用于处理熔融金属的等静压制产品及其生产方法
1.本发明涉及一种用于处理熔融金属的等静压制产品以及生产此类产品的方法,其中等静压制产品诸如塞杆或耐火水口(例如,浸入式水口、浸入式长水口、钢包长水口或用于与中间包连接的任何其他水口)。
2.用于处理熔融金属的等静压制产品总体上包括由耐火成分制成的主体,其中等静压制产品诸如塞杆或耐火水口(该耐火水口例如,浸入式水口、浸入式长水口、钢包长水口或用于与中间包连接的任何其他水口)。该主体的表面上可至少部分地施加有衬里区段(还有涂覆区段),例如,以保护该主体免于由于与熔融熔体接触而腐蚀。这类具有衬里区段的产品例如从ep 0 721 388 b1已知(其中:图1和图6中的层4、10)。这些衬里呈层状结构的形式,从某种意义上说,它们的厚度不会变化。这种厚度变化的衬里是例如从wo 2006/007672 a2已知的,其中,层已经与塞体一起共挤压为衬里,该衬里由一些预成形的管状部分构成。总体上,通常通过所谓的“等静压制”方法来生产这种耐火产品。为了为主体和衬里设置两种不同的材料,这些材料中的至少一种在实际压制步骤之前需要预压实/预成型。us 4,323,529公开了一种在罐中的滑动闸阀滑板,该滑动闸阀滑板具有一体的收集器水口并且形成为两个结合的耐火的具体模具,其中杯状或槽状的金属箔位于它们之间的接合处中。jp h06 142899公开了一种下部水口,其中,用于浇铸钢水的下部水口的钢水流孔(d)的周缘由成形耐火材料(c)构成,并且成形耐火材料(c)的周缘由整体耐火材料(b)构成,以形成双层构造。
3.本发明人已经认识到,为了使这种衬里具有良好的粘附性,衬里与主体之间的界面区域应该是“互锁的”。特别是弯曲的界面表面或具有阶梯状表面的界面使得衬里和主体具有良好的机械稳定性。在通过等静压制生产的情况下,本发明人已经发现,当使用(模具填充装置的)可移除分隔壁时,可以在实现互锁的界面表面的同时实现更短的生产时间,从而实现良好的粘附性。此外,本发明人已经意识到,对于主体与衬里之间的良好粘附性而言,重要的是主体和衬里的材料在压制在一起之前是松散材料。应当避免在压制用于熔融金属的产品之前的预压实。在许多几何结构中,根据现有技术不可能根据目标几何结构设置两种不同的材料而无需对其中一种材料进行预压实。通过避免预压实,可以在界面区域获得更好的压制的主体的均匀性,并且增加衬垫的粘附性,从而获得良好的机械性能。
4.因此,本发明的目的是提供一种用于处理熔融金属的等静压制产品,诸如塞杆或耐火水口(该耐火水口例如浸入式水口、浸入式长水口、钢包长水口或用于与中间包连接的任何其他水口),其中,等静压制产品包括位于主体的表面上的衬里区段。
5.本发明的另一目的是提供一种用于处理熔融金属的等静压制产品,其中,等静压制产品在主体的表面上包括衬里区段,并且其中,衬里区段展现了对该主体的高粘附性,从而实现良好的机械特性。
6.本发明的另一目的是提供一种生产用于处理熔融金属的产品(诸如塞杆或耐火水口)的方法,其中,该生产是简单且可靠的。
7.该目的是通过提供根据权利要求1所述的用于处理熔融金属的等静压制产品以及根据权利要求9所述的制造用于处理熔融金属的产品的方法与根据权利要求15所述的所获
得的产品来实现的。结合该方法提及的优点和改进还类似地适用于产品/物理对象,并且反之亦然。
8.本发明的核心构思是基于以下这样的发现:通过在衬里与主体之间提供互锁的(例如,特别是弯曲的或阶梯状的)界面表面,用于处理钢水的等静压制产品的衬里与主体的粘附性可以较高。此外,该生产过程可以在单个步骤中实现,从而避免材料的任何预压实。
9.在第一实施例中,该目的通过一种用于处理熔融金属的等静压制产品来实现,该产品包括:
10.a)由第一耐火成分制成的主体;
11.b)该主体包括表面;
12.c)该产品还包括至少一个衬里区段,该衬里区段部分地施加到主体的表面上;该至少一个衬里区段由第二耐火成分制成;
