1.本实用新型涉及金手指加工技术领域,尤其涉及一种fpc板金手指激光无碳化切割系统。
背景技术:
2.在柔性电路(fpc)板行业,金手指的高效高品质切割通常会选用激光加工方式来实现。但是,由于金手指间距极短(通常为35~100um)、密度很高,并且指间绝缘材料易被烧蚀形成碳化物质,因此,激光切割金手指易产生碳化、粉尘等物质,从而容易在金手指周围形成电路通路从而导致指间微短。
3.为了解决金手指激光加工所导致的短路问题,行业内也在不断地研究改善。例如中国实用新型专利cn102211255a所公开的激光切割方法中,通过往工件切割处吹氧气的方式使工件材料迅速汽化去除以及带走氧化物和汽化物,但该方法会直接破坏金手指面的防氧化保护层以及可能会产生更多的碳化物质。中国实用新型专利cn10994028a所公开的线路板金手指激光切割方法中,则是采用低峰值功率密度的激光切割指间绝缘层,通过高峰值功率密度的激光切割金手指,来实现金手指的激光无碳化切割,但该方法同样会破坏金手指表面的防氧化保护层,并会使金手指外露影响外观,同时该方法的加工程序复杂。另一中国实用新型专利cn102179632a所公开的紫外激光切割柔性电路板金手指方法中,则是通过高重频、低能量密度的紫外激光切割pi膜面,利用低重频、高能量密度的紫外激光切割金手指面,以此来实现金手指的激光无碳化切割,但该方法需要翻面二次加工,还需要高精度重复定位,同样导致加工程序复杂,加工效率低。
4.因此,有必要提供一种加工效率高、可以保证加工的外观及效果的激光无碳化切割系统,以解决上述问题。
技术实现要素:
5.本实用新型的目的在于提供一种加工效率高、可以保证加工的外观及效果、并实现无碳化切割的金手指激光切割系统。
6.为实现上述目的,本实用新型的技术方案为:提供一种金手指激光切割系统,其包括光路加工装置、切割治具装置以及离子风除尘装置;其中,切割治具装置包括切割专用治具及吸附系统,所述切割专用治具包括一吸附平面以及凹设于所述吸附平面的切割槽,所述吸附平面、所述切割槽的底部都均匀地开设有气流通孔,切割专用治具用于承载金手指,并使所述金手指的切割部位悬于所述切割槽的上方,同时在所述吸附系统的作用下通过所述气流通孔将金手指吸附于所述吸附平面;光路加工装置包括光源模块以及控制加工模块,所述光源模块用于产生脉宽极短、光斑直径大小合适以及光斑能量均匀分布的超快平顶激光束,所述控制加工模块用于控制所述超快平顶激光束的能量并使所述超快平顶激光束沿所述切割槽的轴向移动以对所述金手指进行切割;离子风除尘装置设于所述切割治具装置的上方并包括专用除尘罩及离子风系统,所述专用除尘罩具有吹气孔,所述吹气孔与
所述离子风系统相连,所述离子风系统用于产生除尘所需的离子风,所述专用除尘罩在所述离子风系统的作用下清除切割过程中产生的碳化粉尘。
7.较佳地,所述光源模块包括超快激光器、变倍扩束器以及光束整形器,所述超快激光器用于出射脉宽极短的超快激光束,所述变倍扩束器设于所述超快激光器的输出端,用于放大所述超快激光器出射的所述超快激光束的光斑直径,所述光束整形器设于所述变倍扩束器的输出端,用于对经所述变倍扩束器放大光斑直径后出射的所述超快激光束整形以得到所述超快平顶激光束。
8.较佳地,所述超快激光器的波段为绿光到紫外光波段,脉冲宽度为皮秒至飞秒级,所述变倍扩束器的倍数为2~10倍。
9.较佳地,所述控制加工模块包括激光控制系统以及高速扫描振镜,所述高速扫描振镜设于所述光源模块的输出端,用于控制所述超快平顶激光束沿所述切割槽的轴向对所述金手指进行扫描切割,所述激光控制系统用于控制所述超快平顶激光束的输出能量的大小。
10.较佳地,所述光路加工装置还包括若干反射镜和一远心场镜,所述反射镜设于所述光源模块的输出端与所述高速扫描振镜的输入端之间,用于改变光束的传输路径,所述远心场镜设于所述高速扫描振镜的输出端,用于将所述高速扫描振镜出射的所述超快平顶激光束进行聚焦并使激光焦点都位于同一焦平面。
