1.本发明涉及在使用具有型芯的模具制造制品时使用的型芯驱动装置及成形机。
背景技术:
2.作为成形机的一例的压铸机通过使用注射装置向被使用合模装置合模的模具内的腔室(空洞部)填充熔液来制造制品(压铸件)。在制品上有模开闭方向的下切部(undercut)的情况下,除了定模及动模以外还使用具有型芯的模具。
3.在使用具有型芯的模具的情况下,设有用来进行型芯向定模或动模的插入以及型芯从定模或动模的拔出的型芯驱动装置。在进行型芯从定模或动模的拔出时,为了将型芯从制品拉离,对于型芯驱动装置要求较大的驱动力。并且,在型芯被从制品拉离后,为了缩短压铸机的作业周期时间而向使型芯高速地后退。
4.在专利文献1中,记载了使用油压回路在动作的初期以低速产生较大的驱动力、然后以高速动作的缸装置。在专利文献1的缸装置中,有动作油量较多、构造较复杂、节能较困难、因油污造成的作业环境的恶化等的问题。此外,在使用专利文献1的缸装置作为型芯驱动装置的情况下,将压铸机的合模装置和型芯驱动装置的油压回路设为共用。在共用油压回路的情况下,不能同时进行定模及动模的开闭动作和型芯的动作,难以缩短压铸机的作业周期时间。
5.现有技术文献
6.专利文献
7.专利文献1:日本特许3022551号公报
技术实现要素:
8.发明要解决的课题
9.本发明的目的是提供一种能够实现动作液的大幅的减少、装置的简洁化、节能、抑制因油污造成的作业环境的恶化、缩短成形机的作业周期时间的混合式型芯驱动装置及成形机。
10.用来解决课题的手段
11.本发明的一技术方案的混合式型芯驱动装置具备:缸筒;第1盖部件,固定在上述缸筒的一端上;第2盖部件,固定在上述缸筒的另一端上;杆,至少一部分设在上述缸筒之中,在一端具有能够连结型芯的连结部,在比上述连结部靠上述第2盖部件侧具有环状的凸缘,将上述第1盖部件贯通,能够相对于上述缸筒进行直线进退运动;螺母,固定在上述杆上;丝杠轴,将上述第2盖部件及上述螺母贯通,设置为能够插入到上述杆中,能够旋转运动;马达,使上述丝杠轴旋转;圆环状的活塞,设在上述缸筒中,上述杆将其贯通,能够相对于上述缸筒及上述杆滑动;以及连接部,设在上述缸筒上,能够连接向被上述缸筒、上述第1盖部件及上述活塞包围的区域供给使上述活塞动作的动作液的配管。
12.在上述技术方案的型芯驱动装置中,优选的是,上述缸筒具有上述第1盖部件侧的
第1区域和上述第2盖部件侧的第2区域;上述第1区域的第1内径比上述第2区域的第2内径大;在上述第1区域的内侧设有上述活塞,上述活塞的外径比上述第2内径大。
13.在上述技术方案的混合式型芯驱动装置中,优选的是,上述活塞的可移动的距离是10mm以下。
14.在上述技术方案的型芯驱动装置中,优选的是,还具备上述配管和连接在上述配管上并具有蓄能器和切换阀的第1液压回路。
15.在上述技术方案的型芯驱动装置中,优选的是,上述第1液压回路构成为,在上述活塞向上述第1盖部件侧移动时,向上述蓄能器填充上述动作液。
16.本发明的一技术方案的成形机具备:底座;固定模板,固定在上述底座之上,保持定模;可动模板,可在模开闭方向上移动地设在上述底座之上,将动模与上述定模对置而保持;混合式型芯驱动装置,将与上述定模及上述动模组合的型芯驱动;合模装置,进行上述定模和上述动模的合模;注射装置,向由上述定模、上述动模及上述型芯形成的腔室之中填充熔融材料;以及控制部,控制上述混合式型芯驱动装置的动作;上述混合式型芯驱动装置具备:缸筒;第1盖部件,固定在上述缸筒的一端上;第2盖部件,固定在上述缸筒的另一端上;杆,至少一部分设在上述缸筒之中,在一端具有能够连结型芯的连结部,在比上述连结部靠上述第2盖部件侧具有环状的凸缘,将上述第1盖部件贯通,能够相对于上述缸筒进行直线进退运动;螺母,固定在上述杆上;丝杠轴,将上述第2盖部件及上述螺母贯通,设置为能够插入到上述杆中,能够旋转运动;马达,使上述丝杠轴旋转;圆环状的活塞,设在上述缸筒中,上述杆将其贯通,能够相对于上述缸筒及上述杆滑动;以及连接部,设在上述缸筒上,能够连接向被上述缸筒、上述第1盖部件及上述活塞包围的区域供给使上述活塞动作的动作液的配管。
17.在上述技术方案的成形机中,优选的是,还具备上述配管和连接在上述配管上并具有蓄能器和切换阀的第1液压回路。
18.在上述技术方案的成形机中,优选的是,上述控制部在将上述型芯从上述定模或上述动模拔出时,控制上述混合式型芯驱动装置,以同时进行向上述区域的动作液的供给和由上述马达进行的上述丝杠轴的旋转。
