1.本发明涉及机械制造领域,尤其涉及一种真空机械手臂加工方法。
背景技术:
2.真空机器人是一种在真空环境下工作的机器人,主要应用于半导体工业中,实现晶圆在真空腔室内的传输。真空机械手臂是真空机器人关键零部件之一,是机器人执行动作的重要载体。机器人执行高精度动作主要依赖于机械误差,所以材料需要强度高,质量轻,而且对加工精度、工艺要求非常高。机械手臂两端大小不一,外缘具有斜边,并且由整块矩形材料加工而成,产品型腔内壁薄,侧壁和底壁厚度不一致,产品平面度,精度孔及安装孔尺寸要求高。现有技术利用精密虎钳加工配合仿形钳口加工,由于虎钳夹紧斜边的同时对产品有侧推力,加工后松开虎钳,产品具有反向的弹性变形,造成加工后的产品变形,因此平面度较差,垂直度、尺寸精度难以保证;另外由于端面平面度要求,现有技术需要在无压紧力作用下,进行硅胶固定产品加工端面,而硅胶黏结的不稳定,容易造成产品移动及变形,尺寸精度难以保证,造成成品一次性合格率低。
3.例如,一种在中国专利文献上公开的“一种双斜面零件的工装夹具”,其公开号cn206343934u,包括工装本体,所述的工装本体上开有与双斜面零件相适配的v形槽,双斜面零件的一个斜面上具有特征凹槽a且另一个斜面具有特征凹槽b,在与特征凹槽a相对应的工装本体上开有至少比特征凹槽a大的通槽a,在与特征凹槽b相对应的工装本体上开有至少比特征凹槽b大的通槽b,所述的工装本体的两侧设有锁定块,锁定块上设有四个圆柱销,在工装本体两侧面设置有与圆柱销相对应的圆形孔,锁定块上设有锁定凸台,锁定凸台上开有与双斜面零件侧面相适配的仿形槽。该实用新型产品外缘具有两个斜面,通过仿形夹钳固定产品,其不足之处是,仿形夹钳松开后产品具有反向的弹性变形,造成加工后的产品变形,因此平面度较差,垂直度、尺寸精度难以保证。
技术实现要素:
4.本发明是为了克服现有技术的真空机械手臂加工易变形,平面度、垂直度等精度难以保证的问题,提供一种真空机械手臂加工方法,产品不易变形,平面度和垂直度均能保证较高精度。
5.为了实现上述目的,本发明采用以下技术方案:一种真空机械手臂加工方法,包括如下步骤:s1.对机械手臂坯料进行粗加工形成半精成品,在半精成品外缘预留若干工艺搭子,并在工艺搭子上加工出螺栓孔;s2.在底板上设置与机械手臂内孔适配的定位块,将机械手臂通过定位块定位在底板上后,通过在所述螺栓孔中设置底板螺栓将半精成品固定在底板上,然后进行端面及内腔的精加工;s3.完成步骤s2后,在端面上设置压板,通过压板与定位块的固定连接将机械手臂
固定在底板上后,卸下所述螺栓孔中的底板螺栓,进行外形精加工的同时去除工艺搭子。
6.本发明的特点在于设置了与机械手臂内孔适配的定位块,通过内孔与定位块的插接配合对机械手臂进行水平方向上的定位,然后通过螺栓与预留的工艺搭子配合将机械手臂固定在底板上,实现竖直方向上的定位,由于机械手臂仅受到竖直方向上的压力,避免了夹钳对斜面形成侧推力,避免了产品的弹性变形,此时能够对机械手臂的上端面及内腔进行精加工,保证高水准的平面度和垂直度;最后在不移动定位块的情况下通过在上端面设置压板将部分精加工的机械手臂压紧在底板上,竖直方向仍保证定位,此时卸下工艺搭子上的螺栓也不会导致产品移位,对外形的精加工让位,在加工的同时能够同时去除工艺搭子。该工艺只需一次定位的同时,减少了原有夹具多次装夹造成产品弹性变形和表面接刀痕及重复定位造成的误差。
7.作为优选,所述步骤s1之后还包括对半精成品的热处理。
8.开粗后热处理,释放加工内应力,减少后续加工产品内应力变形,使产品满足了加工精度要求。
9.作为优选,所述定位块上设有压板螺孔,所述压板上设有通孔,通孔中设有与压板螺孔螺纹连接的压板螺栓。
10.压板可拆卸连接在定位块上,利用定位块上方产品的内孔,螺栓穿过内孔将压板压紧在产品上。
