1.本发明属于增材制造技术领域,涉及一种利用超高频振动激光束调控金属粉末熔凝过程的方法。
背景技术:
2.激光选区熔化过程是高能量密度能量束直接作用在金属粉末床上,金属粉末吸收能量迅速熔化乃至于蒸发、汽化,能量束离开作用区域后,熔化的金属粉末快速凝固。因为金属粉末和粉末间隙的气体导热慢,就会出现粉末表面已经汽化但是内部还未完全熔化的情况。因此,为了保证全部熔透,一般采用较大的能量作用在金属粉末上,汽化带来的粉末剥离和熔池飞溅对整个成形过程都是不利的。相应的,迅速凝固不利于熔池内部气孔的排出以及热应力的释放,导致成型件致密度低、翘曲分层等缺陷。
3.激光选区熔化成型件的致密度和裂纹是亟待解决的问题,目前提高成型件致密度和改善裂纹常用的方法包括:改变扫描速度和激光功率、底板辅热、改变扫描路径等,但这些调控方法都各有其局限性。研究已经证实机械式介入超声振动金属熔体或者振动激光束熔化金属并搅拌熔池能够有效地抑制合金材料内部产生孔隙而提高成型件的致密度。然而,目前熔池的搅拌方式都是通过光路系统上的xy振镜来实现的,xy振镜受限于其工作原理导致振动频率有限,仅仅能在介观尺寸实现慢速的熔池搅拌,还无法实现微观尺寸的快速熔池搅拌。
技术实现要素:
4.有鉴于此,本发明的目的是解决激光熔化金属材料熔池表面局部温度过高致材料汽化、孔洞增加等问题,提高金属成型件的致密度,提供一种利用超高频振动激光束调控金属粉末熔凝过程的方法。
5.为达到上述目的,本发明提供如下技术方案:
6.一种利用超高频振动激光束调控金属粉末熔凝过程的方法,在激光选区熔化增材制造系统中搭建高频振动激光束光路系统,采用高频振动激光束光路系统产生超高频振动的激光束,通过改变激光束作用在金属粉末的移动方式,对激光熔化形成的瞬态熔池产生强烈而迅速的搅拌作用,从而实现对金属粉末熔凝过程的调控。
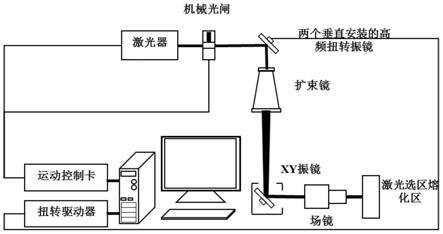
7.进一步,所述高频振动激光束光路系统包括沿光路依次设置的激光器、机械光闸、两个垂直安装的高频扭转振镜、扩束镜、xy振镜、动态聚焦镜/场镜;
8.利用两个彼此垂直安装的高频扭转振镜的相互扭转,带动激光束实现高频小振幅的任意方向的振动,从而产生超高频振动激光束;
9.扩束镜将激光器出光光束直径变大,从而在工作面得到更小的聚焦光斑;
10.xy振镜用于反射并改变光路来实现激光在整个工作面内的扫描;
11.动态聚焦镜或场镜用于实现在扫描面范围内激光光斑的聚焦。
12.进一步,所述高频扭转振镜包括高频扭转机构、反射镜;所述高频扭转机构带动反
射镜实现高频、小振幅的扭转,激光束作用在所述反射镜上,从而实现激光束的高频小振幅的往复振动。
13.进一步,所述反射镜上镀有与激光波长相对应的介质膜,反射镜的尺寸大于作用在其上的激光束的尺寸。
14.进一步,激光束作用在金属粉末的移动方式为无搅拌、沿扫描方向往复搅拌、沿扫描正方向搅拌、沿扫描反方向搅拌、垂直于扫描方向往复搅拌中的任意一种。
15.进一步,在激光选区熔化增材制造系统中,将高频振动激光束光路系统同时作为激光选区熔化光路或将高频振动激光束光路系统与已有的激光选区熔化光路系统集成,形成双波长高频振动激光束选区熔化增材制造系统。
16.进一步,所述激光器根据加工的金属粉末吸收光谱的特性不同选择不同的波长,波长为532nm或785nm或1064nm;激光光束直径为1~10mm,激光器的激光功率为10~1000w。
17.进一步,将激光器控制模式设置为调制模式或使用与高频扭转振镜同频率的机械光闸以使只在振动运动段有激光束作用于金属材料,从而消除振动折返点对金属材料的影响。
18.进一步,所述高频扭转机构为压电超声扭转机构或机械超声扭转机构;所述高频扭转振镜的谐振频率范围为5khz~500khz,用于实现激光束的高频振动。
19.进一步,所述金属粉末材料为单一金属、多金属复合、陶瓷金属复合粉末材料。
20.本发明的有益效果在于:
21.本发明中采用高频扭转振镜作为振动源,利用压电超声扭转机构或机械超声扭转机构实现反射镜的小角度变化,从而实现超高频的振动,克服现有的以xy振镜作为振动源只能实现介观尺寸搅拌的局限性,实现了微观尺寸上的快速搅拌。
22.本发明中采用的高频扭转振镜能实现um级别的小范围高速移动,xy振镜可以实现mm级别的大范围的移动,从而使得超高频振动的作用范围增大,应用范围更广。
23.本发明利用高频扭转振镜产生高频振动的激光束,并改变激光的作用方式,将扫描路径由单一直线移动变为在直线移动的基础叠加高频小振幅的移动,调控金属粉末熔凝过程,使得激光熔化形成的瞬态熔池产生强烈而迅速的搅拌作用,搅拌频率达到5khz~500khz,可以防止熔池表面局部温度过高、抑制汽化,实现熔池内气泡的排出,从而解决成型件致密度低、翘曲分层等问题。同时,对熔池的快速搅拌也可使复合材料均匀分散从而获得高致密度的复合材料成型件。
24.通过在现有的激光选区熔化增材制造系统中的xy振镜前端增加高频扭转振镜,可以实现高频率、小振幅的光斑振动,易于与激光选区熔化增材制造装备进行集成,增材制造系统中已有的xy振镜不参与高频振动,提高定位精度。
25.本发明的其他优点、目标和特征在某种程度上将在随后的说明书中进行阐述,并且在某种程度上,基于对下文的考察研究对本领域技术人员而言将是显而易见的,或者可以从本发明的实践中得到教导。本发明的目标和其他优点可以通过下面的说明书来实现和获得。
附图说明
26.为了使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明作优
选的详细描述,其中:
27.图1为高频振动激光束光路示意图;
28.图2为双波长高频振动激光束选区熔化增材制造系统光路示意图;
29.图3为高频扭转振镜示意图;
30.图4为高频扭转振镜作用下的铝合金熔道;
31.图5为未采用高频搅拌作用的铝合金熔道。
具体实施方式
32.以下通过特定的具体实例说明本发明的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本发明的其他优点与功效。本发明还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本发明的精神下进行各种修饰或改变。需要说明的是,以下实施例中所提供的图示仅以示意方式说明本发明的基本构想,在不冲突的情况下,以下实施例及实施例中的特征可以相互组合。
33.其中,附图仅用于示例性说明,表示的仅是示意图,而非实物图,不能理解为对本发明的限制;为了更好地说明本发明的实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。
34.本发明实施例的附图中相同或相似的标号对应相同或相似的部件;在本发明的描述中,需要理解的是,若有术语“上”、“下”、“左”、“右”、“前”、“后”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此附图中描述位置关系的用语仅用于示例性说明,不能理解为对本发明的限制,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语的具体含义。
35.一种利用超高频振动激光束调控金属粉末熔凝过程的方法,在激光选区熔化增材制造系统中搭建高频振动激光束光路系统,采用高频振动激光束光路系统产生超高频振动的激光束,通过改变激光束作用在金属粉末的移动方式,对激光熔化形成的瞬态熔池产生强烈而迅速的搅拌作用,搅拌频率达到5khz~500khz,从而实现对金属粉末熔凝过程的调控。
36.请参阅图1,其中,高频振动激光束光路系统包括沿光路依次设置的激光器、机械光闸、两个垂直安装的高频扭转振镜、扩束镜、xy振镜、动态聚焦镜/场镜;利用两个垂直安装的高频扭转振镜的扭转,带动激光束实现高频小振幅的任意方向的振动,从而产生超高频振动激光束,其原理示意如图3所示;扩束镜将激光光束直径变大,从而在工作面得到更小的聚焦光斑;xy振镜用于反射并改变光路来实现激光在整个工作面内的扫描;动态聚焦镜或场镜用于实现在扫描面范围内激光光斑的聚焦。