19.在上述技术方案的成形机中,优选的是,还具备用来使上述合模装置或上述注射装置驱动的第2液压回路;在上述第2液压回路中使用的动作液的量比在上述第1液压回路中使用的动作液的量多。
20.在上述技术方案的成形机中,优选的是,上述控制部进行上述合模装置的控制;上述控制部控制上述合模装置及上述混合式型芯驱动装置,以使上述动模和上述型芯同时动作。
21.发明效果
22.根据本发明,能够提供能够实现动作液的大幅的减少、装置的简洁化、节能、抑制因油污造成的作业环境的恶化、缩短成形机的作业周期时间的混合式型芯驱动装置及成形机。
附图说明
23.图1是第1实施方式的混合式型芯驱动装置的示意图。
24.图2是第1实施方式的混合式型芯驱动装置的示意图。
25.图3是第1实施方式的混合式型芯驱动装置的示意图。
26.图4是第1实施方式的混合式型芯驱动装置的示意图。
27.图5是将第1实施方式的混合式型芯驱动装置固定在模具上的状态的图。
28.图6是将第1实施方式的混合式型芯驱动装置固定在模具上的状态的图。
29.图7是第1实施方式的混合式型芯驱动装置的动作的说明图。
30.图8是第1实施方式的混合式型芯驱动装置的动作的说明图。
31.图9是第1实施方式的混合式型芯驱动装置的动作的说明图。
32.图10是第1实施方式的混合式型芯驱动装置的动作的说明图。
33.图11是第1实施方式的混合式型芯驱动装置的动作的说明图。
34.图12是第1实施方式的混合式型芯驱动装置的动作的说明图。
35.图13是第1实施方式的变形例的混合式型芯驱动装置的示意图。
36.图14是表示第2实施方式的成形机的整体结构的示意图。
37.图15是表示第2实施方式的成形机的成形动作的流程图。
38.图16是第2实施方式的成形机的动作的说明图。
39.图17是第2实施方式的成形机的动作的说明图。
40.图18是第2实施方式的成形机的动作的说明图。
41.图19是第2实施方式的成形机的动作的说明图。
42.图20是第2实施方式的成形机的动作的说明图。
43.图21是第2实施方式的成形机的动作的说明图。
44.图22是第2实施方式的成形机的动作的说明图。
45.图23是第2实施方式的成形机的动作的说明图。
46.图24是第2实施方式的成形机的动作的说明图。
47.图25是第2实施方式的成形机的动作的说明图。
48.图26是第2实施方式的成形机的动作的说明图。
49.图27是表示第2实施方式的比较例的成形机的成形动作的流程图。
具体实施方式
50.以下,参照附图对本发明的实施方式进行说明。
51.另外,在本说明书中,作为液压的一例而使用油压进行说明。例如,作为液压回路的一例而使用油压回路进行说明。除了油压以外,例如也可以使用水压。此外,在本说明书中,作为动作液的一例而使用动作油进行说明。
52.(第1实施方式)
53.第1实施方式的混合式型芯驱动装置具备:缸筒;第1盖部件,固定在缸筒的一端上;第2盖部件,固定在缸筒的另一端上;连结部,至少一部分设在缸筒之中,在一端上能够连结型芯;杆,在比连结部靠第2盖部件侧具有环状的凸缘,将第1盖部件贯通,相对于缸筒能够进行直线进退运动;螺母,固定在杆上;丝杠轴,将第2盖部件及螺母贯通,设置为可插入到杆中,能够旋转运动;马达,使丝杠轴旋转;圆环状的活塞,设在缸筒中,杆将其贯通,能够相对于缸筒及杆滑动;以及连接部,设在缸筒上,能够连接向被缸筒、第1盖部件及活塞包
围的区域供给使活塞动作的动作液的配管。
54.图1是第1实施方式的混合式型芯驱动装置的示意图。图1是混合式型芯驱动装置的侧视图。图2是第1实施方式的混合式型芯驱动装置的示意图。图2(a)是俯视图,图2(b)是仰视图。
55.第1实施方式的混合式型芯驱动装置100例如进行型芯向压铸机的定模或动模的插入以及型芯从定模或动模的拔出。第1实施方式的混合式型芯驱动装置100是并用通过油压的驱动和通过电力的驱动的型芯驱动装置。在本说明书中,将并用通过油压的驱动和通过电力的驱动的方式称作混合式。
56.混合式型芯驱动装置100包括缸单元10和第1油压回路12(第1液压回路)。缸单元10与第1油压回路12之间通过流过动作油的配管14连接。
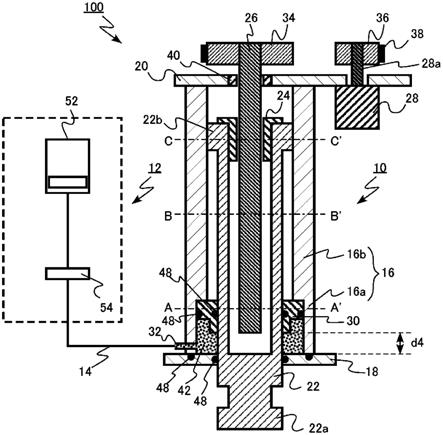
57.图3是第1实施方式的混合式型芯驱动装置的示意图。图3表示缸单元10的截面和第1油压回路12的回路结构。
58.图4是第1实施方式的混合式型芯驱动装置的示意图。图4表示缸单元10的截面。图4(a)表示图3的aa’截面,图4(b)表示图3的bb’截面,图4(c)表示图3的cc’截面。
