1.本发明涉及精密加工技术领域,特别涉及一种用于微小细长轴零件加工防止变形的装夹工装。
背景技术:
2.碳化硅零件检测过程中,需要将零件固定到转台上旋转到特定角度进行尺寸检测。精密导电滑环是碳化硅零件检测用转台的核心重要零部件。目前精密导电滑环被广泛应用在航空宇航设备中的精密输电装置中,其要求轴向间距大、径向尺寸小、摩擦力矩低。目前高端制造的精密程度越来越高,对零部件的形状要求非常苛刻。精密导电滑环结构尺寸的小型化也是实现滑环高速长寿命的基础,但是小而精密的导电滑环制造工艺非常复杂,在国内属于技术瓶颈。
3.微型滑环中最关键的零件芯轴属于微小细长轴类零件(轴类零件长径比大于25(l/d﹥25)即定义为细长轴),细长轴类零件由于刚性差,不便于装卡、热处理变形较大等原因,加工存在难找正、易弯曲变形、圆柱度同轴度难以保证的技术难题。因此亟需创新改进其制造工艺,发明一种能避免细长轴类零件在加工中弯曲变形的装置,提高其加工精度及加工效率。
4.因此,如何提供一种用于微小细长轴零件加工防止变形的装夹工装,在加工微小细长轴零件时装夹便捷,防止零件径向受力导致弯曲变形,并保证圆柱度、同轴度等形位公差及表面光洁度,已经成为一个亟待解决的技术问题。
技术实现要素:
5.本发明实施例提供一种用于微小细长轴零件加工防止变形的装夹工装,能够在加工微小细长轴零件时装夹便捷,防止零件径向受力导致弯曲变形,并保证圆柱度、同轴度等形位公差及表面光洁度。
6.本发明的一个实施例中,一种用于微小细长轴零件加工防止变形的装夹工装,包括:夹紧装置100、定位装置200和定位螺钉300。
7.夹紧装置100,包括夹紧部110和第一连接法兰120,夹紧部110设置有夹紧孔111、开口位置112、止口113和开口槽114,第一连接法兰120设置有均布的第一连接孔121。
8.定位装置200,包括用于定位装夹的小圆柱结构210和连接夹紧部100的第二连接法兰220;小圆柱结构210设置有用于配合定位螺钉300的螺纹孔211,第二连接法兰220设置有与第一连接法兰120对应连接的第二连接孔221。
9.微小细长轴零件400的法兰410放置于夹紧装置100的止口113中,通过螺钉穿于夹紧孔111,将加紧装置100的开口位置112收紧,定位螺钉300通过定位装置200的对应螺纹孔211,顶住所述细长轴零件400。
10.进一步地,止口113的内径尺寸与待加工零件法兰的外圆进行配做。
11.进一步地,夹紧装置100与定位装置200配合螺钉与第一连接孔221和第二连接孔
221的设置间隙,调整微小细长轴零件与机床主轴同轴。
12.进一步地,定位装置200的小圆柱结构210装夹于车床主轴高精度弹簧夹套内,并通过杠杆千分表验证定位装置200的端面跳动。
13.进一步地,开口槽114用于保证夹紧装置100的开口位置112锁紧时,夹紧装置100与定位装置200的连接位置无变形传递。
14.本发明所带来的有益效果如下:
15.从上述方案可以看出,本发明实施例中,提供一种用于微小细长轴零件加工防止变形的装夹工装,包括:夹紧装置100、定位装置200和定位螺钉300。采用夹紧装置100、定位装置200分体式结构,对微小细长轴零件装夹找正时轴向的定位及径向微调,并保证零件夹紧后变形情况在可控范围内。止口113与细长轴零件法兰外圆配合,螺钉穿过夹紧孔111和开口位置112将零件锁死;定位螺钉300通过定位工装螺纹孔211顶住细长轴零件,通过第二连接过孔221与螺钉间隙,调整零件与车床主轴同轴,保证零件加工精度。本发明技术方案,能够在加工微小细长轴零件时装夹便捷,防止零件径向受力导致弯曲变形,并保证圆柱度、同轴度等形位公差及表面光洁度。
附图说明
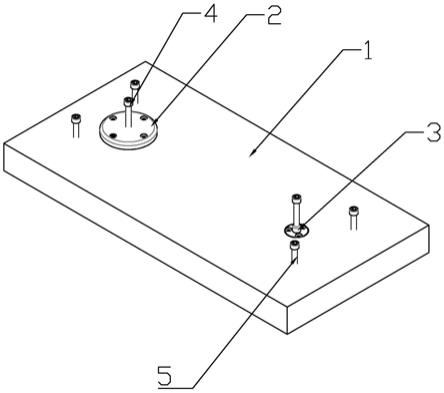
16.图1表示本发明实施例的一种用于微小细长轴零件加工防止变形的装夹工装的结构示意图;
17.图2表示本发明实施例的一种用于微小细长轴零件加工防止变形的装夹工装的夹紧装置结构示意图;
18.图3表示本发明实施例的一种用于微小细长轴零件加工防止变形的装夹工装的定位装置结构示意图;
19.图4为本发明实施例的一种用于微小细长轴零件加工防止变形的装夹工装的微小细长轴零件结构示意图;
20.图中,100为夹紧装置,110为夹紧部,111为夹紧孔,112开口装置,113为止口,114开口槽,120为第一连接法兰,121为第一连接孔、200为定位装置,210为小圆柱结构,211为螺纹孔,220为第二连接法兰,221为第二连接孔,300为定位螺钉,400为微小细长轴零件,410为法兰。
