1.本实用新型涉及一种新型金刚石台阶圆锯片,属于金刚石圆锯片制造技术领域。
背景技术:
2.传统的双面台阶片一般是先按照基体尺寸采用整体厚板加工,然后在车床上对外面薄的台阶部位进行车削加工,由于是两面都需要加工因此加工难度大,同时车削加工时锯片基体由于受力和发热容易造成变形。特别是薄的台阶部位相对于中心部会不对称,这样造成最终基体的端跳值超差并且无法校正。另外由于锯片基体台阶部位的变形,这样客户焊接刀头时也出现焊接不对中的质量问题出现。
技术实现要素:
3.本实用新型所要解决的技术问题是提供一种新型金刚石台阶圆锯片,此圆锯片采用组合焊接的生产加工方法,能够有效的克服背景技术中传统双面台阶片加工中所产生的问题,有效降低了锯片的生产加工难度,有效避免了锯片的变形,减少了使用设备的投入,有效降低了锯片的生产加工成本。
4.为了实现上述的技术特征,本实用新型的目的是这样实现的:一种新型金刚石台阶圆锯片,它包括位于中间层的带齿的锯片基体,在锯片基体的中心两侧对称固定有第一侧板和第二侧板;所述锯片基体的外圈边缘加工有锯齿;所述锯片基体、第一侧板和第二侧板的中心加工有中心孔。
5.所述第一侧板和第二侧板均采用钢板材料制成,并通过点焊焊接固定在锯片基体的外侧壁上。
6.所述锯片基体、第一侧板和第二侧板都采用75cr1材料制成。
7.本实用新型有如下有益效果:
8.1、通过采用本实用新型的圆锯片,其采用组合焊接的生产加工方法,能够有效的克服传统双面台阶片加工中所产生的问题,有效降低了锯片的生产加工难度,有效避免了锯片的变形,减少了使用设备的投入,有效降低了锯片的生产加工成本。
9.2、通过上述的点焊组装焊接工艺保证了锯片基体、第一侧板和第二侧板之间的连接可靠性和强度。
附图说明
10.下面结合附图和实施例对本实用新型作进一步说明。
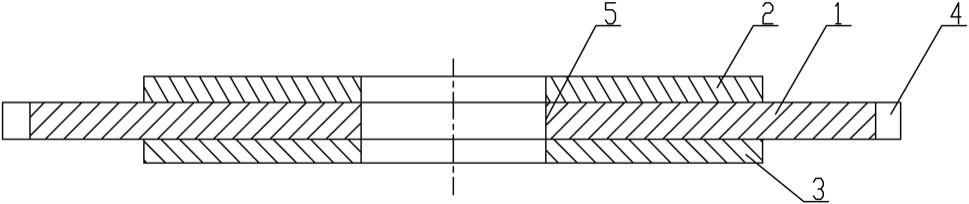
11.图1为本实用新型锯片结构图。
12.图中:锯片基体1、第一侧板2和第二侧板3、锯齿4、中心孔5。
具体实施方式
13.下面结合附图对本实用新型的实施方式做进一步的说明。
14.实施例1:
15.参见图1,一种新型金刚石台阶圆锯片,它包括位于中间层的带齿的锯片基体1,在锯片基体1的中心两侧对称固定有第一侧板2和第二侧板3;所述锯片基体1的外圈边缘加工有锯齿4;所述锯片基体1、第一侧板2和第二侧板3的中心加工有中心孔5。通过采用本实用新型的圆锯片,其采用组合焊接的生产加工方法,能够有效的克服传统双面台阶片加工中所产生的问题,有效降低了锯片的生产加工难度,有效避免了锯片的变形,减少了使用设备的投入,有效降低了锯片的生产加工成本。
16.进一步的,所述第一侧板2和第二侧板3均采用钢板材料制成,并通过点焊焊接固定在锯片基体1的外侧壁上。通过采用点焊焊接,保证了焊接强度,保证了两者连接的可靠性。
17.进一步的,所述锯片基体1、第一侧板2和第二侧板3都采用75cr1材料制成。通过此相同的材料制成,保证了材料的一致性。
18.实施例2:
19.新型金刚石台阶圆锯片的加工方法,先将锯片基体1按照现有的圆锯片加工方法做成成品;然后将两边的第一侧板2和第二侧板3的外径、中心孔5加工至尺寸要求,并留适当的厚度磨削余量;再以中心孔5定位结合工装将锯片基体1、第一侧板2和第二侧板3利用电阻点焊机焊接在一起;最后对焊接后的整体台阶片进行去应力回火处理,最后磨削两边的第一侧板2和第二侧板3至表面光亮并达到工艺要求的片体台阶厚度尺寸。