59.缸单元10具有缸筒16、头盖18(第1盖部件)、帽盖20(第2盖部件)、杆22、螺母24、丝杠轴26、马达28、活塞30、配管连接部32(连接部)、第1滑轮34、第2滑轮36、带38、丝杠轴导引部40、油室42(区域)、衬垫48。
60.缸筒16具有第1区域16a和第2区域16b。杆22具有联轴节22a(连结部)和凸缘22b。马达28具有马达轴28a。
61.第1油压回路12具有蓄能器52和切换阀54。
62.缸单元10是以油压及电力为能量源而实现往复直线进退运动的致动器。
63.缸筒16是圆筒形状。缸筒16具有内径不同的第1区域16a和第2区域16b。第1区域16a的第1内径(图4(a)中的d1)比第2区域16b的第2内径(图4(b)中的d2)大。第1区域16a的厚度例如比第2区域16b的厚度薄。
64.第1区域16a的缸筒16的延伸方向的长度比第2区域16b的缸筒16的延伸方向的长度短。第1区域16a的缸筒16的延伸方向的长度例如为第2区域16b的缸筒16的延伸方向的长度的5分之1以下。
65.头盖18被固定在缸筒16的一端。头盖18具有杆22贯通的开口部。在头盖18与缸筒16的接触部,例如设有用来防止动作油的泄漏的衬垫48。头盖18和缸筒16例如也可以一体成型。
66.帽盖20被固定在缸筒16的另一端。帽盖20设在缸筒16的与头盖18相反侧的端部。帽盖20具有丝杠轴26贯通的开口部。也可以将帽盖20和缸筒16例如一体成型。
67.杆22的至少一部分设在缸筒16之中。杆22具有在一端能够连结型芯的联轴节22a。杆22在头盖18侧具有能够连结型芯的联轴节22a。例如,可以将在前端能够固定型芯的固定夹具螺纹固定在联轴节22a上。
68.杆22在联轴节22a的帽盖20那侧具有凸缘22b。杆22例如在帽盖20那侧的端部上具有凸缘22b。凸缘22b是圆环状。
69.杆22将头盖18贯通。杆22能够相对于头盖18滑动。在杆22与头盖18的接触部,例如设有用来防止动作油泄漏的衬垫48。
70.杆22的至少一部分是圆筒形状。杆22相对于缸筒16能够进行直线进退运动。
71.螺母24被固定在杆22上。螺母24例如被固定在杆22的帽盖20那侧的端部上。
72.丝杠轴26将帽盖20及螺母24贯通。丝杠轴26设置为能够插入到杆22中。丝杠轴26能够旋转运动。
73.丝杠轴26和螺母24例如构成滚珠丝杠。在丝杠轴26与螺母24之间,设有用来减小丝杠轴26与螺母24之间的摩擦阻力的滚珠。
74.丝杠轴导引部40设在帽盖20与丝杠轴26之间。丝杠轴导引部40将丝杠轴26以可旋转的状态支承。丝杠轴导引部40例如是球轴承。丝杠轴导引部40例如是能够承接在丝杠轴26的轴向上作用的力的推力轴承。
75.马达28例如被固定在帽盖20上。马达28使丝杠轴26旋转。马达28是用来使丝杠轴26旋转的动力源。马达28例如是使用交流电源的感应马达。
76.第1滑轮34被固定在丝杠轴26的端部上。第2滑轮36被固定在马达28的马达轴28a上。第1滑轮34和第2滑轮36被用带38连结。
77.使用第1滑轮34、第2滑轮36及带38将马达28的旋转传递给丝杠轴26,丝杠轴26旋转。设定第1滑轮34的直径与第2滑轮36的直径的比率,以使丝杠轴26的转速成为希望的转速。
78.活塞30设在缸筒16中的头盖18侧。活塞30设在缸筒16的第1区域16a的内侧。
79.活塞30是圆环状。杆22将活塞30贯通。活塞30能够相对于缸筒16及杆22滑动。在活塞30与缸筒16的接触部以及活塞30与杆22的接触部,例如设有用来防止动作油的泄漏的衬垫48。
80.在活塞30上设有环状的缺口部。环状的缺口部构成油室42的至少一部分
81.活塞30的外径(图4(a)中的d3)比第2区域16b的第2内径(图4(b)中的d2)大。
82.活塞30可移动的距离(图3中的(d4))例如是1mm以上10mm以下。
83.油室42是被缸筒16、头盖18及活塞30包围的区域。在油室42中填充有动作油。
84.配管连接部32设在缸筒16上。配管连接部32例如设在缸筒16的头盖18侧的侧面上。
85.配管连接部32与油室42导通。配管连接部32设置为能够连接配管14。配管14从第1油压回路12将使活塞30动作的动作油向油室42供给。配管连接部32的形状例如既可以是从缸筒16的侧面向侧方延伸的管状,也可以是形成在缸筒16上的开口部。
86.第1油压回路12被连接到与油室42相连的配管14上。