37.其中,如图3所示,高频扭转振镜包括高频扭转机构、反射镜;两个高频扭转振镜垂直安装,其中一个高频扭转机构带动反射镜转动θ1,激光通过另一个反射镜反射后实现θ2转动,从而实现高频、小振幅的扭转,激光束作用在所述反射镜上,从而实现激光束的高频小振幅的往复振动;反射镜上镀有与激光波长相对应的介质膜,反射镜的尺寸大于作用在其
上的激光束的尺寸。
38.激光束作用在金属粉末的方式为无搅拌、沿扫描方向往复搅拌、沿扫描正方向搅拌、沿扫描反方向搅拌、垂直于扫描方向往复搅拌中的任意一种。
39.激光器根据加工的金属粉末吸收光谱的特性不同选择不同的波长,波长为532nm或785nm或1064nm;激光光束直径为1~10mm,激光器的激光功率为10~1000w。
40.可将激光器控制模式设置为调制模式或使用与高频扭转振镜同频率的机械光闸以使只在振动运动段有激光束作用于金属材料,从而消除振动折返点对金属材料的影响。
41.高频扭转机构可采用压电超声扭转机构或机械超声扭转机构;高频扭转振镜的谐振频率范围为5khz~500khz,用于实现激光束的高频振动。
42.实施例1
43.请参阅图1,为将高频振动激光束光路系统同时作为激光选区熔化光路的激光选区熔化增材制造系统,本实施例为采用如图1所示的激光选区熔化增材制造系统进行高频振动单波长激光调控,对铝合金金属粉末进行加工,其中采用的高频扭转振镜,谐振频率为35khz,反射镜直径为10mm,镀1064nm波长高反介质膜;支架用于将压电超声扭转振镜集成在已有激光选区熔化制造系统上,支架要易于实现反射镜位置微调。xy振镜的工作面扫描范围为120mm
×
120mm;激光器波长选择为1064nm,其激光器出光光束直径为5mm,激光功率为200w。
44.利用高频扭转振镜实现超高振动频率,改变激光束作用在金属粉末的方式,实现激光熔化形成的瞬态熔池产生强烈而迅速的搅拌作用,搅拌频率达到35khz,从而对金属粉末熔凝过程的调控,制备出的铝合金熔道如图4所示。
45.将图4与图5对比可知,采用了超高频振动加工的熔道更均匀,材料分散性更好,表面平整度更好。
46.实施例2
47.请参阅图2,为将高频振动激光束光路系统与已有的激光选区熔化光路系统集成形成的双波长高频振动激光束选区熔化增材制造系统。高频振动双波长激光束光路系统包括两个激光器、一个机械光闸、两个垂直安装的高频扭转振镜、二向色镜、扩束镜、两个动态聚焦镜、xy振镜及其配套的支架,搭建出选区熔化光路和激光振动搅拌光路。
48.本实施例为采用如图2所示的激光选区熔化增材制造系统进行高频振动双波长激光调控,对铝基碳化硅复合粉末进行加工,其中高频扭转振镜,谐振频率为50khz;反射镜直径为5mm,镀532nm波长高反介质膜;选区熔化光路采用500w/1070nm、光束直径5mm的光纤激光器,出光后直接进行动态聚焦,然后经二向色镜透射后被xy振镜(1064nm/532nm高反)偏转到达激光选区熔化区表面;
49.振动搅拌光路采用25w/532nm、光束直径2.3mm的蓝宝石激光器,激光器出光后先通过机械光闸(高速转盘)做强度调制,然后经两个垂直安装的压电超声扭转振镜反射,随后通过3倍扩束后进行动态聚焦,最后经二向色镜再次反射后与前述近红外激光同轴合束到达激光选区熔化区熔池表面。
50.先利用其选区熔化光路实现1070nm激光束对铝基碳化硅复合粉末的熔化;同时利用振动搅拌光路改变532nm激光束作用方式来实现激光束的高频振动进而对熔池产生高频搅拌,两束激光采用不同作用方式对铝基碳化硅复合粉末的熔化过程进行调控,实现了复
合粉末的充分分散,减少复合粉末的分解,提高成型件性能。
51.最后说明的是,以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本技术方案的宗旨和范围,其均应涵盖在本发明的权利要求范围当中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。