11.较佳地,所述专用除尘罩还具有相对于所述吹气孔设置的吸气孔,所述吸气孔与所述吸附系统相连,并且所述离子风系统与所述吸附系统共同形成一股离子风气流,从而将加工过程中样品表面产生的碳化粉尘清除干净
12.较佳地,所述专用除尘罩还包括相对设置的一吹气罩以及一吸气罩,所述吹气罩、所述吸气罩之间形成一除尘槽,所述吹气罩上均匀地开设有多个所述吹气孔,所述吸气罩上均匀地开设有多个所述吸气孔,所述离子风系统产生的离子风从所述吹气孔吹向所述除尘槽内,从而将除尘槽内的碳化粉尘形成离子粉尘,所述吸附系统对所述吸气孔产生吸附力,从而将所述除尘槽内的离子粉尘从所述吸气孔吸走。
13.较佳地,所述高速扫描振镜用于控制所述超快平顶激光束对所述金手指进行单线切割或多线切割,且多线切割时各切割线均位于所述切割槽内。
14.与现有技术相比,由于本实用新型的金手指激光切割系统,首先,其切割治具装置的切割专用治具包括一吸附平面以及凹设于吸附平面的切割槽,并且吸附平面、切割槽的底部都均匀地开设有气流通孔,切割专用治具用于承载金手指并使其切割部位悬于所述切割槽的上方,并在吸附系统的作用下通过所述气流通孔将金手指吸附于吸附平面;其次,利用光路加工装置产生脉宽极短的超快激光束,并经过调节后得到光斑直径大小合适及光斑能量均匀分布的超快平顶激光束,控制该超快平顶激光束沿切割槽的轴向移动以对金手指进行切割,在切割过程中,金手指可以被平稳地吸附于切割专用治具上而不发生因吸附强气流导致其发生抖动的情况,从而保证切割效果的一致性,同时,金手指的切割部位悬于切割槽的上方而不受切割专用治具上的切割粉尘的污染;再者,离子风除尘装置可以及时有效地清除加工过程中产生的大量碳化粉尘,减少碳化粉尘对产品的碳化污染,大为减少指间微短的情况;另外,本实用新型的光路加工装置可以保证切割的效率。
附图说明
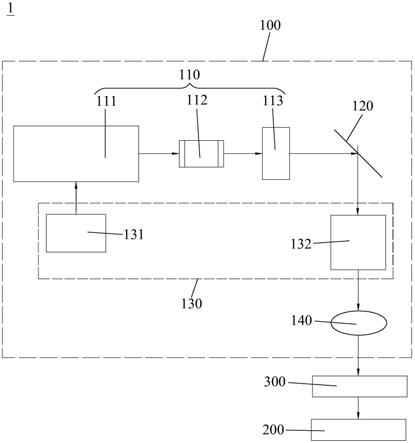
15.图1是本实用新型金手指激光切割系统的结构示意图。
16.图2是本实用新型中切割专用治具的结构示意图。
17.图3是本实用新型中专用除尘罩的结构示意图。
18.图4是本实用新型中金手指的切割状态示意图。
具体实施方式
19.现在参考附图描述本实用新型的实施例,附图中类似的元件标号代表类似的元件。
20.下面先结合图1-图4所示,本实用新型的金手指激光切割系统1,其包括光路加工装置100、切割治具装置以及离子风除尘装置。其中,切割治具装置包括切割专用治具200及吸附系统(图未示),切割专用治具200用于承载金手指400,并使金手指400的切割部位400a悬空在切割槽220上,同时在吸附系统的作用下通过气流通孔230将金手指400吸附于切割专用治具200上,所述吸附系统的气流大小均可调节。离子风除尘装置设于切割治具装置的上方,该离子风除尘装置包括专用除尘罩300及离子风系统(图未示),其中,专用除尘罩300紧凑地设于切割专用治具200的上方,专用除尘罩300的具体位置可调节,所述离子风系统用于产生除尘所需的离子风,所述离子风系统的气流大小可根据加工效果进行调节。光路加工装置100包括光源模块110、控制加工模块130,所述光源模块110用于产生脉宽极短的超快激光束,并对该超快激光束进行调节从而得到光斑直径大小合适以及光斑能量均匀分布的超快平顶激光束,控制加工模块130用于控制所述超快平顶激光束的能量并利用其对金手指400进行切割,并且在切割过程中,利用离子风除尘装置吸收切割过程中产生的碳化粉尘,减少金手指400的碳化污染。
21.需要说明的是,本实用新型中所涉及到的所述吸附系统、所述离子风系统均为本领域的常规设置方式,因此,对两者的结构以及具体工作原理不再详细说明。
22.下面结合附图1-4所示,主要对本实用新型中的光路加工装置100、切割专用治具200、专用除尘罩300的具体结构进行说明。