13.d)该产品还可选地包括其他衬里区段,其部分地施加到主体的表面上,诸如第二衬里区段;该第二衬里区段由第三耐火成分制成;
14.e)至少一个衬里区段/所有衬里区段形成主体的衬里;
15.f)其中,在产品的至少一个截面中,主体的位于覆盖有衬里的区域中的表面(即,界面表面)包括至少一个凸形区段和至少两个凹形区段(如从主体所见);
16.并且其中,使用的产品是等静压制产品。通常可理解,等静压制产品通过在单个压制步骤中对其所有的耐火成分进行等静压制而实现。
17.在另一实施例中,该目的通过一种用于处理熔融金属的等静压制产品来实现,该等静压制产品包括:
18.a)由第一耐火成分制成的柱形对称的主体;
19.b)主体包括表面;
20.c)该等静压制产品还包括至少一个衬里区段,该衬里区段部分地施加到主体的表面上并且是柱形对称的;该至少一个衬里区段由第二耐火成分制成;
21.d)该等静压制产品还可选地包括柱形对称的其他衬里区段,其部分地施加到主体表面上,诸如第二衬里区段;该第二衬里区段由第三耐火成分制成;
22.e)至少一个衬里区段/所有衬里区段形成主体的衬里;
23.f)其中,产品整体上柱形对称并且产品包括柱形轴线;
24.g)并且其中,在通过产品的柱形轴线截取的产品的所有半截面中,主体的位于覆盖有衬里的区域中的表面与这些半截面的交叉部包括至少一个凸形区段和至少两个凹形区段(如从所述主体所见);
25.并且其中,所使用的产品是等静压制产品。
26.主体的表面通常可以是主体的任何表面,诸如外表面(例如塞杆的表面)或内表面(例如浸入式水口的内表面)。
27.通常可理解的是,凸形区段意味着主体的一部分向外弯曲或向外延伸(如从主体所见),而在凹形区段中,主体向内弯曲或向内延伸(如从主体所见)。例如,交叉部可视为数学函数,优选地为分段限定的数学函数,该数学函数在一些区间中是凸形或凹形的。数学函数在这些凹形或凸形区间内可具有弯曲段或者甚至是弯折的(例如,呈阶梯的形式),从而
产生相应的凸形段或凹形段。
28.主体的位于覆盖有衬里的区域中的表面构成了主体与衬里之间的界面表面。
29.衬里可由单一(第二)耐火成分(材料)的单个衬里区段构成,或者衬里可由不同耐火成分(第二耐火成分、第三耐火成分
…
耐火成分)的多个衬里区段构成。衬里区段的耐火成分(第二耐火成分、第三耐火成分)不同于主体的耐火成分(第一耐火成分)。
30.在一个实施例中,衬里区段的耐火成分(第二耐火成分、第三耐火成分)与第一耐火成分的不同之处在于以下特性中的至少一种:化学成分(诸如,不同的碳含量)、矿物相、物理特性(诸如,密度、孔隙率、孔径分布)。
31.在衬里由多个衬里区段构成的情况下,这些衬里区段可以以任何形式彼此接触,例如,它们甚至可以部分地或完全重叠,或者它们甚至可以完全间隔开。
32.衬里可以优选具有在1mm至30mm、优选地在1mm至20mm的范围内变化的厚度。该厚度应理解为在衬里的外表面的法线方向上测量的从衬里的外表面到与主体的结合部位的距离。
33.在一个实施例中,用于处理熔融金属的等静压制产品是柱形对称的。该至少一个衬里区段可以是柱形对称的,优选地,该至少一个衬里区段具有环状的形式。
34.优选地,用于处理熔融金属的等静压制产品选自由以下项组成的组:塞杆、浸入式水口、浸入式长水口、钢包长水口。
35.在另一个实施例中,根据本发明的等静压制产品可以构造成使得在等静压制产品的至少一个截面或半截面中,主体的位于覆盖有衬里的区域中的表面包括至少两个凸形区段或至少三个凹形区段。这进一步提高了粘附性。
36.在另一个实施例中,主体的耐火成分(50,51)和形成主体的衬里的至少一个衬里区段形成无缝连接结构。换言之,耐火成分和衬里之间没有接缝(或者甚至没有间隙)。这减少了由于熔融金属的流动而造成的热腐蚀。
37.在另一个实施例中,所有的耐火成分都在单个步骤中进行等静压制,在第二实施例中,该目的通过提供一种制造用于处理熔融金属的产品的方法来实现,该产品包括:主体,该主体具有表面;以及至少一个衬里,其至少部分地施加到主体的表面上,该方法包括以下步骤:
38.a)将第一分隔壁放置到模具中,使得第一分隔壁的下部端部定位在模具的底部表面上方的第一高度(h1)处;
39.b)在第一分隔壁的第一侧上,将第一耐火成分填充到模具中;
40.c)在第一分隔壁的第二侧上,将第二耐火成分填充到模具中;
41.d)从模具移除所有的分隔壁;
42.e)对耐火成分进行压制。
43.优选地,该方法包括以下步骤:
44.a)将第一分隔壁放置到模具中,使得第一分隔壁的下部端部定位在模具的底部表面上方的第一高度(h1)处;
45.b)将第二分隔壁放置到模具中,使得第二分隔壁的下部端部定位在模具的底部表面上方的第二高度(h2)处;
46.c)在第一分隔壁的第一侧上,将第一耐火成分填充到模具中;
47.d)在第一分隔壁的第二侧上(即,在第二分隔壁的第一侧上,或换言之,在第一分隔壁和第二分隔壁之间),将第二耐火成分填充到模具中;
48.e)在第二分隔壁的第二侧上,将第二耐火成分或第三耐火成分填充到模具中;
49.f)从模具移除所有的分隔壁;
50.g)对耐火成分进行压制。
51.更优选地,该方法包括以下步骤:
52.a)将柱形壳体形式的第一分隔壁放置到包括柱形侧壁的模具中,使得第一分隔壁和模具的柱形侧壁共有同一对称轴线,并且使得第一分隔壁的下部端部定位在模具的底部表面上方的第一高度(h1)处;
53.b)在第一分隔壁的第一侧上,将第一耐火成分填充到模具中;
54.c)在第一分隔壁的第二侧上,将第二耐火成分填充到模具中;
55.d)从模具移除所有分隔壁;
56.e)对耐火成分进行压制。
57.最优选地,该方法包括以下步骤:
58.a)将柱形壳体形式的第一分隔壁放置到包括柱形侧壁的模具中,使得第一分隔壁和模具的柱形侧壁共有同一对称轴线,并且使得第一分隔壁的下部端部定位在模具的底部表面上方的第一高度(h1)处;
59.b)将柱形壳体形式的第二分隔壁放置到包括柱形侧壁的模具中,使得第二分隔壁、第一分隔壁和模具的柱形侧壁共有同一对称轴线,使得第二分隔壁的下部端部定位在模具的底部表面上方的第二高度(h2)处;
60.c)在第一分隔壁的第一侧上,将第一耐火成分填充到模具中;
61.d)在第一分隔壁的第二侧上,将第二耐火成分填充到模具中;
62.e)在第二分隔壁的第二侧上,将第二耐火成分或第三耐火成分填充到模具中;
63.f)从模具移除所有分隔壁;
64.g)对耐火成分进行压制。
65.该方法产生用于处理熔融金属的产品,该产品包括:由第一耐火材料制成的主体,该主体具有表面;以及至少一个衬里,其至少部分地施加到主体的表面上,该衬里由第二材料制成或者由第二材料和第三材料制成。
66.优选地,该模具是等静压制模具,并且压制受到等静压制设备的影响。
67.通常,(第一、第二、第三)耐火材料的填充意味着将可流动材料填充到模型中。优选地,避免主体和衬里材料的任何预成形形状。
68.在另一个实施例中,将第三分隔壁放置到模具中,使得第三分隔壁的下部端部定位在模具的底部表面上方的第三高度(h3)处。其他分隔壁(例如第二分隔壁和第三分隔壁)允许对每个衬里区段使用不同的材料,并且它们还提高了所得的产品的机械稳定性。
69.在另一个实施例中,这些分隔壁是同心地布置的柱形壳体,或者换言之,所有分隔壁都是柱形对称的并且共有同一对称轴线。这种对称布置对于在等静压制期间的压力分布而言是优选的。
70.在另一个实施例中,第一分隔壁由第二分隔壁环绕,并且其中,第一高度(h1)大于第二高度(h2)。优选地,第一耐火材料的填充从第一分隔壁的中心进行。
71.在另一个实施例中,第二分隔壁由第一分隔壁环绕,并且其中,第一高度(h1)大于第二高度(h2)。优选地,第一耐火材料的填充从模具的外周进行。
72.在另一个实施例中,第一分隔壁由第二分隔壁环绕,第二分隔壁由第三分隔壁环绕;并且其中,在模具的底部表面上方,每个分隔壁的相应的下部端部的第一高度(h1)大于第二高度(h2),第二高度大于第三高度(h3)。
73.通过说明更详细地解释本发明的示例性实施例:
