1.本发明属于模具钢技术领域,涉及一种铁素体不锈钢及其制备方法与应用。
背景技术:
[0002][0003]
增材制造技术改变了模具钢熔炼 锻造的传统制造方式,大大减缓甚至避免了杂质元素和成分偏析等方面的影响,同时增材制造赋予模具的随形水路大幅度提高了冷却能力,进而提高了产品表面质量和生产效率,使得我国增材制造模具钢的品质提高。但是,在具体服役过程中,高强度模具钢在反复疲劳载荷作用下,往往会出现裂纹而导致过早失效。究其原因,一方面部分中高碳模具钢如aisi420由于主要依靠c原子的间隙固溶强化,导致自身塑性较差,其抗疲劳裂纹萌生和扩展的能力较差;另一方面较高c含量致使产生一定量的残留奥氏体,其分布形态往往影响塑性和韧性。
技术实现要素:
[0004]
本发明的目的是提供一种铁素体不锈钢及其制备方法与应用。本发明优化了注塑模具用铁素体不锈钢的化学成分,并明确了相应的增材制造方法,特别是提出了后续热处理过程中深冷方法,可以大幅度提高增材制造模具钢的韧性,从而降低疲劳开裂的风险,同时改善了抛光性能和加工性能,为增材制造模具的稳定制造和规模应用提供技术支撑。
[0005]
本发明的目的可以通过以下技术方案来实现:
[0006]
一种铁素体不锈钢,按照重量百分比,所述的铁素体不锈钢的化学组分如下:c 0.10%-0.25%,ni 0.38%-0.8%,cr 12.2%-13.8%,v 0-0.50%,mn 0.50%-1.00%, si 0.20%-0.60%,mo 0.10%-0.50%,nb 0-0.10%,p<0.015%,s<0.010%,余量为 fe和不可避免的杂质。其中,ni主要用于配合深冷处理调控残留奥氏体分布形态以改善韧性;c规定了含量上限不超过0.25wt%,以减少间隙固溶含量并调控碳化物分布形态以降低对韧性的不利影响;v和mo等强碳化物形成元素的选择性添加以引入析出强化并保障强度或硬度。
[0007]
一种铁素体不锈钢的制备方法,该方法包括以下步骤:
[0008]
1)按照化学组分配比,制备具有细晶马氏体组织的球形合金粉体;
[0009]
2)利用铺粉增材制造(lpb)方式,将步骤1)中的球形合金粉体打印成型;
[0010]
3)进行热处理,即得到所述的铁素体不锈钢。
[0011]
优选地,步骤1)中,所述的球形合金粉体的粒径为5-85μm,呈正态分布。
[0012]
进一步优选地,球形合金粉体的制备过程为:按照上述化学组分配比,利用雾化法将高温熔融态合金冷却至室温,经历液固相变(凝固)、固体相变(奥氏体
‑ꢀ
马氏体相变)得到具有细晶马氏体组织的球形粉体,其粒径在5-85μm之间,呈正态分布,d10:约23μm,d50:约40μm,d90:约70μm;杂质元素含量:o约 185ppm,n约147ppm,s<0.003wt%,p约0.021wt%;松装密度:3.50-4.00g/cm3;振实密度:约5g/cm3。
[0013]
优选地,步骤2)中,铺粉增材制造过程中,激光功率为120-350w,扫描速率为0.2-1.2m/s,铺粉层厚为42-110μm,层间扫描路径呈65-70
°
(优选为67
°
) 夹角。
[0014]
优选地,步骤3)中,热处理过程为:在250-300℃回火2-6h,然后空冷,之后再重复回火及空冷一次;或者,热处理过程为:在460-525℃回火3-5h,然后空冷。
[0015]
优选地,步骤3)中,热处理之前,先进行固溶处理、深冷处理或固溶处理 深冷处理。
[0016]