23.先结合图1-2、图4所示,在本实用新型的一种具体实施方式中,切割专用治具200包括一吸附平面210以及凹设于该吸附平面210的切割槽220,并且吸附平面210、切割槽220的底部均开设有气流通孔230,在吸附系统的作用下通过气流通孔230可将金手指400吸附于切割专用治具200的吸附平面210上,同时,金手指400的切割部位400a被悬于切割槽220的上方,具体为,金手指400的切割方向与切割槽220的轴向相一致,使金手指400的切割部位400a悬于切割槽220的上方,光路加工装置100沿切割槽220的轴向对金手指400进行切割。本实施方式中,通过切割槽220以及气流通孔230的设置,金手指400的切割部位400a既可以保证不受到切割专用治具200上的切割粉尘的污染,又可以避免受到吸附强气流而发生抖动的影响,保证干净平稳,从而保证切割效果的一致性。
24.更具体地,由于fpc板材通常具有薄、柔性强的特点,因此,本实用新型的切割专用治具200在其吸附平面210上均匀地开设多个气流通孔230,同时,切割槽220的底部也均匀地开设多个气流通孔230,当切割专用治具200在吸附系统作用下通过气流通孔230吸附住金手指400后,可保证金手指400在切割过程中一直保持平稳,不会受到吸附强气流的影响
而发生抖动。
25.再次结合图2、图4所示,本实用新型中,切割专用治具200的切割槽220的长度为h1,切割槽220的宽度为d,具体参看图2所示;另外,切割槽220的深度一般应不低于2mm,具体深度可根据需要灵活设置,在此不作限定。参看图4所示,金手指400在切割方向上的切割长度为h2,切割专用治具200的切割槽220的长度h1需大于等于金手指400的切割长度为h2,在本具体实施方式中,切割槽220的长度h1优选与金手指400的切割长度h2相等。同时,切割槽220的宽度d需要保证金手指400的所有切割线均在切割槽220内,也就是说,切割槽220的宽度d需大于金手指400的切割部位400a的宽度,因此,在金手指400多线切割时,金手指400的所有切割线都保证位于切割槽220内。
26.具体参看图4所示,在单线切割时,沿切割线p1进行切割即可;当多线切割时,先沿切割线p2将金手指400切断以得到成品区400b与废料区400c,然后再向成品区400b内缩一定距离进行激光清洗工艺,但金手指400两次切割的切割线均需在其切割部位400a,以及对应的切割槽220内进行。
27.下面参看图1所示,对本实用新型之光路加工装置100的一种具体设置方式进行说明。在本具体方式中,所述光源模块110包括超快激光器111、变倍扩束器112以及光束整形器113。其中,超快激光器111用于出射脉宽极短的超快激光束;变倍扩束器112设于超快激光器111的输出端,用于根据实际需求灵活放大超快激光器111出射的超快激光束的光斑直径;光束整形器113设于变倍扩束器112的输出端以及高速扫描振镜132的输入端之间,其用于将经变倍扩束器112放大光斑直径后出射的超快激光束整形成光斑能量均匀分布的超快平顶激光束,并将所述超快平顶激光束出射至控制加工模块130。
28.继续参看图1所示,本实用新型中的超快激光器111的波段为绿光到紫外光波段,其中,绿光波段优选为532nm,紫外光波段优选为355nm,脉冲宽度为皮秒至飞秒级,因此,其可以提供脉宽短、峰值功率高的脉冲激光,为激光冷加工提供必要的技术基础。
29.更具体地,所述超快激光器111输出的超快激光束是光斑能量呈高斯分布的高斯光束,由于高斯光束的辐照截面会随着距中心距离的增加而对称地减小,也就是说,高斯光束的辐照强度为中心区域强、边缘区域弱,高斯光束的这一光功率分布特性在对材料进行精密激光加工时可能会导致中心区域加工能量过剩,而边缘区域加工能量太低,从而降低材料的精密加工效果以及能量利用效率。相反,平顶光束在整个辐照截面可以保持恒定的辐照度值,这使得平顶光束的能量能够更清晰地被包含在给定区域中,可以获得更高的加工精度以及减少对周边区域的损伤。因此,本实用新型中在变倍扩束器112的输出端设置光束整形器113,以对超快激光器111发出的高斯光束(即前述超快激光束)进行整形,详见后述。