74.图1示出了在用于处理熔融金属的第一等静压制产品(例如塞杆)的生产期间的示意性设置。
75.图2示出了用于处理熔融金属的第一等静压制产品(例如塞杆)的示意性截面。
76.图3示出了在用于处理熔融金属的第二等静压制产品(例如塞杆)的生产期间的示意性设置。
77.图4示出了用于处理熔融金属的第二等静压制产品(例如塞杆)的示意性截面。
78.图5示出了在用于处理熔融金属的第三等静压制产品(例如浸入式水口、浸入式长水口或钢包长水口)的生产期间的示意性设置。
79.图6示出了用于处理熔融金属的第三等静压制产品(例如浸入式水口、浸入式长水口或钢包长水口)的示意性截面。
80.图7示出了在用于处理熔融金属的第三等静压制产品(例如浸入式水口、浸入式长水口或钢包长水口)的生产期间的示意性设置。
81.图8示出了用于处理熔融金属的第三等静压制产品(例如浸入式水口、浸入式长水口或钢包长水口)的示意性截面。
82.图9示出了根据本发明生产的测试条的图片。
83.图1示出了在用于处理熔融金属的例如塞杆(11)的第一等静压制产品的生产期间的示意性设置。提供了一种模具(100),该模具包括柱形侧壁(101)和底部表面(102)并且可选地包括心轴形状的内模(103)。第一分隔壁(110)和第二分隔壁(111)在模具(100)的底部表面(102)上方的位置中设置在模具(100)中。第一分隔壁(110)的下部端部定位在模具(100)的底部表面(102)上方的第一高度(h1)处,并且第二分隔壁(111)的下部端部定位在模具(100)的底部表面(102)上方的第二高度(h2)处。在此,第一分隔壁(110)由第二分隔壁(111)环绕,h2<h1,如h1=98cm并且h2为97cm。第一分隔壁(110)和第二分隔壁(111)是同心布置的壳体,这些壳体的直径分别为7cm和9cm。它们的轴线与模具的柱形侧壁(101)的轴线重合(该轴线在图1中由竖直点划线示出),模具100的柱形侧壁(101)的直径为13cm。具有第一化学成分的第一耐火成分(50)通过第一分隔壁(110)(即,通过其轴线/靠近其轴线)填充到模具中。耐火成分(50)流入到模具(100)中并且被约束在模具(100)的侧壁(101)内。可选地,内模(103)可以存在于模具(100)的下部部分中。在侧壁(101)内,第一耐火成分(50)形成具有静止角/休止角的锥体,该静止角/休止角是使由松散材料形成的倾斜表面稳定的最陡的角度。在图1中示出了该角度以用于不同的填充高度(见倾斜的虚线)。当锥体达到一定高度时,第一耐火成分(50)被约束在第二分隔壁(111)内侧。现在,该被约束的锥体在第二分隔壁(111)内侧累积,直到第一耐火成分(50)约束在第一分隔壁(110)内的一定高度处,在该高度处该第一耐火成分可填充到顶部。然后,将具有第二化学成分的第二耐火成分(51)填充在第一分隔壁(110)的第二侧上,即填充到第一分隔壁(110)和第二分隔壁(111)
之间形成的(空的/未填充的)空间中。将相同的具有第二化学成分的第二耐火成分(51)填充在第二分隔壁(111)的第二侧上,即填充到第二分隔壁(111)和模具(100)的侧壁(101)之间形成的(空的/未填充的)空间中。随后,通过将壁(110,111)从耐火成分(50,51)竖直地拉出来移除第一分隔壁(110)和第二分隔壁(111)。耐火成分(50,51)填充壁(110,111)之前所在的(薄)空隙。然后在顶部上将模具闭合,并对耐火成分(50,51)进行等静压制。图2示出了通过第一等静压制产品的生产获得的等静压制产品(10,11)的截面。其示出了塞杆(11)的塞头,该塞头具有由第一耐火成分(50)制成的柱形主体(20)并具有(呈环状的形式的)柱形衬里(30),该柱形衬里具有由第二耐火成分(51)制成的第一(柱形)衬里区段(30.1)。形成衬里(30)的衬里区段(30.1)部分地施加到主体(20)的表面(21)上。