1.本发明涉及磨削加工中心设备技术领域,具体涉及一种双轴连续修整式磨削中心及其控制方法。
背景技术:
2.机械加工行业所加工的产品种类繁多且工件大小尺寸均不相同,但大多工件在机 械加工完成后需要进行磨削加工,以使工件的表面精度达到所需的要求。磨床就是利用磨 具对工件表面进行磨削加工的机床,大多数的磨床都是使用高速旋转的砂轮进行磨削加 工。但是,现有的磨床往往仅具有三轴运动能力,即通过滑板等结构带动砂轮在x轴、y轴和z 轴方向上作移动以磨削工件上不同位置的表面,该类磨床仅能满足外表面较为平整的工件的磨削需求,对于发动机的涡轮叶片外表打磨时,由于涉及多角度曲面圆弧的磨削,难以胜任磨削工作。
技术实现要素:
3.本发明主要解决现有技术中存在结构复杂、运行稳定性差和效率低的不足,提供了一种双轴连续修整式磨削中心及其控制方法,其具有结构简单、运行稳定性好和效率高的特点。解决了工件多弧面磨削加工难度大的问题。
4.本发明的上述技术问题主要是通过下述技术方案得以解决的:一种双轴连续修整式磨削中心,包括机床,所述的机床上端设有工装加工台,所述的机床后端设有磨头驱动组件,所述的工装加工台与机床间设有驱动工装加工台横移的工装台横移电机。所述的工装加工台包括工装台,所述的工装台上设有转台板,所述的转台板上设有转台连接座,所述的转台板一侧设有与转台板相转轴式插接的驱动轴承座,所述的转台板另一侧设有与转台板相转轴式插接的固定轴承座。所述的磨头驱动组件包括磨削机架,所述的磨削机架上设有上下滑移的磨头驱动箱,所述的磨头驱动箱与磨削机架间设有与磨削机架相前后滑移的磨削固定架。
5.作为优选,所述的磨削固定架侧边设有与磨削机架相螺栓固定连接的刀库,所述的刀库与磨头驱动组件间设有换刀组件。
6.作为优选,所述的换刀组件包括换刀箱,所述的换刀箱前端设有分别与刀库、磨头驱动箱相旋转压接的换刀臂,所述的换刀箱上端设有驱动换刀臂旋转的换刀驱动电机。
7.作为优选,所述的刀库包括刀库盘,所述的刀库盘后端设有刀库旋转电机,所述的刀库旋转电机与刀库盘间设有与刀库旋转电机相齿形啮合传动的刀库转轴,所述的刀库盘外围设有若干呈等间距环形分布的置刀筒,所述的置刀筒下端与换刀臂间设有出刀推架,所述的出刀推架与刀库盘间设有拉杆往复电机,所述的拉杆往复电机与出刀推架间设有拉杆。
8.作为优选,所述的固定轴承座侧边设有与工装台相螺栓固定连接的砂轮修整组件。所述的砂轮修整组件包括修整固定箱体,所述的修整固定箱体内设有延伸出修整固定
箱体前端的砂轮驱动轴,所述的砂轮驱动轴前端设有与砂轮驱动轴相限位嵌套连接的砂轮,所述的修整固定箱体上端设有伸缩修正机架,所述的伸缩修正机架前端设有沿伸缩修正机架上下滑动的顶置箱体,所述的顶置箱体下端设有与砂轮相活动式触接的修整滚轮,所述的修整滚轮与顶置箱体间设有滚轮固定连接座,所述的驱动伸缩修正机架内设有驱动修整滚轮旋转的滚轮驱动电机。
9.作为优选,所述的顶置箱体内设有驱动顶置箱体上下升降的滚轮升降电机,所述的顶置箱体与伸缩修正机架间设有上下升降丝杆,所述的伸缩修正机架后端设有驱动伸缩修正机架前后滑动的前后驱动电机,所述的驱动伸缩修正机架与修整固定箱体间设有前后收缩丝杆,所述的上下升降丝杆与滚轮升降电机间、前后收缩丝杆与前后驱动电机间均设有皮带驱动轮。所述的修整固定箱体后端设有与砂轮驱动轴相卡簧限位插嵌连接的砂轮修整旋转电机。
10.作为优选,所述的磨削固定架后端设有驱动磨削固定架沿磨削机架前后滑移的磨削给进电机,所述的磨削固定架上端设有驱动磨头驱动箱沿磨削固定架上下滑移的升降电机。
