200配合辊压目标件600。控制器500可对第一驱动单元110及第二驱动单元210的速度进行调控使得第一压辊100和第二压辊200辊压目标件600的线速度相同,从而弥补第一压辊100和第二压辊200加工及安装带来的速度差,实现第一压辊100和第二压辊200的同步辊压,有利于提升辊压质量。
[0080]
根据本技术的一些实施例,第一驱动单元110为伺服电机,第一驱动单元110被配置为驱动第一压辊100转动并输出第一检测信号。和/或第二驱动单元210为伺服电机,第二驱动单元210被配置为驱动第二压辊200转动并输出表征第二压辊200所受力矩的第二检测信号。
[0081]“第一驱动单元110为伺服电机,第一驱动单元110被配置为驱动第一压辊100转动并输出第一检测信号”是指第一驱动单元110和检测单元300为同一部件,检测单元300(第一驱动单元110)为伺服电机。检测单元300(第一驱动单元110)既能够驱动第一压辊100转动,还能够输出表征第一压辊100所受力矩的第一检测信号,一个部件实现了多个功能,有利于简化辊压装置10的结构。
[0082]“第二驱动单元210被配置为驱动第二压辊200转动并输出表征第二压辊200所受力矩的第二检测信号”是指第二驱动单元210不但能够检测第二压辊200在辊压时所受的力矩输出第二检测信号,还能够驱动第二压辊200转动。
[0083]
通过选择伺服电机作为第一驱动单元110,一方面伺服电机可作为动力源驱动第一压辊100转动,另一方面伺服电机可以获得第一压辊100所受的力矩并生成第一检测信号,无需额外设置其他传感器对第一压辊100所受的力矩进行检测,有利于降低辊压装置10的成本。通过选择伺服电机作为第二驱动单元210,一方面伺服电机可作为动力源驱动第二压辊200转动,另一方面伺服电机可以获得第二压辊200所受的力矩并生成第二检测信号,无需额外设置其他传感器对第二压辊200所受的力矩进行检测,有利于降低辊压装置10的成本。若第一压辊100和第二压辊200辊压目标件600的线速度不同,则第一压辊100所受力矩与第二压辊200所受力矩的差值会产生变化。因此,选择伺服电机作为第一驱动单元110和/或第二驱动单元210,还可以精确地使得第一压辊100和第二压辊200辊压目标件600的线速度相同。在第一压辊100和第二压辊200辊压目标件600的线速度相同的情况下,第一压辊100所受力矩与第二压辊200所受力矩的差值不变,使得调节机构400根据第一检测信号和/或第二检测信号调节辊压间隙更为精确。
[0084]
根据本技术的一些实施例,检测单元300(第一驱动单元110)与控制器500通信连接、第二驱动单元210与控制器500通信连接,控制器500与调节机构400通信连接。控制器500接收检测单元300(第一驱动单元110)获取的第一检测信号及第二驱动单元210获取的第二检测信号,并根据第一检测信号及第二检测信号计算并生成控制信号,控制器500通过控制信号控制调节机构400动作,以调节辊压间隙的大小。
[0085]
根据本技术的一些实施例,调节机构400与第一压辊100连接,调节机构400用于根据第一检测信号和/或第二检测信号来带动第一压辊100向靠近或远离第二压辊200的方向移动,以调节辊压间隙。和/或调节机构400与第二压辊200连接,调节机构400用于根据第一检测信号和/或第二检测信号来带动第二压辊200向靠近或远离第一压辊100的方向移动,以调节辊压间隙。
[0086]
调节机构400可以通过带动第一压辊100靠近或远离第二压辊200以调节辊压间隙,也可以通过带动第二压辊200靠近或者远离第一压辊100以调节辊压间隙,还可以通过同时带动第一压辊100和第二压辊200互相靠近或者互相远离以调节辊压间隙。
[0087]
根据本技术的一些实施例,调节机构400包括滑动座410及驱动组件,滑动座410连接于驱动组件,第一压辊100可转动地连接于滑动座410。驱动组件用于根据第一检测信号和/或第二检测信号来驱动滑动座410带动第一压辊100向靠近或远离第二压辊200的方向移动,以调节辊压间隙。
[0088]
滑动座410是与第一压辊100连接并能够在驱动组件的作用下活动的部件。
[0089]
驱动组件是驱动滑动座410运动的部件。驱动组件驱动滑动座410运动即可带动第一压辊100靠近或远离第二压辊200,进而调节辊压间隙的大小。
[0090]
通过设置驱动组件驱动滑动座410移动,进而带动与滑动座410连接的第一压辊100向靠近或远离第二压辊200的方向移动,进而减小或者增大辊压间隙。由于该驱动组件可以响应于第一检测信号和/或第二检测信号,因此可以实现对不同规格的目标件600的自动换型。另一方面,针对同一种规格的目标件600进行辊压时,若检测单元300检测到第一压