衬里(30)覆盖主体(20)的表面(21)的区域限定界面区域。通过图2的柱形轴线(竖直点划线)部分地截取的截面示出:主体(20)的位于覆盖有衬里(30)的区域中的表面(21)具有一个凸形区段(41)和两个凹形区段(42),如从主体(20)所见。用于将主体和衬里互锁在一起的这些区段可以由弯曲交叉部(如图中所示)形成,或者替代地形成为具有阶梯部(40)的区段(图中未示出)。图2的在柱形轴线(即竖直点划线)右侧的部分表示等静压制产品(10,11)通过其柱形轴线截取的半截面,主体(20)的位于覆盖有衬里(30)的区域中的表面(21)与该半截面的交叉部具有一个凸形区段(41)和两个凹形区段(42),如从主体(20)所见。图2的在柱形轴线(即竖直点划线)左侧的部分表示等静压制产品(10,11)的前视图,该等静压制产品具有主体(21)的(外)表面和衬里(30)。衬里(30)的外表面实现了衬里区段,该衬里区段覆盖塞件的鼻部几何形状的总表面的50%并且最大厚度为10mm。
84.图3示出了在用于处理熔融金属的例如塞杆(11)的第二等静压制产品的等静压制生产期间的示意性设置。除了将附加的第三分隔壁(112)在模具(100)的底部表面(102)上方的位置中设置在模具(100)中之外,该设置与图1中已经讨论的设置类似。第三分隔壁(112)的下部端部定位在模具(100)的底部表面(102)上方的第三高度(h3)处。在此,第一分隔壁(110)由第二分隔壁(111)环绕,该第二分隔壁由第三分隔壁(112)环绕,h3<h2<h1,如h1=98cm,h2=97cm并且h3=95cm。第一分隔壁(110)、第二分隔壁(111)和第三分隔壁(112)是同心布置的壳体。这些壳体的轴线与模具的柱形侧壁101的轴线重合(该轴线在图3中由竖直点划线示出)。第一耐火成分(50)的填充类似于已经对于第一等静压制产品(图2)描述的那样。此外,在一个示例中,第一耐火成分(50)和第二耐火成分(51)具有相同的化学成分但具有不同的孔隙率。第二耐火成分(51)填充在第一分隔壁(110)的第二侧上,即填充到第一分隔壁(110)和第二分隔壁(111)之间形成的空间中。相同的第二耐火成分(51)填充在第二分隔壁(111)的第二侧上,即填充到第二分隔壁(111)和第三分隔壁(112)之间形成的空间中。相同的第二耐火成分(51)填充在第三分隔壁(112)的第二侧上,即填充到第三分隔壁(112)和模具(100)的侧壁(101)之间形成的空间中。分隔壁的移除以及进一步压制是如第一等静压制产品所描述的那样进行的。在图4中获得的通过柱形轴线(竖直点划线)截取的等静压制产品的截面示出:主体(20)的位于覆盖有衬里(30)的区域中的表面(21)具有两个凸形区段(41)和三个凹形区段(42),如从主体所见。用于将主体和衬里互锁在一起的这些区段可以由弯曲交叉部(如图中所示)形成,或者替代地形成为具有阶梯部(40)的区段(图中未示出)。图4在柱形轴线(即竖直点划线)的一侧上的部分表示等静压制产品(10,11)通过其柱形轴线截取的半截面,主体(20)的位于覆盖有衬里(30)的区域中的表面(21)与该
半截面的交叉部具有两个凸形区段(41)和三个凹形区段(42),如从主体所见。衬里的外表面实现了衬里区段,该衬里区段覆盖塞件的鼻部几何形状的总表面的75%并且最大厚度为1cm。
85.在结合图3讨论的示例的替代实施例(图中未单独示出)中,代替第二成分(51),在第二分隔壁(111)的第二侧上填充具有不同化学成分的第三耐火成分(52)。因此,所得的衬里(30)由三个衬里区段(30.1,30.2,30.3)组成,其中第一衬里区段(30.1)和第三衬里区段(30.3)由第二耐火成分(51)制成,其中第二衬里区段(30.2)由第三耐火成分(52)制成。
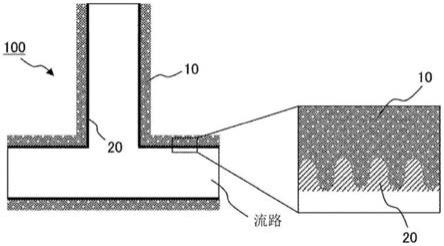