87.切换阀54控制在第1油压回路12中流动的动作油流动的方向。切换阀54控制动作油向缸单元10的供给、动作油从缸单元10的返回。对于切换阀54例如与杆22的位置同步地控制开闭动作。切换阀54例如是电磁阀。切换阀54例如也可以是伺服阀。此外,切换阀54也可以是具有流量调节功能的切换阀。
88.蓄能器52使用高压的封入气体积蓄能量,通过瞬间将该能量释放,使动作油的流量变大。
89.第1油压回路12既不具备油压泵也不具备贮存油的储罐。第1油压回路12为所谓的无泵结构。在第1油压回路12中使用的动作油的量例如是1l以上20l以下。
90.图5及图6是表示将第1实施方式的混合式型芯驱动装置固定在模具上的状态的
图。图5是表示模具打开的状态的图。图6是表示模具闭合的状态的图。图5及图6表示模具的一部分。
91.模具包括定模60、动模62、型芯64。在定模60上例如设有止挡60a。混合式型芯驱动装置100的缸单元10通过固定台66例如固定在动模62上。
92.型芯64被固定在混合式型芯驱动装置100的缸单元10上。例如,固定着型芯的固定夹具68被螺纹固定在缸单元10的联轴节22a上。
93.如图6所示,在模具闭合的状态下,将型芯64装入到定模60与动模62之间。止挡60a防止型芯64被填充在模具内的腔室中的熔液的压力推出。在止挡60a中,例如使用硬度比定模60的其他区域高的材料。
94.接着,对混合式型芯驱动装置100的动作进行说明。图7、图8、图9、图10、图11、图12是第1实施方式的混合式型芯驱动装置的动作的说明图。
95.图7表示杆22处于后退极限位置的状态。即,图7表示杆22处于距帽盖20最近的位置的情况。
96.在杆22处于后退极限位置的情况下,在油室42中填充有动作油。在此情况下,第1油压回路12的蓄能器52没有被填充动作油。活塞30处于距帽盖20最近的位置。在此情况下,活塞30的帽盖20侧的端部与缸筒16的第2区域16b相接。
97.如图8所示,通过马达28驱动,马达轴28a旋转,第2滑轮36旋转。第2滑轮36的旋转被带38传递给第1滑轮34,第1滑轮34旋转。通过第1滑轮34旋转,丝杠轴26旋转。
98.丝杠轴26的旋转运动被螺母24变换为直线进退运动,杆22向头盖18侧前进。在杆22前进了规定的距离后,杆22的凸缘22b与活塞30的帽盖20侧的端部相接。然后,如图9所示,活塞30被杆22的凸缘22b推压而前进,通过与头盖18相接而停止。
99.通过杆22及活塞30的前进,将油室42的动作油向配管14推出,向蓄能器52填充动作油。切换阀54与活塞30的前进连动而动作,使动作油从配管14向蓄能器52流动。
100.图10表示杆22处于前进极限位置的状态。即,图10表示杆22处于距帽盖20最远的位置的情况。
101.如图11所示,通过使蓄能器52动作而向油室42填充动作油,活塞30在油压的作用下后退。由活塞30将杆22的凸缘22b推起,杆22后退。活塞30的后退距离例如是1mm以上10mm以下。
102.如图11所示,在使蓄能器52动作而向油室42填充动作油的同时,使马达28驱动。通过马达28的驱动,杆22后退。在此情况下,使用油压能及电能这两者,杆22后退。
103.另外,也可以在到活塞30后退而停止之前,不使马达28驱动,而仅利用油压能使杆22后退。
104.如图12所示,在活塞30停止后,通过马达28的驱动,杆22后退。并且,在杆22来到后退极限位置之后,将马达28的驱动停止。
105.接着,对第1实施方式的混合式型芯驱动装置100的作用及效果进行说明。
106.在使用具有型芯的模具的情况下,设有用来进行型芯向定模或动模的插入及型芯从定模或动模的拔出的型芯驱动装置。在进行型芯从定模或动模的拔出时,为了将型芯从制品拉离,对于型芯驱动装置要求较大的驱动力。并且,在将型芯从制品拉离后,为了缩短压铸机的作业周期时间而优选的是使型芯高速地后退。
107.第1实施方式的混合式型芯驱动装置100是并用通过油压的驱动和通过电力的驱动的混合式的型芯驱动装置。在型芯的拔出时的初期阶段,使用第1油压回路12利用油压驱动缸单元10。通过用油压驱动缸单元10,能够得到为了将型芯从制品拉离所需要的较大的驱动力。
108.由于第1油压回路12仅用于将型芯拉离,所以例如能够减小蓄能器52的容量。因而,能够实现在混合式型芯驱动装置100中使用的动作油的量的大幅的减少。
109.此外,通过杆22及活塞30的前进来进行向蓄能器52填充动作油。换言之,第1油压回路12不需要油压泵及用来贮存油的储罐。
110.此外,由于能够实现动作油的量的大幅的减少,也不需要油压泵及储罐,所以能够抑制因油污造成的作业环境的恶化。此外,因油泄漏造成的火灾的风险降低。