20.实施例3:
21.具体加工方法包括以下步骤:
22.步骤一、激光切割下料;
23.步骤二、去毛刺:激光切割完成后进行去毛刺处理,便于后面淬火和回火的工序;
24.步骤三、淬火:将激光切割后的圆锯片毛坯基体放入连续加热式淬火炉中,在已设置好炉温参数的加热炉中使其组织发生变化至奥氏体状态;加热一定时间后通过80℃-90℃温度的冷却油介质进行加压冷却淬火,最终使圆锯片毛坯基体的内部组织和机械性能指标达到所需的要求;
25.步骤四、回火:圆锯片毛坯基体淬火后必须进行回火处理,回火采用的是下顶式加压回火炉,将圆锯片毛坯基体进行放入回火炉中回火,降低和消除淬火应力,解决锯片基体的脆性和改善其塑性和韧性指标;
26.步骤五、同心圆粗磨:将圆锯片毛坯基体在同心圆磨床上进行加工,初步消除一部分加工余量;
27.步骤六、精车孔:车床上精车中心孔5至产品要求,保证中心孔的公差要求至少为h8;
28.步骤七、精车外圆:以中心孔5定位在车床上加工锯片基体的外圆尺寸至产品要求;
29.步骤八、点焊:在电阻点焊机上将带齿的锯片基体1与第一侧板2和第二侧板3焊接在一起;
30.步骤九、半精磨:在同心圆磨床上磨除点焊工序产生的焊疤;
31.步骤十、二回火:在一定温度的回火炉中进行加热回火消除点焊的热应力,改善整
个片体的平面度和应力均匀性;
32.步骤十一、半精校:校正片体的平面度和端面跳动指标;
33.步骤十二、调刚性:调整锯片基体的应力大小;
34.步骤十三、 精磨:在同心圆磨床依次翻面等量磨削片体的正反表面至最终的厚度要求;
35.步骤十四、精校:校正片体的平面度、端跳及应力值至工艺规定的技术要求;
36.步骤十五、终检:检查锯片基体要求的各项指标参数,检查合格后才可以正常入库处理。
37.步骤三中采用的淬火采用的是连续加热式淬火炉。
38.最终制备的锯片的平面度和端面跳动达到了0.1mm。
技术特征:
1.一种新型金刚石台阶圆锯片,其特征在于:它包括位于中间层的带齿的锯片基体(1),在锯片基体(1)的中心两侧对称固定有第一侧板(2)和第二侧板(3);所述锯片基体(1)的外圈边缘加工有锯齿(4);所述锯片基体(1)、第一侧板(2)和第二侧板(3)的中心加工有中心孔(5)。2.根据权利要求1所述一种新型金刚石台阶圆锯片,其特征在于:所述第一侧板(2)和第二侧板(3)均采用钢板材料制成,并通过点焊焊接固定在锯片基体(1)的外侧壁上。3.根据权利要求1所述一种新型金刚石台阶圆锯片,其特征在于:所述锯片基体(1)、第一侧板(2)和第二侧板(3)都采用75cr1材料制成。
技术总结
本实用新型提供了一种新型金刚石台阶圆锯片,它包括位于中间层的带齿的锯片基体,在锯片基体的中心两侧对称固定有第一侧板和第二侧板;所述锯片基体的外圈边缘加工有锯齿;所述锯片基体、第一侧板和第二侧板的中心加工有中心孔。此圆锯片采用组合焊接的生产加工方法,能够有效的克服背景技术中传统双面台阶片加工中所产生的问题,有效降低了锯片的生产加工难度,有效避免了锯片的变形,减少了使用设备的投入,有效降低了锯片的生产加工成本。有效降低了锯片的生产加工成本。有效降低了锯片的生产加工成本。
技术研发人员:夏昌龙 赵磊 何成军 郑科 张露
受保护的技术使用者:黑旋风锯业股份有限公司
技术研发日:2021.12.10
技术公布日:2022/6/1
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。