11.作为优选,所述定位块上设有滑动杆,所述压板套设在滑动杆上,所述压板包括若干分压板,分压板之间插接配合,所述压板螺孔设置在滑动杆顶端。
12.步骤s2时,分压板之间插接合并,形成的压板为最小体积,且设置在定位块上方的内孔中,压板此时不起作用;步骤s3时,将压板沿滑动杆上抬至产品上方,此时打开分压板扩大径向面积,使其面积大于内孔横截面,压板能够贴合在产品上端面,然后在滑动杆顶部设置压板螺栓,将压板压紧在产品上。该结构无需在步骤s2和s3之间搬运压板,避免搬运过程中对压板的损坏,同时,无需为了将压板上的通孔与定位块的压板螺孔对准,在固定压板时调整压板位置,避免压板损伤产品表面,固定简单快捷。
13.作为优选,所述压板为圆柱体,定位块上设有与压板间隙适配的压板槽。
14.压板合并时为圆柱体,能够收纳于压板槽中,方便与定位块共同移动装配。
15.作为优选,分压板共设两块,分压板上设有插接凸块和插槽,分压板之间通过插接凸块和插槽插接配合,所述插接凸块和插槽之间设有滑动连接的滑槽和滑块,所述滑块与分压板弹性连接。
16.弹性设置的滑块方便在装配分压板时收缩让位,滑块和滑槽保证分压板沿径向移动,保证分压板沿水平方向延伸,打开后保证与产品上端面贴合。
17.作为优选,所述分压板上设有若干与滑槽连通的定位螺孔,所述定位螺孔沿滑槽延伸方向排列,所述定位螺孔内设有定位螺栓。
18.定位螺栓穿过定位螺孔将滑块压紧在滑槽内,从而固定两块分压板,设置多个定位螺孔可在不同打开程度下固定分压板,同时定位螺栓凸出于压板表面,方便施力将压板从压板槽中取出。
19.作为优选,所述滑槽两端与滑块磁性连接。
20.另一种固定方式则是通过滑块与滑槽两端磁性连接,在最大打开位置和最小位置
均能固定。
21.作为优选,所述步骤s2中,分压板相互插接形成圆柱体压板,压板设置在压板槽内;所述步骤s3中,将压板从压板槽中取出,沿滑动杆上移至机械手臂上方,沿径向打开分压板,分压板的滑块与滑槽滑动配合,在滑动杆顶端的压板螺孔中拧入压板螺栓,将分压板压紧在机械手臂上定位。
22.因此,本发明具有如下有益效果:(1)只需一次定位的,减少了原有夹具多次装夹造成产品弹性变形和表面接刀痕及重复定位造成的误差;(2)开粗后热处理,释放加工内应力,减少后续加工产品内应力变形,使产品满足了加工精度要求;(3)无需在步骤s2和s3之间搬运压板,避免搬运过程中对压板的损坏;(4)无需在固定压板时调整压板位置,避免压板损伤产品表面;(5)可在不同打开程度下固定分压板,同时定位螺栓凸出于压板表面,方便施力将压板从压板槽中取出;(6)压板不使用时可收纳于压板槽中,方便一同搬运装配。
附图说明
23.图1是本发明实施例1的一种结构示意图。
24.图2是本发明实施例1被压板压紧时的一种结构示意图。
25.图3是本发明实施例2压板收纳时的一种结构示意图。
26.图4是本发明实施例2压板打开时的一种结构示意图。
27.图中:1、底板,2、第一定位块,21、滑动杆,211、压板螺孔,22、压板槽,3、第二定位块,4、压板螺栓,5、底板螺栓,6、第一压板,61、第一压板,611、第一插接凸块,612、第一插槽,62、第二压板,621、第二插槽,622、第二插接凸块,623、滑槽,624、定位螺孔,63、通孔,7、第二压板,8、机械手臂,81、工艺搭子。
具体实施方式
28.下面结合附图与具体实施方式对本发明做进一步的描述。
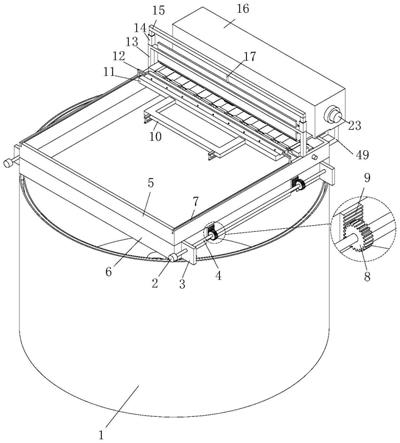
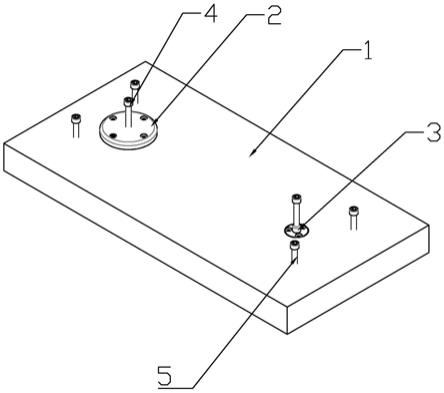