111.此外,由于能够减小蓄能器52的容量,也不需要油压泵及储罐,所以能够实现第1油压回路12的小型化。因而,能够实现混合式型芯驱动装置100的构造的简洁化。从实现第1油压回路12的小型化的观点来看,活塞30的可移动的距离(图3中的(d4))优选的是10mm以下。
112.此外,由于第1油压回路12也不需要油压泵及储罐,所以能够实现混合式型芯驱动装置100的节能。此外,由于第1油压回路12不需要油压泵及储罐,所以能够使第1油压回路12和合模装置的油压回路独立。
113.在混合式型芯驱动装置100中,在将型芯拉离后,使用马达28将缸单元10用电力驱动。通过用电力驱动缸单元10,能够使型芯高速地后退。马达28不需要较大的驱动力,能够实现马达28的小型化。
114.通过能够实现马达28的小型化,能够实现混合式型芯驱动装置100的构造的简洁化。此外,通过马达28的小型化,能够实现节能。
115.混合式型芯驱动装置100通过并用通过油压的驱动和通过电力的驱动,实现了装置的构造的简洁化。
116.此外,混合式型芯驱动装置100通过使用马达28驱动,能够与定模及动模的开闭同时进行型芯向定模或动模的插入以及型芯从定模或动模的拔出。因而,能够实现使用混合式型芯驱动装置100的压铸机的作业周期时间的缩短。即,能够实现使用混合式型芯驱动装置100的压铸机的制品的制造的作业周期时间的缩短。
117.特别是,通过使第1油压回路12与进行定模及动模的开闭动作的合模装置的油压回路独立,也能够与定模及动模的开闭同时进行型芯的拔出时的初期阶段的使用第1油压回路12的缸单元10的驱动,能够实现压铸机的作业周期时间的进一步缩短。
118.第1实施方式的混合式型芯驱动装置100通过将驱动的一部分用电力进行,例如与在驱动的全部中使用油压回路的情况相比能够实现节能。
119.(变形例)
120.图13是第1实施方式的变形例的混合式型芯驱动装置的示意图。变形例的混合式型芯驱动装置200其第1油压回路12还具有油压泵50和储罐56。
121.通过油压泵50,能够向第1油压回路12中补充动作油。例如,能够将从第1油压回路12因泄漏而减少的动作油用油压泵50补充。动作油被贮存到储罐56中。被贮存到储罐56中的动作油的量例如是1l以上20l以下。
122.以上,根据第1实施方式,通过并用通过油压的驱动和通过电力的驱动,能够实现能够实现动作油的大幅的减少、装置的简洁化、节能、抑制因油污造成的作业环境的恶化、成形机的作业周期时间的缩短的混合式型芯驱动装置。
123.(第2实施方式)
124.第2实施方式的成形机具备:底座;固定模板,固定在底座之上,保持定模;可动模板,在模开闭方向上可移动地设在底座之上,将动模与定模对置而保持;混合式型芯驱动装置,将与定模及动模组合的型芯驱动;合模装置,进行定模和动模的合模;注射装置,向由定模、动模及型芯形成的腔室之中填充熔融材料;以及控制部,控制混合式型芯驱动装置的动作;混合式型芯驱动装置具备:缸筒;第1盖部件,固定在缸筒的一端;第2盖部件,固定在缸筒的另一端;杆,至少一部分设在缸筒之中,在一端具有能够连结型芯的连结部,在比连结部靠第2盖部件侧具有环状的凸缘,将第1盖部件贯通,能够相对于缸筒进行直线进退运动;螺母,固定在杆上;丝杠轴,将第2盖部件及螺母贯通,设置为能够插入到杆中,能够旋转运动;马达,使丝杠轴旋转;圆环状的活塞,设在缸筒中,杆将其贯通,能够相对于缸筒及杆滑动;以及连接部,设在缸筒上,能够连接向被缸筒、第1盖部件、活塞包围的区域供给使活塞动作的动作液的配管。第2实施方式的成形机具备的混合式型芯驱动装置与第1实施方式的混合式型芯驱动装置是同样的。以下,关于与第1实施方式重复的内容省略一部分记述。
125.图14是表示第2实施方式的成形机的整体结构的示意图。图14是在一部分中包括剖视图的侧视图。第2实施方式的成形机是压铸机300。压铸机300是冷室式的压铸机。
126.压铸机300具备定模60、动模62、型芯64、合模装置70、顶出装置72、注射装置74、控制部76、第2油压回路78(第2液压回路)、混合式型芯驱动装置100。压铸机300具备底座82、固定模板84、可动模板86、连杆座88、系杆90。
127.压铸机300向由定模60、动模62及型芯64构成的模具的内部(图14中的腔室ca)注射并填充作为液态金属的熔液(熔融材料)。并且,通过使熔液在模具内凝固来制造压铸件。金属例如是铝、铝合金、锌合金或镁合金。
128.模具包括定模60、动模62及型芯64。模具设在合模装置70与注射装置74之间。型芯64被与定模60及动模62组合。