具体实施方式
21.为使本发明的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
22.如图1所示,图1为本发明实施例的一种用于微小细长轴零件加工防止变形的装夹工装的结构示意图。
23.图1中,一种用于微小细长轴零件加工防止变形的装夹工装,包括:夹紧装置100、定位装置200和定位螺钉300。
24.本发明实施例中,相较于传统加工轴类零件时采用的“一夹一顶”或“对顶”装夹方
式,本发明技术方案,提供一种分体式的装夹工装,通过对零件装夹找正时轴向的定位以及径向的微调,能够保证零件夹紧后变形情况在可控范围内。传统装夹方式,对于微小细长轴类零件用以上两种方式会造成零件的弯曲变形,精度难以保证。
25.如图2所示,图2为本发明实施例的一种用于微小细长轴零件加工防止变形的装夹工装的夹紧装置结构示意图。
26.夹紧装置100,包括夹紧部110和第一连接法兰120,夹紧部110设置有夹紧孔111、开口位置112、止口113和开口槽114,第一连接法兰120设置有均布的第一连接孔121。
27.本发明实施例中,止口113的内径尺寸与待加工零件法兰的外圆进行配做。开口槽114用于保证夹紧装置100的开口位置112锁紧时,夹紧装置100与定位装置200的连接位置无变形传递。
28.图3表示本发明实施例的一种用于微小细长轴零件加工防止变形的装夹工装的定位装置结构示意图;
29.定位装置200,包括用于定位装夹的小圆柱结构210和连接夹紧部100的第二连接法兰220;小圆柱结构210设置有用于配合定位螺钉300的螺纹孔211,第二连接法兰220设置有与第一连接法兰120对应连接的第二连接孔221。
30.本发明实施例中,定位装置200的小圆柱结构210装夹于车床主轴高精度弹簧夹套内,并通过杠杆千分表验证定位装置200的端面跳动。
31.微小细长轴零件400的法兰410放置于夹紧装置100的止口113中,通过螺钉穿于夹紧孔111,将加紧装置100的开口位置112收紧,定位螺钉300通过定位装置200的对应螺纹孔211,顶住细长轴零件400。
32.本发明实施例中,夹紧装置100与定位装置200配合螺钉与第一连接孔221和第二连接孔221的设置间隙,调整微小细长轴零件与机床主轴同轴。
33.本发明实施例中,采用夹紧装置100、定位装置200分体式结构,对微小细长轴零件装夹找正时轴向的定位及径向微调,并保证零件夹紧后变形情况在可控范围内。定位装置小圆柱结构210放置于精密车床弹簧夹套内,起到定位及连接作用。夹紧装置的止口113与细长轴零件法兰外圆配合,螺钉穿过夹紧孔111和开口位置112将零件锁死;定位螺钉300通过定位工装螺纹孔211顶住细长轴零件,防止零件轴向窜动;通过第二连接过孔221与螺钉间隙,调整零件与车床主轴同轴,保证零件加工精度。
34.本发明实施例中,将定位工装小圆柱结构210安装于车床主轴高精度弹簧夹套内,采用杠杆千分表验证定位工装端面跳动,其中千分表的精度视零件要求而定。
35.其中,通过第二连接孔221将夹紧装置100与定位装置200连接,螺钉可先不进行锁死,后续方便调整零件与车床中心同轴。机床主轴的后方,将定位螺钉300旋过定位装置200的对应螺纹孔211,从而所述定位螺钉300的螺钉头顶住细长轴零件,进一步保证零件在加工过程中不会因受到切削力的作用前后窜动。
36.如图4所示,图4为本发明实施例的一种用于微小细长轴零件加工防止变形的装夹工装的微小细长轴零件结构示意图。
37.杠杆千分表打表于细长轴零件头尾两处端跳,夹紧装置100与定位装置200配合螺钉与第一连接孔221和第二连接孔221的设置间隙,调整零件与主轴同轴。随后锁紧螺钉,机床尾部精密顶尖顶住零件尾端顶尖孔,验证同轴精度满足零件要求精度后方可进行车削加
工。
38.本发明技术方案,能够在加工微小细长轴零件时装夹便捷,防止零件径向受力导致弯曲变形,并保证圆柱度、同轴度等形位公差及表面光洁度。
39.以上是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以作出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。