29.实施例1如图1、图2所示,一种真空机械手臂加工方法,包括如下步骤:s1.对机械手臂坯料进行粗加工形成半精成品,在半精成品外缘预留四个工艺搭子81,并在工艺搭子81上加工出螺栓孔,预留的工艺搭子用于后续安装底板螺栓;s2.将半精成品放入热处理炉中,对半精成品进行热处理,通过开粗后热处理,释放加工内应力,减少后续加工产品内应力变形;s3.如图1所示,在底板1上设置与分别机械手臂8两端的内孔插接适配的第一定位块2和第二定位块3,第一定位块2和第二定位块3均通过螺栓固定在底板1上,第一定位块2和第二定位块3中心处均设有螺孔,将机械手臂8的内孔套设在定位块上定位在底板1上后,通过在工艺搭子81上的螺栓孔中设置底板螺栓5将半精成品固定在底板1上,然后进行上端面及内腔的精加工,通过内孔与定位块的插接配合对机械手臂进行水平方向上的定位,通过螺栓与预留的工艺搭子配合将机械手臂固定在底板上,实现竖直方向上的定位,由于机械手臂仅受到竖直方向上的压力,避免了夹钳对斜面形成侧推力,避免了产品的弹性变形,此时能够对机械手臂的上端面及内腔进行精加工,保证高水准的平面度和垂直度;s4.完成前一步骤后,在两个内孔对应的上端面上分别设置第一压板6和第二压板
7,第一压板6和第二压板7中心设有通孔63,在通孔中插入压板螺栓4,压板螺栓4底部与定位块中心的螺孔螺纹连接,两块压板将机械手臂压紧在底板上后,卸下工艺搭子上的底板螺栓,进行外形精加工的同时去除工艺搭子。定位块无需再次移动,由于上端面已完成精加工,通过在上端面设置压板将机械手臂压紧在底板上,竖直方向仍保证定位,此时卸下工艺搭子上的底板螺栓也不会导致产品移位,能够实现对外形的精加工让位,在加工的同时能够同时去除工艺搭子,该工艺只需一次定位的同时,减少了原有夹具多次装夹造成产品弹性变形和表面接刀痕及重复定位造成的误差。
30.实施例2一种真空机械手臂加工方法,与实施例1大致相同,区别之处在于,如图3、图4所示,第一定位块2中心设有圆形的压板槽22,压板槽22中心设有向上延伸的滑动杆21,滑动杆21与第一压板6中心的通孔63插接配合,滑动杆21顶端设有与压板螺栓4适配的螺孔,压板6整体呈与压板槽22适配的圆柱体,第一压板6包括相互插接的第一分压板61和第二分压板62,第一分压板61远离圆弧面的一侧设有第一插接凸起611,第一插接凸起611两侧分别设有第一插槽612,第二分压板62远离圆弧面的一侧分别设有与第一插接凸起611和第一插槽612适配的第二插槽621和第二插接凸起622,第二插槽621侧壁设有滑槽623,第一插接凸起611侧壁上设有与滑槽623适配的滑块,滑块与第一插接凸起611弹性连接,第二分压板62上设有若干定位螺孔624,定位螺孔624与滑槽623连通,定位螺孔624中设有定位螺栓。
31.在步骤s3中,将第一分压板61和第二分压板62插接,在插接过程中,滑块向内弹性收缩后再向外弹出卡入滑槽623中,此时滑块位于滑槽623最外端,在最外侧的定位螺孔624中拧入定位螺栓,定位螺栓将滑块锁紧在滑槽中,将第一分压板和第二分压板合成圆柱体的第一压板6,插入圆形压板槽22中,与第一固定块2一同搬运安装在底板1上,第一压板6不影响产品的定位;在步骤s4中,通过施力于凸出于表面的定位螺栓,将第一压板从压板槽中沿滑动杆21上抬直至脱离产品内孔,卸下定位螺栓,向远离第一分压板61的方向打开第二分压板62,转动第一压板62方向,直到第二分压板62覆盖产品上端面足够面积,将定位螺栓固定在合适的定位螺孔624中,在压板螺孔211中拧入压板螺栓4,将第一压板6压紧在产品上,此时应确保滑动杆21顶端低于产品上端面。该结构适用于内孔较大的情况。
32.无需在步骤s3和s4之间搬运压板,避免搬运过程中对压板的损坏,同时,无需为了对准通孔在固定压板时调整压板水平位置,避免压板损伤产品表面,固定简单快捷。
33.第一分压板61和第二分压板62还能通过磁吸结构固定,在滑槽两个端面和滑块上设置磁吸结构,实现滑块和滑槽两端的固定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。