129.固定模板84被固定在底座82之上。固定模板84能够保持定模60。
130.可动模板86可在模开闭方向上移动地设在底座82之上。模开闭方向是指图14所示的模打开方向及模闭合方向这两个方向。可动模板86能够将动模62与定模60对置而保持。
131.连杆座88设在底座82之上。在连杆座88上,固定着构成合模装置70的连杆机构的一端。
132.固定模板84和连杆座88被用系杆90固定。系杆90在定模60和动模62上被施加合模力的期间支撑合模力。
133.合模装置70具有进行模具的开闭及合模的功能。注射装置74具有向模具的腔室ca注射熔液并将熔液加压的功能。顶出装置72具有将制造出的压铸件从模具顶出的功能。
134.混合式型芯驱动装置100具有进行型芯64向定模60或动模62插入以及型芯64从定模60或动模62拔出的功能。混合式型芯驱动装置100具有缸单元10和第1油压回路12。
135.第2油压回路78例如具有将合模装置70、顶出装置72及注射装置74通过油压驱动的功能。第2油压回路78与混合式型芯驱动装置100的第1油压回路12独立地设置。
136.第2油压回路78具有未图示的储罐。在第2油压回路78的储罐中贮存的动作油的量比在第1油压回路12的储罐56中贮存的动作油的量多。换言之,在第2油压回路78中使用的动作油的量比在第1油压回路12中使用的动作油的量多。
137.在第2油压回路78中使用的动作油的量为在第1油压回路12中使用的动作油的量的例如100倍以上500倍以下。在第1油压回路12中使用的动作油的量例如为100l以上1000l以下。
138.控制部76例如具有对合模装置70、顶出装置72、注射装置74及混合式型芯驱动装置100进行控制的功能。控制部76例如对合模装置70及混合式型芯驱动装置100进行控制,以使动模62和型芯64同时移动。
139.控制部76具有进行各种运算、向压铸机300的各部输出控制指令的功能。控制部76例如具有存储成形条件等的功能。
140.控制部76例如由硬件与软件的组合构成。控制部76例如包括cpu(central processing unit)、半导体存储器及存储在半导体存储器中的控制程序。
141.接着,对压铸机300的成形动作的一例进行说明。
142.图15是表示第2实施方式的成形机的成形动作的流程图。
143.在压铸机300的成形动作中,在从成形动作的开始到结束之间有多个部分动作。部分动作例如如图15所示,是“型芯装入”“合模”“熔液注入”“注射”“冷却”“模打开”“型芯回位”“顶出”“取出”。
144.图16、图17、图18、图19、图20、图21、图22、图23、图24、图25、图26是第2实施方式的成形机的动作的说明图。图16、图17、图18、图19、图20、图21、图22、图23、图24、图25、图26特别表示定模60、动模62及型芯64的动作。在图16、图17、图18、图19、图20、图21、图22、图23、图24、图25、图26中,混合式型芯驱动装置100的第1油压回路12的图示省略。
145.在成形动作的开始时,如图16所示,定模60和动模62处于打开的状态。型芯64处于被从动模62拔出的状态。
[0146]“型芯装入”是使用混合式型芯驱动装置100将型芯64向动模62插入的动作。“模闭合”是使用合模装置70将定模60和动模62向模闭合方向闭合、将定模60和动模62压紧的动作。
[0147]
同时进行“型芯装入”和“模闭合”的至少一部分的动作。图17、图18、图19表示到“型芯装入”及“模闭合”结束为止的动作。
[0148]
如图17所示,使用合模装置70使动模62移动,将定模60和动模62向模闭合方向闭合。与该动作同时,使用混合式型芯驱动装置100,进行将型芯64向动模62插入的动作。型芯64的插入通过驱动混合式型芯驱动装置100的马达28而使杆22前进来进行。
[0149]
如图18所示,例如在型芯64被插入到动模62的规定的位置之后,将混合式型芯驱动装置100停止。然后,动模62的移动继续。
[0150]
如图19所示,在定模60与动模62接触之后,由合模装置70进一步施加合模力。
[0151]“熔液注入”是使用未图示的熔液供给装置将液态金属(熔液)向注射装置74的注射套筒供给的动作。
[0152]“注射”是使用注射装置74将熔液向模具内注射的动作。如图20所示,向由定模60、动模62及型芯64包围的腔室内填充熔液92。此时,熔液92的压力(金属压)向将型芯64顶出