优选地,固溶处理过程为:加热至1000-1070℃保温0.5-5h,之后冷却至室温;深冷处理过程为:冷却至-196℃至-120℃,保持0.5-3h,之后置于室温下10-60min;固溶处理 深冷处理过程为:先进行固溶处理,再进行深冷处理。
[0017]
优选地,固溶处理过程中,冷却速率为5-50℃/s。也可采用分段冷却方式,例如快速冷却至450-550℃后保温0.5-1h,然后空冷。
[0018]
优选地,深冷处理之前,先进行预冷处理。例如在-60℃至-40℃保温0.5-3h,然后进行深冷处理;或者在液氮中快速提拉不少于10次,然后进行深冷处理。
[0019]
上述制备过程中,涉及的具体温度、时间及冷却速率等需要根据实际模具尺寸形状、最大壁厚进一步确定。
[0020]
一种铁素体不锈钢的应用,所述的铁素体不锈钢用于模具中。
[0021]
研究表明,针对增材制造中高碳模具钢疲劳寿命不足的问题,可以限定c含量上限,并引入微量v、nb等强碳化物形成元素,用析出强化弥补固溶强化造成的强度降低,在保持既有强度或略微提高强度的同时改善塑性和韧性;同时优化热处理工艺,比如引入固溶处理和深冷处理,调控残留奥氏体形态分布,利用其相变诱发塑性(trip)效应进一步改善塑性和韧性。
[0022]
本发明针对中高c含cr铁素体不锈钢因韧性不足而导致模具疲劳开裂的问题,对打印态模具直接置于-120℃至液氮温度(-196℃)深冷处理或高温固溶处理后再深冷处理,并配以250-525℃温度范围内的两次或单次回火,在保证目标硬度并消除内应力的同时,可大幅度提高韧性,降低了模具使用过程中疲劳开裂的风险。经深冷处理后的模具钢硬度可达42-50hrc,室温v型缺口冲击功在15-70j范围,综合力学性能特别是韧性高于同类型的合金,同时可加工性、抛光性能、疲劳寿命均大幅度改善。本发明工艺方法处理效果好,稳定性强,是十分理想的改善增材制造模具钢综合力学性能的方法,可以推广到其它含有残留奥氏体的增材制造模具用高强度铁素体钢。
[0023]
本发明中,增材制造注塑模具钢直接回火或深冷后回火,显微组织为胞状晶粒 柱状晶粒相间的层状结构,而增加固溶处理步骤后,室温组织为等轴晶粒,与铸态显微组织类似。回火后,室温组织为体心立方结构的α相基体 面心立方结构的γ相,其中,γ相的体积分数在9%-34%之间,具体比例取决于回火温度和时间以及深冷工艺,主要分布在马氏体板条界面或者原马氏体-残留奥氏体界面(打印态或固溶处理态中残留奥氏体与马氏体基体界面)处。
[0024]
本发明中,增材制造注塑模具钢的强度来源于:c原子的间隙固溶强化、m3c 型或mc型碳化物(m=mo,v,nb)的析出强化、板条马氏体组织或增材制造层状结构的界面强化等;塑性和韧性来源于:c原子扩散或配分形成的γ相和马氏体层级结构的基体组织。面心立方结构的γ相分为三种类型,第一种是存在于打印态或固溶态样品中的残留奥氏体,其c
含量与名义成分接近,热稳定性和力学稳定性(相变诱发塑性trip效应)较差,对塑性和韧性几乎没有贡献,但其与马氏体基体的界面可以作为逆转变奥氏体的优先形核位置;第二种是存在于低温回火 (250-300℃)样品中的纳米奥氏体,其由于c原子在残留奥氏体和马氏体基体之间的配分扩散,导致其界面局部浓度提高而形成的奥氏体,其c含量较高并具有较高的稳定性,在外加载荷下可以抑制裂纹的萌生和快速扩展,有利于塑性和韧性的提高;第三种是存在于较高温回火(460-525℃)样品中的逆转变奥氏体,其仍具有较高的c含量和一定的稳定性,相较第二种纳米奥氏体,其尺寸较大、含量较高,对塑性和韧性贡献有所降低。
[0025]