11.一种双轴连续修整式磨削中心及其控制方法,包括如下操作步骤:第一步:将粗加工的涡轮叶片用工装夹具安装在转台连接座上,磨头驱动箱上的磨头由升降电机和磨削给进电机驱动贴近涡轮叶片,同时磨头驱动箱带动磨头旋转进行对涡轮叶片的磨削。
12.第二步:涡轮叶片由于呈多角度,工装加工台采用驱动轴承座驱动转台板上的转台连接座根据角度进行旋转,同时工装台横移电机带动工装台上的涡轮叶片进行横向移动。
13.第三步:当磨头驱动箱上的磨头表面磨损时,工装台横移电机带动工装台上砂轮修整组件运行至磨头下方,砂轮修整组件上的砂轮旋转对磨头进行修复。
14.作为优选,当需要更换磨头时,刀库中的置刀筒内的磨头通过刀库旋转电机带动刀库转轴将所需的磨头由刀库盘旋转至出刀推架处,由拉杆往复电机驱动拉杆收缩,使得磨头插入换刀臂,再由换刀驱动电机驱动换刀臂旋转将磨头驱动箱上的磨头进行更换。
15.作为优选,当砂轮修整组件上的砂轮磨损时,滚轮升降电机和前后驱动电机带动滚轮固定连接座下端的修整滚轮运行至砂轮上端,同时砂轮通过砂轮驱动轴和砂轮修整旋转电机进行旋转,修整滚轮由滚轮驱动电机驱动旋转。
16.本发明能够达到如下效果:本发明提供了一种双轴连续修整式磨削中心及其控制方法,与现有技术相比较,具有结构简单、运行稳定性好和效率高的特点。解决了工件多弧面磨削加工难度大的问题。
附图说明
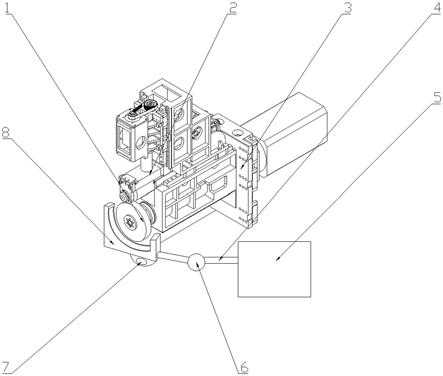
17.图1是本发明的立体结构示意图。
18.图2是本发明的正视结构爆炸图。
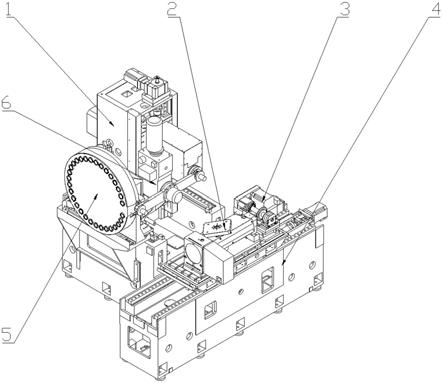
19.图3是本发明的俯视结构示意图。
20.图4是本发明的砂轮修整组件的结构示意图。
21.图5是本发明的砂轮修整组件的结构剖视图。
22.图6是本发明的刀库的结构剖视图。
23.图中:磨头驱动组件1,工装加工台2,砂轮修整组件3,机床4,刀库5,换刀组件6,刀库旋转电机7,换刀箱8,换刀驱动电机9,磨削固定架10,升降电机11,磨头驱动箱12,转台连接座13,转台板14,固定轴承座15,工装台横移电机16,工装台17,驱动轴承座18,换刀臂19,拉杆20,拉杆往复电机21,磨削给进电机22,磨削机架23,顶置箱体24,皮带驱动轮25,伸缩修正机架26,前后驱动电机27,砂轮修整旋转电机28,修整固定箱体29,修整滚轮30,砂轮驱动轴31,砂轮32,滚轮固定连接座33,滚轮升降电机34,上下升降丝杆35,滚轮驱动电机36,前后收缩丝杆37,置刀筒38,出刀推架39,刀库转轴40,刀库盘41。
具体实施方式
24.下面通过实施例,并结合附图,对发明的技术方案作进一步具体的说明。
25.实施例:如图1-6所示,一种双轴连续修整式磨削中心,包括机床4,机床4上端设有工装加工台2,机床4后端设有磨头驱动组件1,工装加工台2与机床4间设有驱动工装加工台2横移的工装台横移电机16。工装加工台2包括工装台17,工装台17上设有转台板14,转台板14上设有转台连接座13,转台板14一侧设有与转台板14相转轴式插接的驱动轴承座18,转台板14另一侧设有与转台板14相转轴式插接的固定轴承座15。磨头驱动组件1包括磨削机架23,磨削机架23上设有上下滑移的磨头驱动箱12,磨头驱动箱12与磨削机架23间设有与磨削机架23相前后滑移的磨削固定架10。磨削固定架10后端设有驱动磨削固定架10沿磨削机架23前后滑移的磨削给进电机22,磨削固定架10上端设有驱动磨头驱动箱12沿磨削固定架10上下滑移的升降电机11。