的方向作用。由设在定模60上的止挡60a抑制型芯64被顶出。
[0153]“冷却”是将模具的内部的熔液92冷却而制造压铸件的动作。如图21所示,模具的内部的熔液92被冷却而成为压铸件94。
[0154]“模打开”是使用合模装置70将定模60和动模62向模打开方向打开的动作。“型芯回位”是使用混合式型芯驱动装置100将型芯64从动模62拔出的动作。
[0155]
同时进行“模打开”和“型芯回位”的至少一部分的动作。图22、图23、图2表示到“模打开”及“型芯回位”结束为止的动作。
[0156]
如图22所示,通过使用合模装置70使动模62向模打开方向移动,型芯64及压铸件94从定模60离开。然后,如图23所示,在动模62的模打开方向的移动的同时,进行将型芯64从压铸件94拉离的动作。
[0157]
型芯64从压铸件94的拉离,通过驱动混合式型芯驱动装置100的第1油压回路12而使杆22后退来进行。将型芯64从压铸件94拉离,将型芯64从动模62拔出。
[0158]
在将型芯64从压铸件94拉离时,使混合式型芯驱动装置100的马达28驱动。将马达28的驱动力与油压并用,将型芯64从压铸件94拉离,将型芯64从动模62拔出。
[0159]
控制部76在将型芯64从动模62拔出时,对混合式型芯驱动装置100进行控制,以同时进行动作油向油室42的供给和由马达28进行的丝杠轴26的旋转。另外,在将型芯64从压铸件94拉离、将型芯64从动模62拔出时,也可以在使马达28停止的状态下仅使用油压。
[0160]
在将型芯64从压铸件94拉离后,通过混合式型芯驱动装置100的马达28的驱动使杆22后退。
[0161]
如图24所示,在型芯64后退到规定的位置的时点,将混合式型芯驱动装置100的马达28的驱动停止。此外,在动模62移动到规定的位置的时点,将合模装置70停止。
[0162]“顶出”是使用顶出装置72将压铸件94从模具顶出、使其从模具脱离的动作。如图25所示,压铸件94从动模62脱离。
[0163]“取出”是将被从模具顶出的压铸件94例如用机械手臂取出的动作。如图26所示,将压铸件94例如用未图示的机械手臂从模具取出。
[0164]
接着,对第2实施方式的压铸机300的作用及效果进行说明。
[0165]
图27是表示第2实施方式的比较例的成形机的成形动作的流程图。比较例的成形机是压铸机。比较例的压铸机在型芯驱动装置仅被油压驱动、共用型芯驱动装置的油压回路和合模装置的油压回路这两点上与第2实施方式的压铸机300不同。
[0166]
比较例的压铸机由于共用型芯驱动装置的油压回路和合模装置的油压回路,所以如图27所示,不能同时进行“型芯装入”和“模闭合”。因而,在“型芯装入”的动作的结束后进行“模闭合”的动作。此外,比较例的压铸机不能同时进行“模打开”和“型芯回位”。因而,在“模打开”的动作结束后进行“型芯回位”的动作。
[0167]
由于“型芯装入”和“模闭合”以及“模打开”和“型芯回位”不能同时进行,所以压铸机的作业周期时间的缩短较困难。
[0168]
第2实施方式的压铸机300具备并用通过油压的驱动和通过电力的驱动的混合式型芯驱动装置100。此外,混合式型芯驱动装置100的第1油压回路12和将合模装置70驱动的第2油压回路78被独立地设置。
[0169]
并且,控制部76对合模装置70及混合式型芯驱动装置100进行控制,以使动模62和
型芯64同时动作。因而,能够同时进行“型芯装入”和“模闭合”的至少一部分的动作。此外,能够同时进行“模打开”和“型芯回位”的至少一部分的动作。由此,能够实现由压铸机300进行的压铸件94的制造的作业周期时间的缩短。
[0170]
以上,根据第2实施方式,通过具备并用通过油压的驱动和通过电力的驱动的混合式型芯驱动装置,能够实现能够缩短制品的制造的作业周期时间的成形机。
[0171]
以上,一边参照具体例一边对本发明的实施方式进行了说明。但是,本发明并不限定于这些具体例。在实施方式中,在混合式型芯驱动装置、成形机等中,关于在本发明的说明中不直接需要的部分省略了记载,但可以适当选择使用需要的与型芯驱动装置、成形机等相关的要素。
[0172]
在第1实施方式中,以丝杠轴26和螺母24构成滚珠丝杠的情况为例进行了说明。但是,丝杠轴26和螺母24的结构并不限于该结构。在丝杠轴26中也可以使用例如截面为梯形的梯形丝杠。通过在丝杠轴26中使用梯形丝杠,丝杠轴26与螺母24之间的摩擦阻力变大,例如在定模60不具备止挡60a的情况下,也能够抑制在熔液92的压力下型芯64被顶出。