本发明中,深冷处理可以促进存在于打印态或固溶态样品中的残留奥氏体转变成板条马氏体,增加合金中晶体缺陷如位错密度总量,在回火过程中,提高纳米奥氏体或逆转变奥氏体的形核位置,并促进c原子和ni、mn原子向γ相的扩散,提高其体积分数并增加其稳定性,同时改善其分布形态,进而抑制裂纹的萌生和快速扩展,提高塑性和韧性。
[0026]
本发明中,c含量低于0.25wt%,在一定程度上降低了其间隙固溶强化效果,同时减少了γ相的稳定含量。为此,可以用mo并选择增加适量v和/或nb来形成m3c型合金碳化物或mc型碳化物(m=mo,v,nb)以弥补强度的降低;用适量mn和ni增加纳米奥氏体和逆转变奥氏体的稳定性以改善塑性和韧性。
[0027]
与现有技术相比,本发明具有以下特点:
[0028]
1)优化了合金成分,规定了c原子的含量上限,以改善合金基体的本征塑性和韧性,同时分别用mn、ni的添加和微量v、nb的选择添加,来弥补因c含量降低而造成的γ相体积分数和稳定的降低以及间隙固溶强化效果的降低,进而在保持高强度的同时改善塑性和韧性;
[0029]
2)采用深冷处理促进残留奥氏体转变成马氏体,引入更多的晶体缺陷,进而促进γ相和碳化物的形成,达到最佳强韧性配比;
[0030]
3)利用增材制造并融入深冷处理的柔性化热处理工艺,调控出不同的强韧性组合,满足不同服役环境对模具疲劳性能、腐蚀性能、抛光性能的需求,具有可观的经济效益。
附图说明
[0031]
图1为实施例1-4中打印态的(未热处理)增材制造模具钢典型的金相显微组织图;
[0032]
图2为实施例1中打印 回火的模具钢的金相显微组织图;
[0033]
图3为实施例3中打印 深冷处理 回火增材制造模具钢中c团簇(3at.%c等原子面)三维空间分布的apt重构图;
[0034]
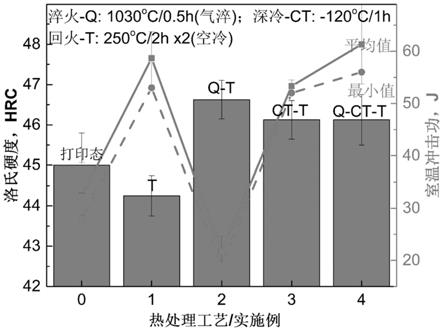
图4为实施例1-4中不同热处理工艺下增材制造模具钢的硬度(柱状图)和冲击功(曲线图)变化图;
[0035]
图5为实施例4中增材制造模具钢的表面粗糙度测试图。
具体实施方式
[0036]
下面结合附图和具体实施例对本发明进行详细说明。本实施例以本发明技术方案为前提进行实施,给出了详细的实施方式和具体的操作过程,但本发明的保护范围不限于下述的实施例。
[0037]
本发明提供了一种铁素体不锈钢,按照重量百分比,铁素体不锈钢的化学组分如下:c 0.10%-0.25%,ni 0.38%-0.8%,cr 12.2%-13.8%,v 0-0.50%,mn 0.50%-1.00%, si 0.20%-0.60%,mo 0.10%-0.50%,nb 0-0.10%,p<0.015%,s<0.010%,余量为 fe和不可避免的杂质。
[0038]
本发明同时提供了上述铁素体不锈钢的制备方法,该方法包括以下步骤:
[0039]
1)按照化学组分配比,制备具有细晶马氏体组织的球形合金粉体;
[0040]
2)利用铺粉增材制造方式,将步骤1)中的球形合金粉体打印成型;
[0041]
3)进行热处理,即得到铁素体不锈钢。
[0042]
步骤1)中,球形合金粉体的粒径为5-85μm,呈正态分布。
[0043]
步骤2)中,铺粉增材制造过程中,激光功率为120-350w,扫描速率为0.2-1.2m/s,铺粉层厚为42-110μm,层间扫描路径呈65-70
°
夹角。
[0044]
步骤3)中,热处理过程为:在250-300℃回火2-6h,然后空冷,之后再重复回火及空冷一次;或者,热处理过程为:在460-525℃回火3-5h,然后空冷。