30.继续参看图1所示,本实用新型中,变倍扩束器112用于放大超快激光器111出射的超快激光束的光斑直径,优选可以实现2~10的放大倍数变化,具体放大倍数可根据实际需求灵活调节。更具体地,由于较小的聚焦光斑一方面可以提高光斑的能量密度,另一方面可以获得精细的切割道,降低加工受热面积,因此,在本实用新型的一种具体实施方式中,经变倍扩束器112对超快激光器111出射的超快激光束的光斑直径进行合适的放大后,在远心场镜140(详见后述)下可以聚焦得到一个直径为20um的聚焦光斑,保证激光冷加工的效果,当然,变倍扩束器112的放大倍数以及最终得到的聚焦光斑的直径均不以本具体实施方式
中的为限,可根据需要灵活选择。
31.再次参看图1所示,本实用新型中,在变倍扩束器112的输出端设置光束整形器113,通过该光束整形器113将经变倍扩束器112放大光斑直径后的超快激光束进行整形而得到光斑能量均匀分布的超快平顶激光束,由此,可以有效地利用加工能量,优化加工效果。
32.下面再次参看图1所示,所述控制加工模块130包括激光控制系统131和高速扫描振镜132,其中,高速扫描振镜132设于光束整形器113的输出端,高速扫描振镜132控制由光源模块110产生并调节得到的所述超快平顶激光束在较高的扫描速度下对金手指400进行高速切割,提高了切割效率,同时提高了切割品质,在切割过程中,通过激光控制系统131控制所述超快平顶激光束的输出能量的大小。
33.继续参看图1所示,所述光路加工装置100还包括若干反射镜120以及一远心场镜140。其中,反射镜120设于光束整形器113的输出端与高速扫描振镜132的输入端之间,用于改变光束的传输路径。反射镜120的数量在此不作具体限定,可根据具体光束传输路径的需要设置。远心场镜140设于高速扫描振镜132的输出端,远心场镜140用于将高速扫描振镜132传输过来的超快平顶激光光束聚焦于切割专用治具200上,并且使激光焦点在其加工范围内都位于同一焦平面,且聚焦光束的主光线在任何视场角的情况下都垂直于同一焦平面。
34.下面参看图3所示,本实用新型中,所述专用除尘罩300包括相对设置的一吹气罩310以及一吸气罩320,吹气罩310上均匀地开设有多个吹气孔311,吸气罩320上均匀地开设有多个吸气孔321,所述吹气罩310、吸气罩320之间形成一除尘槽330,此外,吹气罩310与离子风系统相连,吸气罩320与吸附系统相连,并且,所述离子风系统能够与所述吸附系统共同形成一股离子风气流,如图3中箭头方向所示,从而将加工过程中样品表面产生的碳化粉尘清除干净。本实用新型中,吸气罩320与上述切割专用治具200共用一个吸附系统,可以简化设备,但是并不以此为限。
35.更具体地,离子风系统通过吹气罩310上的吹气孔311将其产生的离子风吹向所述除尘槽330内,使除尘槽330内的碳化粉尘形成离子粉尘;同时,吸附系统通过吸气罩320上的吸气孔321将除尘槽330内的离子粉尘进行吸除。因此,所述离子风系统与所述吸附系统共同运行以形成一股离子风气流,如图3中箭头方向所示,从而将加工过程中样品表面产生的碳化粉尘清除干净。这样,当对金手指400进行切割时,由离子风系统吹出的离子风通过吹气孔311吹入所述除尘槽330下的切割加工区而将切割样品产品的碳化粉尘形成离子粉尘,与此同时,吸附系统通过吸气孔321对所述除尘槽330下的切割加工区所形成的离子粉尘进行吸除,从而及时有效地清除加工过程中产生的大量碳化粉尘,减少激光对产品的热影响。
36.下面再次结合图1-4所示,对本实用新型之金手指激光切割系统1的工作原理及过程进行说明。