[0173]
在第1实施方式中,以马达28是感应马达的情况为例进行了说明,但马达28并不限定于感应马达。作为马达28也可以使用伺服马达。例如,通过使用伺服马达,可以在将型芯64从压铸件94拉离时进行马达28的转矩控制,在拉离后转移为杆22的速度控制。
[0174]
在第1实施方式中,作为马达28的旋转向丝杠轴26的传递机构而使用第1滑轮34、第2滑轮36及带38。但是,传递机构并不限于该结构。例如,也可以做成将马达28的旋转直接传递给丝杠轴26的结构。此外,例如作为传递机构也可以使用多个齿轮的组合。
[0175]
在第1实施方式中,以通过杆22的前进将油室42的动作油向配管14压出、向蓄能器52填充动作油的情况为例进行了说明。但是,例如也可以做成通过设置新的油室及活塞、通过杆22的后退向蓄能器52填充动作油的结构。
[0176]
在第2实施方式中,以压铸机300独立地设置第1油压回路12和第2油压回路78的情况为例进行了说明。但是,例如也可以做成共用第1油压回路12和第2油压回路78的至少一部分的结构。在此情况下,至少混合式型芯驱动装置100的由马达28进行的驱动能够与合模装置70的动作独立地进行。因而,能够同时进行“型芯装入”和“模闭合”的至少一部分的动作。
[0177]
在第2实施方式中,以成形机是压铸机的情况为例进行了说明,但成形机例如也可以是制造塑料制品的注射成形机。
[0178]
在第2实施方式中,以混合式型芯驱动装置100被固定在动模62上的情况为例进行了说明,但也可以做成将混合式型芯驱动装置100固定在定模60上的结构。
[0179]
此外,在第1及第2实施方式中,关于杆22相对于缸筒16的旋转阻止机构并没有言及。这是因为,通过固定在杆22的前端的型芯64与动模62组合,作为杆22相对于缸筒16的旋转阻止机构发挥功能。但是,例如也可以在缸筒16之中设置直线导引部等杆22的旋转阻止机构。
[0180]
除此以外,具备本发明的要素、本领域技术人员能够适当设计变更的全部的混合式型芯驱动装置及成形机包含在本发明的范围中。本发明的范围由权利要求书及其等价物的范围定义。
[0181]
标号说明
[0182]
10
ꢀꢀꢀ
缸单元
[0183]
12
ꢀꢀꢀ
第1油压回路(第1液压回路)
[0184]
14
ꢀꢀꢀ
配管
[0185]
16
ꢀꢀꢀ
缸筒
[0186]
16a
ꢀꢀ
第1区域
[0187]
16b
ꢀꢀ
第2区域
[0188]
18
ꢀꢀꢀ
头盖(第1盖部件)
[0189]
20
ꢀꢀꢀ
帽盖(第2盖部件)
[0190]
22
ꢀꢀꢀ
杆
[0191]
22a
ꢀꢀ
联轴节(连结部)
[0192]
22b
ꢀꢀ
凸缘
[0193]
24
ꢀꢀꢀ
螺母
[0194]
26
ꢀꢀꢀ
丝杠轴
[0195]
28
ꢀꢀꢀ
马达
[0196]
30
ꢀꢀꢀ
活塞
[0197]
32
ꢀꢀꢀ
配管连接部(连接部)
[0198]
34
ꢀꢀꢀ
第1滑轮
[0199]
36
ꢀꢀꢀ
第2滑轮
[0200]
38
ꢀꢀꢀ
带
[0201]
40
ꢀꢀꢀ
丝杠轴导引部
[0202]
42
ꢀꢀꢀ
油室(区域)
[0203]
48
ꢀꢀꢀ
衬垫
[0204]
50
ꢀꢀꢀ
油压泵
[0205]
52
ꢀꢀꢀ
蓄能器
[0206]
54
ꢀꢀꢀ
切换阀
[0207]
56
ꢀꢀꢀ
储罐
[0208]
60
ꢀꢀꢀ
定模
[0209]
62
ꢀꢀꢀ
动模
[0210]
64
ꢀꢀꢀ
型芯
[0211]
70
ꢀꢀꢀ
合模装置
[0212]
72
ꢀꢀꢀ
顶出装置
[0213]
74
ꢀꢀꢀ
注射装置
[0214]
76
ꢀꢀꢀ
控制部
[0215]
78
ꢀꢀꢀ
第2油压回路(第2液压回路)
[0216]
82
ꢀꢀꢀ
底座
[0217]
84
ꢀꢀꢀ
固定模板
[0218]
86
ꢀꢀꢀ
可动模板
[0219]
88
ꢀꢀꢀ
连杆座
[0220]
90
ꢀꢀꢀ
系杆
[0221]
92
ꢀꢀꢀ
熔液(熔融材料)
[0222]
94
ꢀꢀꢀ
压铸件
[0223]
100
ꢀꢀ
混合式型芯驱动装置
[0224]
200
ꢀꢀ
混合式型芯驱动装置
[0225]
300
ꢀꢀ
压铸机(成形机)
[0226]
ca
ꢀꢀꢀ
腔室
[0227]
d1
ꢀꢀꢀ
第1内径
[0228]
d2
ꢀꢀꢀ
第2内径
[0229]
d3
ꢀꢀꢀ
活塞的外径
[0230]
d4
ꢀꢀꢀ
可移动的距离
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。