[0045]
优选地,步骤3)中,热处理之前,先进行固溶处理、深冷处理或固溶处理 深冷处理。固溶处理过程为:加热至1000-1070℃保温0.5-5h,之后冷却至室温,冷却速率为5-50℃/s。深冷处理过程为:冷却至-196℃至-120℃,保持0.5-3h,之后置于室温下10-60min。固溶处理 深冷处理过程为:先进行固溶处理,再进行深冷处理。
[0046]
优选地,深冷处理之前,先进行预冷处理;预冷处理为:在-60℃至-40℃保温 0.5-3h,或者在液氮中快速提拉不少于10次。
[0047]
本发明还提供了上述铁素体不锈钢的应用,铁素体不锈钢用于模具中。
[0048]
实施例1:
[0049]
打印 回火
[0050]
成分:fe-0.19c-0.82mn-0.49si-0.56ni-13.45cr-0.22v-0.14mo(wt%)
[0051]
工艺:制粉 打印(激光功率320w,扫描速率0.96m/s,层厚100μm) 250℃回火2h
×
2次。
[0052]
打印质量:孔隙率0.14%,密度99.59%。
[0053]
显微组织:回火马氏体胞状晶粒 柱状晶粒相间的层状结构。
[0054]
力学性能:洛氏硬度44.3
±
0.5hrc,v型缺口室温冲击功58.7
±
5.1j。
[0055]
实施例2:
[0056]
打印 固溶处理 回火
[0057]
成分:fe-0.19c-0.82mn-0.49si-0.56ni-13.45cr-0.22v-0.14mo(wt%)
[0058]
工艺:制粉 打印(激光功率320w,扫描速率0.96m/s,层厚100μm) 1030℃固溶处理0.5h 250℃回火2h
×
2次。
[0059]
打印质量:孔隙率0.14%,密度99.59%。
[0060]
显微组织:回火马氏体等轴晶粒组织。
[0061]
力学性能:洛氏硬度46.6
±
0.5hrc,v型缺口室温冲击功21.7
±
3.1j。
[0062]
实施例3:
[0063]
打印 深冷处理 回火
[0064]
成分:fe-0.19c-0.82mn-0.49si-0.56ni-13.45cr-0.22v-0.14mo(wt%)
[0065]
工艺:制粉 打印(激光功率320w,扫描速率0.96m/s,层厚100μm) -120℃深冷处理1h 250℃回火2h
×
2次。
[0066]
打印质量:孔隙率0.14%,密度99.59%。
[0067]
显微组织:回火马氏体胞状晶粒 柱状晶粒相间的层状结构。
[0068]
力学性能:洛氏硬度46.1
±
0.5hrc,v型缺口室温冲击功53.3
±
1.1j。
[0069]
实施例4:
[0070]
打印 固溶处理 深冷处理 回火
[0071]
成分:fe-0.19c-0.82mn-0.49si-0.56ni-13.45cr-0.22v-0.14mo(wt%)
[0072]
工艺:制粉 打印(激光功率320w,扫描速率0.96m/s,层厚100μm) 1030℃固溶处理0.5h -120℃深冷处理1h 250℃回火2h
×
2次。
[0073]
打印质量:孔隙率0.14%,密度99.59%。
[0074]
显微组织:回火马氏体等轴晶粒组织。
[0075]
力学性能:洛氏硬度46.1
±
0.6hrc,v型缺口室温冲击功61.3
±
7.6j。
[0076]