86.图5示出了在用于处理熔融金属的诸如钢包长水口(14)的第三等静压制产品的生产期间的示意性设置。提供了一种模具(100),该模具具有柱形侧壁(101)和心轴形状的内模(103)以及底部表面(102)。第一分隔壁(110)和第二分隔壁(111)在模具(100)的底部表面(102)上方的位置中设置在模具(100)中。第一分隔壁(110)的下部端部定位在模具(100)的底部表面(102)上方的第一高度(h1)处,并且第二分隔壁(111)的下部端部定位在模具(100)的底部表面(102)上方的第二高度(h2)处。在此,第二分隔壁(111)被第一分隔壁(110)环绕,h1>h2,如h1=99cm并且h2为98cm。第一分隔壁(110)和第二分隔壁(11)是同心布置的壳体,这些壳体的直径分别为9cm和7cm。它们的轴线与模具的柱形侧壁(101)的轴线重合(该轴线在图5中由竖直点划线示出),模具(100)的柱形侧壁(101)的直径为13cm。将具有第一碳含量的第一耐火成分(50)沿着柱形侧壁(101)的内侧(和第一分隔壁(110)的外侧)(即通过/靠近其外周)(均匀地)填充到模具中。耐火成分(50)流入到模具(100)中并且被约束在模具(100)的侧壁(101)和内模(103)内。在侧壁(101)内,第一耐火成分(50)形成具有静止角/休止角的负锥体,该静止角/休止角是使由松散材料形成的倾斜表面稳定的最陡的角度。在图5中示出了该角度以用于不同的填充高度(见倾斜的虚线)。当负锥体达到一定高度时,第一耐火成分(50)被约束在第二分隔壁(111)内。现在,该被约束的负锥体在第二分隔壁(111)外累积直到达到一定高度,在达到该高度之后,第一耐火成分(50)被约束在第一分隔壁(110)内,其中,该第一耐火成分可填充到第一分隔壁(110)外侧的顶部。然后将具有较低碳含量的第二耐火成分(51)填充在第一分隔壁(110)的第二侧上,即填充到第一分隔壁(110)和第二分隔壁(111)之间形成的空间中。将相同的具有较低碳含量的第二耐火成分(51)填充在第二分隔壁(111)的第二侧上,即填充到第二分隔壁(111)与内模(103)之间形成的空间中。随后,通过将壁(110,111)从耐火成分(50,51)竖直地拉出来移除第一分隔壁(110)和第二分隔壁(111)。耐火成分(50,51)填充壁(110,111)之前所在的(薄)空隙。然后在顶部上将模具闭合,并对耐火成分(50,51)进行等静压制。图6示出了通过第三等静压制产品的生产获得的等静压制产品(10,14)的截面。其示出了为钢包长水口(14)的水口,该水口具有由第一耐火成分(50)制成的柱形主体(20)并具有(呈环状的形式的)柱形衬里(30),该柱形衬里具有由第二耐火成分(51)制成的第一(柱形)衬里区段(30.1)。形成衬里(30)的衬里区段(30.1)部分地施加到主体(20)的内表面(21)上。在衬里(30)覆盖主体(20)的表面(21)的区域中限定界面区域。通过图6的柱形轴线(竖直点划线)截取的截面示出:主体(20)的位于覆盖有衬里(30)的区域中的表面(21)具有一个凸形区段(41)和两个凹形区段(42)。用于将主体和衬里互锁在一起的这些区段可以由弯曲交叉部(如图中所示)形成,或者替代地形成为具有阶梯部(40)的区段(图中未示出)。图6的在柱形轴线(即竖直点划线)的一侧上的部分表示等静压制产品(10,14)通过其柱形轴线截取的半截面,主体(20)的
位于覆盖有衬里(30)的区域中的表面(21)与该半截面的交叉部具有一个凸形区段(41)和两个凹形区段(42)。衬里的外表面实现了衬里区段,该衬里区段覆盖水口的座部区域的总表面的50%并且最大厚度为1cm。