37.首先,对超快激光器111出射的超快激光束进行功率调节,以得到适合的加工能量。具体地,当加工能量过高时会产生更多的碳粉颗粒和汽化颗粒从而大大地增加微短风险,而当加工能量过低时则会导致切割次数增多从而造成碳粉颗粒和汽化颗粒的积累,因此,通过对超快激光器111出射的超快激光束的功率进行调节以得到合适的加工能量来对
金手指400进行激光切割。
38.其次,进行光束扩束。具体地,通过变倍扩束器112对超快激光器111出射的超快激光束的光斑直径进行放大,具体放大倍数根据远心场镜140下聚焦光斑的大小进行调节,本实用新型的一种具体实施方式中,根据加工效果,最终所调节的放大倍数可以得到一个直径大约为20um的聚焦光斑。
39.接着,进行光束整形。具体地,由于超快激光器111出射的超快激光束是能量呈高斯分布的高斯光束,为了有效利用加工能量以及优化加工效果,在变倍扩束器112后设置光束整形器113以对其进行平顶光束轮廓整形,从而得到光斑能量均匀分布的平顶激光束,该平顶激光束经过若干个反射镜140的反射后进入高速扫描振镜132,经高速扫描振镜132出射至远心场镜140而聚焦于切割专用治具200上,以等待切割金手指400。
40.然后,将金手指400放置于切割专用治具200上并使金手指面朝上,具体地,将金手指面朝上的金手指400放置于切割专用治具200的吸附平面210上,同时使金手指400的切割部位400a悬于切割槽220的上方,然后在吸附系统的作用下通过气流通孔230将金手指400平稳地吸附于吸附平面210上。
41.最后,使高速扫描振镜132动作以对金手指400进行切割,具体参看图4所示,切割方式可以为单线切割或者为多线切割;其中,单线切割即沿切割线p1直接切割的工艺;多线切割则是先在切割部位400a沿切割线p2将金手指400切断而得到成品区400b、废料区400c,然后向成品区400b内缩一定的距离进行激光清洗的工艺。在该切割过程中,通过提高所述高速扫描振镜132的扫描加工速度并选择在焦点加工可以减少热量堆积,以更好地发挥超快激光冷加工的特性。
42.另外,在上述切割过程中,会产生大量碳化粉尘,这些碳化粉尘如果不及时清除,会极大地增加微短的风险甚至直接导致金手指400的微短,本实用新型中,在激光切割过程中开启离子风除尘装置,离子风系统通过吹气罩310上的吹气孔311向除尘槽330内吹出离子风,使切割过程产生的碳化粉尘形成离子粉尘,同时,吸附系统通过吸气罩320上的吸气孔321将除尘槽330下的切割加工区所形成的离子粉尘吸除干净,从而有效地减少碳化粉尘对产品的微短影响。
43.综上所述,本实用新型的金手指激光切割系统1,首先,其切割专用治具200包括一吸附平面210以及凹设于吸附平面210的切割槽220,并且吸附平面210、切割槽220的底部都均匀地开设有气流通孔230,所述切割专用治具200用于承载金手指400并使其切割部位400a悬于切割槽220的上方,然后在吸附系统的作用下通过气流通孔230将金手指400吸附于吸附平面210;其次,利用光路加工装置100产生脉宽极短、光斑直径合适以及光斑能量均匀分布的超快平顶激光束,并控制该平顶激光束沿切割槽220的轴向移动以对金手指400进行切割,切割过程中,金手指400可以被平稳地吸附于切割专用治具200上而不发生因吸附强气流导致其抖动的情况,从而保证切割效果的一致性,同时,金手指400的切割部位400a悬于切割槽220的上方而不受切割专用治具200上的切割粉尘的污染;再者,离子风除尘装置可以及时有效地清除加工过程中产生的大量碳化粉尘,使得切割过程不易产生碳化,大为减少指间微短的情况;另外,本实用新型的光路加工装置100可以保证切割效率。
44.以上所揭露的仅为本实用新型的优选实施例而已,当然不能以此来限定本实用新型之权利范围,因此依本实用新型申请专利范围所作的等同变化,仍属本实用新型所涵盖
的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。