初始打印态模具钢典型的金相显微组织形貌如图1所示,可以看出:打印态模具钢具有非常高的致密度,孔隙率约0.14%,密度为99.59%,无明显熔合不全、气孔、空隙等缺陷,证实了前期粉体制备和主要打印工艺参数(激光功率320w,扫描速率0.96m/s,层厚100μm)的合理性。增材制造的熔池层状形貌清晰可见,显微组织主要由胞状晶粒 柱状晶粒的马氏体组成,并含有一定量的面心立方结构的γ相(残留奥氏体),其体积分数约为12%,主要分布在胞状和柱状细小晶粒的界面处。
[0077]
低温回火后的宏观显微组织形貌与打印态类似,如图2所示,黑色衬度为残留奥氏体区域,并包含一定量的纳米奥氏体。回火处理促进了马氏体结构的回复,空位、位错等晶体缺陷减少,应力降低,同时c原子的扩散诱发奥氏体相变,形成尺寸较小的纳米奥氏体,在一定程度上提高室温奥氏体的体积分数和稳定性。而深冷处理促进打印态中的残留奥氏体转变为二次马氏体,引入更多的晶体缺陷,为回火过程中的元素扩散和奥氏体的逆转变提供热力学和动力学上的便利,进而形成更多的纳米奥氏体(如图3所示)或逆转变奥氏体。图3中apt得到的c团簇分布图证实了纳米奥氏体的存在和深冷处理的必要性。如果经过固溶处理(如实施例2 和4),打印态的这种晶粒形貌和残留奥氏体的分布被打乱,形成较大晶粒的马氏体基体 残留奥氏体的显微组织,但深冷处理的有益作用仍然存在。
[0078]
图4为实施例1-4中不同热处理工艺下增材制造模具钢的硬度(柱状图)和冲击功(曲线图)变化图。可以看出,打印态样品的硬度约为45hrc,室温冲击功约为32j(最小28j),受到打印时热循环的影响,可能存在c原子的偏析甚至形成碳化物,但这些微观结构分布不均匀致使其强化效果有限,加之层状组织的各向异性,整体强度和韧性适中;当打印态样品回火后(实施例1),硬度降低至44hrc,但冲击韧性大幅度提高(58j,最小53j),主要是因为打印态的细小马氏体组织发生了回复,晶体缺陷减少,强化效果降低进而导致硬度下降,而打印应力的降低或消除,显著提高了韧性;如果引入固溶处理(实施例2),打印态的胞状和柱状细晶组织和各向异性完全消失,转变成等效晶粒较大的板条马氏体组织,组织和性能更为均匀,同时c与合金元素充分固溶于基体,其固溶强化效果明显高于打印态,因此硬度高达46~47hrc,但同时在一定程度上降低了韧性,而且淬火后粗大的块状残留奥氏体也可能进一步降低韧性,致使冲击功仅有21j(最小19j);当仅引入深冷处理时(实施例3),打印
态中的残留奥氏体将转变成二次马氏体,增加晶体中的晶体缺陷数量,增加了回火过程中c原子的固溶强化或c团簇的析出强化效果,同时促进了纳米奥氏体的形成,同时提高了强度(46hrc)和韧性(冲击功53j,最小52j),获得了更佳的强韧性配比;而当同时引入固溶处理和深冷处理时(实施例4),强度基本保持不变,而韧性得到一定程度的改善,这主要归因于进一步降低了潜在打印缺陷和各向异性的不利影响。综上可知,深冷处理对改善强韧性配比具有重要的作用,而固溶处理因消除了打印组织的影响而进一步提高韧性。
[0079]
图5为实施例4中增材制造模具钢的表面粗糙度测试图,经过换算达到a1抛光标准,符合高端模具对抛光性能的需求。
[0080]
上述的对实施例的描述是为便于该技术领域的普通技术人员能理解和使用发明。熟悉本领域技术的人员显然可以容易地对这些实施例做出各种修改,并把在此说明的一般原理应用到其他实施例中而不必经过创造性的劳动。因此,本发明不限于上述实施例,本领域技术人员根据本发明的揭示,不脱离本发明范畴所做出的改进和修改都应该在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。