辊100和/或第二压辊200所受的力矩超过第一阈值,则表明目标件600的厚度偏大,驱动组件能够响应第一检测信号和/或第二检测信号来驱动滑动座410,带动第一压辊100向远离第二压辊200的方向移动,以增大辊压间隙,防止辊压装置10压坏目标件600。若检测单元300检测到第一压辊100和/或第二压辊200所受的力矩低于第二阈值,则表明目标件600的厚度偏小,驱动组件能够响应第一检测信号和/或第二检测信号来驱动滑动座410,带动第一压辊100向靠近第二压辊200的方向移动,以减小辊压间隙,保证辊压装置10能够压实目标件600。
[0091]
请参照图2,根据本技术的一些实施例,驱动组件包括机架421、第三驱动单元及丝杠422。滑动座410可滑动地连接于机架421。第三驱动单元固定于机架421。丝杠422的一端可转动地连接于机架421,另一端与第三驱动单元连接。丝杠422沿着滑动座410的滑动方向延伸,滑动座410与丝杠422螺纹连接。
[0092]
机架421是驱动组件的安装基础,是驱动组件的主要承力部件。
[0093]
第三驱动单元是驱动组件内的动力单元,例如,第三驱动单元可以为电机。丝杠422是驱动组件内的传动部件。
[0094]
通过设置机架421,定位第三驱动单元及丝杠422,保证第三驱动单元及丝杠422在工作过程中稳定可靠。当电机转动时,带动丝杠422转动,由于滑动座410可滑动地连接于机架421,其转动被限制,因此与丝杠422螺纹连接的滑动座410不能随丝杠422转动,只能在丝杠422的作用下沿着丝杠422的延伸方向移动,进而带动第一压辊100沿着靠近或远离第二压辊200的方向移动,以减小或增大辊压间隙。
[0095]
根据本技术的另一些实施例,驱动组件包括直线驱动件及机架421,直线驱动件的固定端固定于机架421,直线驱动件的输出端与滑动座410连接,滑动座410可滑动地连接于机架421。直线驱动件用于驱动滑动座410相对于机架421滑动,以带动第一压辊100靠近或远离第二压辊200,进而减小或增大辊压间隙。直线驱动件可以为直线电缸、直线气缸及直线油缸等。
[0096]
请参照图2,根据本技术的一些实施例,辊压装置10包括除尘机构510,除尘机构510贴合于第一压辊100和/或第二压辊200的周面,以对第一压辊100和/或第二压辊200除尘。
[0097]“除尘机构510贴合于第一压辊100和/或第二压辊200的周面”包括除尘机构510贴合于第一压辊100的周面、除尘机构510贴合于第二压辊200的周面以及除尘机构510贴合于第一压辊100及第二压辊200的周面三个方案。
[0098]
通过设置除尘机构510对第一压辊100和/或第二压辊200进行除尘,防止第一压辊100和/或第二压辊200上的灰尘等杂质粘附至目标件600上,进而影响辊压质量或脏污目标件600,对后续工艺造成影响。
[0099]
根据本技术的一些实施例,除尘机构510为除尘毛刷。除尘毛刷设置于目标件600输出的一侧并与第一压辊100和/或第二压辊200的周面相贴合。
[0100]
根据本技术的另一些实施例,除尘机构510为除尘胶辊,除尘胶辊与第一压辊100和/或第二压辊200相贴合,以将第一压辊100和/或第二压辊200上的灰尘粘附至除尘胶辊。
[0101]
根据本技术的一些实施例,辊压装置10还包括收集件520,收集件520设置于除尘机构510的下方,收集件520用于收集除尘机构510扫落的灰尘。
[0102]
收集件520是具有收集功能的部件,收集件520能够对除尘机构510扫落的灰尘进行收集。收集件520包括但不限于收集槽、真空吸附件等。
[0103]
通过设置收集件520,可收集除尘机构510扫落的灰尘,避免灰尘污染目标件600。
[0104]
根据本技术的一些实施例,辊压装置10包括两个除尘机构510,两个除尘机构510分别贴合于第一压辊100及第二压辊200,以对第一压辊100及第二压辊200进行除尘。另外,在每个除尘机构510的下方对应设置有收集件520,以对除尘机构510扫落的灰尘进行收集。
[0105]
请参照图1,根据本技术的一些实施例提供了一种叠片设备50,叠片设备50包括上述的辊压装置10、第一送料装置20及第二送料装置30。第一送料装置20用于向辊压间隙输送隔离膜和第一极片的复合件610。第二送料装置30用于向辊压间隙输送第二极片620。第二极片620与第一极片的极性相反。第一压辊100和第二压辊200用于辊压复合件610和第二极片620。
[0106]