87.图7示出了在用于处理熔融金属的诸如钢包长水口(14)的第四等静压制产品的生产期间的示意性设置。除了将附加的第三分隔壁(112)在模具(100)的底部表面(102)上方的位置中设置在模具(100)中之外,该设置与图5中已经讨论的设置类似。第三分隔壁(112)的下部端部定位在模具(100)的底部表面(102)上方的第三高度(h3)处。在此,第三分隔壁(112)由第二分隔壁(111)环绕,该第二分隔壁由第一分隔壁(110)环绕,h1>h2>h3,如h1=98cm,h2=97cm并且h3=95cm。第一分隔壁(110)、第二分隔壁(111)和第三分隔壁(112)是同心布置的壳体。它们的轴线与模具的柱形侧壁101的轴线重合(该轴线在图7中由竖直点划线示出)。第一耐火成分(50)的填充类似于已经对于第三等静压制产品(图5)描述那样。此外,在一个示例中,具有不同密度的第二耐火成分(51)填充在第一分隔壁(110)的第二侧上,即填充到第一分隔壁(110)和第二分隔壁(111)之间形成的空间中。将相同的具有不同密度的第二耐火成分(51)填充在第二分隔壁(111)的第二侧上,即填充到第二分隔壁(111)和第三分隔壁(112)之间形成的空间中。将相同的具有不同密度的第二耐火成分(51)填充在第三分隔壁(112)的第二侧上,即填充到第三分隔壁(112)和内模(103)之间形成的空间中。分隔壁的移除以及进一步压制是如第三等静压制产品描述的那样进行的。在图8中获得的通过柱形轴线(竖直点划线)截取的等静压制产品的截面示出:主体(20)的位于覆盖有衬里(30)的区域中的表面(21)具有两个凸形区段(41)和三个凹形区段(42)。用于将主体和衬里互锁在一起的这些区段可以由弯曲交叉部(如图中所示)形成,或者替代地形成为具有阶梯部(40)的区段(图中未示出)。图8的在柱形轴线(即竖直点划线)的一侧上的部分表示等静压制产品(10,14)通过其柱形轴线截取的半截面,主体(20)的位于覆盖有衬里(30)的区域中的表面(21)与该半截面的交叉部具有两个凸形区段(41)和三个凹形区段(42)。
88.在结合图7讨论的示例的替代实施例中(图中未单独示出),代替第二成分(51),在第二分隔壁(111)的第二侧上填充具有不同化学成分的第三耐火成分(52)。因此,所得的衬里(30)由三个衬里区段(30.1,30.2,30.3)组成,其中第一衬里区段(30.1)和第三衬里区段(30.3)由第二耐火成分(51)制成,其中第二衬里区段(30.2)由第三耐火成分(52)制成。
89.图9示出了用根据本发明的方法生产的测试条的图像。生产这样的测试条以评估包括界面强度在内的弯曲强度。图9所示的测试条由第一耐火材料和第二耐火材料制成。类似的测试条仅由第一耐火材料制成或者仅由第二耐火材料制成。仅由一种材料制成的测试条示出分别具有5.83mpa和7.83mpa的弯曲强度。图9的测试条达到了6.75mpa的弯曲强度,该弯曲强度介于两种纯材料的弯曲强度之间。这表明这种界面确实展现了非常好的机械性能,并且两种耐火材料展现了非常好的彼此粘附性。
90.参考标号和元素的列表(括号中的德语翻译):
91.10 用于处理熔融金属的等静压制产品
92.11 塞杆
93.12 浸入式水口
94.13 浸入式长水口
95.14 钢包长水口
96.20 主体
97.21 主体的表面
98.30 衬里
99.30.1 第一衬里区段
100.30.2 第二衬里区段
101.30.3 第三衬里区段
102.31 衬里(30)的外表面
103.40 阶梯部
104.41 凸形区段
105.42 凹形区段
106.50 第一耐火成分
107.51 第二耐火成分
108.52 第三耐火成分
109.100 模具
110.101 模具的侧壁
111.102 模具的底部表面
112.103 模具的内模
113.110 第一分隔壁
114.111 第二分隔壁
115.112 第三分隔壁
116.h1 第一分隔壁(110)在模具(100)的底部表面(102)上方的第一高度
117.h2 第二分隔壁(111)在模具(100)的底部表面(102)上方的第二高度
118.h3 第三分隔壁(112)在模具(100)的底部表面(102)上方的第三高度
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。