26.固定轴承座15侧边设有与工装台17相螺栓固定连接的砂轮修整组件3。砂轮修整组件3包括修整固定箱体29,修整固定箱体29内设有延伸出修整固定箱体29前端的砂轮驱动轴31,砂轮驱动轴31前端设有与砂轮驱动轴31相限位嵌套连接的砂轮32,修整固定箱体29上端设有伸缩修正机架26,伸缩修正机架26前端设有沿伸缩修正机架26上下滑动的顶置箱体24,顶置箱体24下端设有与砂轮32相活动式触接的修整滚轮30,修整滚轮30与顶置箱体24间设有滚轮固定连接座33,驱动伸缩修正机架26内设有驱动修整滚轮30旋转的滚轮驱动电机36。顶置箱体24内设有驱动顶置箱体24上下升降的滚轮升降电机34,顶置箱体24与伸缩修正机架26间设有上下升降丝杆35,伸缩修正机架26后端设有驱动伸缩修正机架26前后滑动的前后驱动电机27,驱动伸缩修正机架26与修整固定箱体29间设有前后收缩丝杆37,上下升降丝杆35与滚轮升降电机34间、前后收缩丝杆37与前后驱动电机27间均设有皮带驱动轮25。修整固定箱体29后端设有与砂轮驱动轴31相卡簧限位插嵌连接的砂轮修整旋转电机28。
27.磨削固定架10侧边设有与磨削机架23相螺栓固定连接的刀库5,刀库5包括刀库盘41,刀库盘41后端设有刀库旋转电机7,刀库旋转电机7与刀库盘41间设有与刀库旋转电机7相齿形啮合传动的刀库转轴40,刀库盘41外围设有36个呈等间距环形分布的置刀筒38,置刀筒38下端与换刀臂19间设有出刀推架39,出刀推架39与刀库盘41间设有拉杆往复电机21,拉杆往复电机21与出刀推架39间设有拉杆20。刀库5与磨头驱动组件1间设有换刀组件6。换刀组件6包括换刀箱8,换刀箱8前端设有分别与刀库5、磨头驱动箱12相旋转压接的换刀臂19,换刀箱8上端设有驱动换刀臂19旋转的换刀驱动电机9。
28.一种双轴连续修整式磨削中心的控制方法,包括如下操作步骤:第一步:将粗加工的涡轮叶片用工装夹具安装在转台连接座13上,磨头驱动箱12上的磨头由升降电机11和磨削给进电机22驱动贴近涡轮叶片,同时磨头驱动箱12带动磨头旋转进行对涡轮叶片的磨削。
29.当需要更换磨头时,刀库5中的置刀筒38内的磨头通过刀库旋转电机7带动刀库转轴40将所需的磨头由刀库盘41旋转至出刀推架39处,由拉杆往复电机21驱动拉杆20收缩,使得磨头插入换刀臂19,再由换刀驱动电机9驱动换刀臂19旋转将磨头驱动箱12上的磨头进行更换。
30.第二步:涡轮叶片由于呈多角度,工装加工台2采用驱动轴承座18驱动转台板14上的转台连接座13根据角度进行旋转,同时工装台横移电机16带动工装台17上的涡轮叶片进行横向移动。
31.第三步:当磨头驱动箱12上的磨头表面磨损时,工装台横移电机16带动工装台17上砂轮修整组件3运行至磨头下方,砂轮修整组件3上的砂轮32旋转对磨头进行修复。
32.当砂轮修整组件3上的砂轮32磨损时,滚轮升降电机34和前后驱动电机27带动滚轮固定连接座33下端的修整滚轮30运行至砂轮32上端,同时砂轮32通过砂轮驱动轴31和砂轮修整旋转电机28进行旋转,修整滚轮30由滚轮驱动电机36驱动旋转。
33.综上所述,该双轴连续修整式磨削中心及其控制方法,具有结构简单、运行稳定性好和效率高的特点。解决了工件多弧面磨削加工难度大的问题。
34.以上所述仅为本发明的具体实施例,但本发明的结构特征并不局限于此,任何本领域的技术人员在本发明的领域内,所作的变化或修饰皆涵盖在本发明的专利范围之中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。