第一送料装置20是向辊压间隙提供或运送隔离膜和第一极片的复合件610的运输装置。第二送料装置30是向辊压间隙提供或运送第二极片620的运输装置。
[0107]
采用该叠片设备50无需停机即能实现对不同规格目标件600辊压的快速换型,从适应一种规格的目标件600切换至适应另一种规格的目标件600所需的时间较短,生产效率较高。针对同一种规格的目标件600进行辊压时,能够保证辊压装置10压实目标件600,且避免辊压装置10损坏目标件600。另外,由于第二极片620在插入复合件610的过程中厚度变化可能造成复合后的料带抖动,该辊压装置10的检测单元300通过检测第一压辊100的所受力矩的变化,并使调节机构400根据第一检测信号调节辊压间隙,可以起到抑制抖动的效果,进而提升电极组件制造的良品率。
[0108]
根据本技术的一些实施例,第二送料装置30包括多个传输辊,多个传输辊共同作用将第二极片620输送至辊压间隙。
[0109]
根据本技术的一些实施例,叠片设备50包括两个第二送料装置30,两个第二送料装置30位于第一送料装置20两侧,两个第二送料装置30用于交替地向辊压间隙输送第二极片620。
[0110]
通过设置两个第二送料装置30向辊压间隙交替供料,有利于提升供料效率,进而提升生产效率。
[0111]
根据本技术的一些实施例,叠片设备50还包括插片辅助辊40,插片辅助辊40设置于辊压装置10的上游,插片辅助辊40用于辅助将第二极片620插入隔离膜和第一极片的复合件610,以便于后续辊压装置10辊压。
[0112]
根据本技术的一些实施例,请参照图2~图4。
[0113]
本技术实施例提供了一种辊压装置10,辊压装置10包括第一压辊100、第二压辊200、检测单元300及调节机构400。第二压辊200与第一压辊100相对设置,第一压辊100与第二压辊200之间形成用于容纳目标件600的辊压间隙。检测单元300用于获取表征第一压辊100所受力矩的第一检测信号。调节机构400用于根据第一检测信号来调节辊压间隙。检测单元300被配置为驱动第一压辊100转动并输出第一检测信号。检测单元300为伺服电机。
[0114]
辊压装置10包括第一驱动单元110、第二驱动单元210及控制器500。第一驱动单元110用于驱动第一压辊100转动。第二驱动单元210用于驱动第二压辊200转动。控制器500和第一驱动单元110和第二驱动单元210通信连接,控制器500用于控制第一驱动单元110和第
二驱动单元210以使第一压辊100和第二压辊200辊压目标件600的线速度相同。
[0115]
该辊压装置10通过设置检测单元300在第一压辊100及第二压辊200辊压目标件600时获取第一压辊100所受的力矩并生成第一检测信号,若检测单元300检测的力矩变化,表明目标件600的厚度变化,调节机构400可根据第一检测信号来调节辊压间隙,以适应目标件600的厚度变化,一方面,无需停机即能实现对不同规格目标件600辊压的快速换型,从适应一种规格的目标件600切换至适应另一种规格的目标件600所需的时间较短,有利于提高生产效率。另一方面,针对同一种规格的目标件600进行辊压时,若检测单元300检测到第一压辊100和/或第二压辊200所受的力矩超过第一阈值,则表明目标件600的厚度偏大,调节机构400能够响应第一检测信号和/或第二检测信号来增大辊压间隙,防止辊压装置10压坏目标件600。若检测单元300检测到第一压辊100和/或第二压辊200所受的力矩低于第二阈值,则表明目标件600的厚度偏小,调节机构400能够响应第一检测信号和/或第二检测信号来减小辊压间隙,保证辊压装置10能够压实目标件600。
[0116]
采用伺服电机作为检测单元300,一方面伺服电机可作为动力源驱动第一压辊100转动,另一方面伺服电机可以获得第一压辊100所受的力矩并生成第一检测信号,无需额外设置其他传感器对第一压辊100所受的力矩进行检测,有利于降低辊压装置10的成本。
[0117]
通过设置第一驱动单元110为第一压辊100的转动提供动力,设置第二驱动单元210为第二压辊200的转动提供动力,使得第一压辊100和第二压辊200配合辊压目标件600。控制器500可对第一驱动单元110及第二驱动单元210的速度进行调控使得第一压辊100和第二压辊200辊压目标件600的线速度相同,从而弥补第一压辊100和第二压辊200加工及安装带来的速度差,实现第一压辊100和第二压辊200的同步辊压,有利于提升辊压质量。
[0118]
以上所述仅为本技术的优选实施例而已,并不用于限制本技术,对于本领域的技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。