1.本实用新型涉及注塑机领域,具体是一种立式注塑机。
背景技术:
2.注塑机按照结构形式分大致可分为卧式注塑机和立式注塑机,与卧式注塑机相比,立式注塑机具有的优势:1、注射系统和合模系统位于同一垂直轴线上,占地空间减少;2、方便外部机械手将产品取出;3、便于实现自动化生产。
3.现有技术中,模具安装在立式注塑机上,模具包括上模和下模,立式注塑机通过油缸驱动的方式带动上模压合在下模上,实现对模具进行锁模,模具的锁模力与油缸的油压存在直接联系,油缸的油压容易受到周围气候温度变化的影响而导致不稳定,使得锁模力不恒定,如果锁模力变弱,容易使产品出现飞边的缺陷,影响产品的质量。
技术实现要素:
4.本实用新型的目的在于提供一种立式注塑机,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:
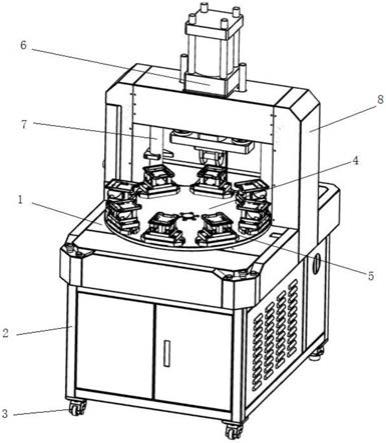
6.一种立式注塑机,包括机架、下模板、升降装置、上模板、高度调节装置、射料装置和送料装置,所述下模板安装在机架上,所述升降装置安装在下模板上且向上穿过下模板,所述上模板安装在升降装置上且与下模板相对设置,所述高度调节装置安装在上模板上,所述射料装置安装在高度调节装置上且向下穿过上模板,所述送料装置安装在射料装置上且与其连通,所述升降装置驱动上模板通过高度调节装置带动射料装置联动送料装置做升降运动。
7.进一步地,所述高度调节装置包括基座、升降调节底座和升降滑座,所述升降调节底座和升降滑座均安装在基座上,所述升降调节底座与升降滑座固定连接,所述升降调节底座可带动升降滑座沿上下方向运动,所述射料装置安装在升降调节底座和升降滑座之间。
8.进一步地,所述射料装置包括挤压出料机构、压力感应机构和升降机构,所述挤压出料机构和升降机构均安装在高度调节装置上,所述挤压出料机构通过压力感应机构与升降机构驱动连接,所述升降机构驱动压力感应机构带动挤压出料机构运动。
9.进一步地,所述挤压出料机构包括柱塞杆、料筒和射嘴,所述射嘴安装在料筒上,所述料筒套设在柱塞杆外,所述料筒与柱塞杆之间密封连接,所述柱塞通过压力感应机构与升降机构驱动连接。
10.进一步地,所述压力感应机构包括法兰式压力传感器和法兰型压力传递杆,所述法兰式压力传感器安装在升降机构上,所述法兰型压力传递杆安装在法兰式压力传感器上。
11.进一步地,所述法兰型压力传递杆的下端开设容纳槽。
12.进一步地,所述升降机构包括导柱组件、中空支座、电机、滚珠丝杆和升降座,所述导柱组件安装在高度调节装置上,所述中空支座安装在导柱组件和高度调节装置之间,所述电机安装在中空支座上,所述电机的输出端朝下且与滚珠丝杆的螺杆部驱动连接,所述滚珠丝杆的螺母部安装在升降座上,所述升降座与导柱组件可滑动连接,所述压力感应机构安装在升降座上,所述电机驱动滚珠丝杆通过升降座带动压力感应机构沿上下方向运动。
13.进一步地,所述送料装置包括进料缸、铰接座、旋转驱动机构、螺杆、熔胶筒和法兰连接件,所述进料缸通过铰接座安装在射料装置上,所述旋转驱动机构安装在进料缸上,所述熔胶筒的一端安装在进料缸上,所述熔胶筒的另一端通过法兰连接件安装在射料装置上,所述熔胶筒套设在螺杆外,所述螺杆的一端与旋转驱动机构驱动连接,所述旋转驱动机构驱动螺杆做旋转运动。
14.进一步地,还包括储料装置,所述储料装置安装在送料装置上,所述储料装置包括料斗和连接管,所述料斗通过连接管安装在送料装置上,所述连接管上设有清料口,所述清料口包括上法兰管接头、开关切换片和下法兰管接头,所述上法兰管接头与连接管固定连接,所述下法兰管接头安装在上法兰管接头上,所述开关切换片可滑动连接在上法兰管接头和下法兰管接头之间,所述开关切换片上开设有通孔。
15.进一步地,所述上法兰管接头或下法兰管接头的法兰面上开设凹槽,所述开关切换片与凹槽可滑动连接。
16.本实用新型的有益效果:
17.下模和上模分别安装在下模板和上模板上,工作时,升降装置驱动上模板通过高度调节装置带动射料装置联动送料装置向下运动,实现上模压合在下模上,完成合模,送料装置将塑料粒料进行熔化得到熔融塑料,再将熔融塑料输入到射料装置中使其内部压力增加,当压力增加到一定程度时,射料装置将熔融塑料进行射出,这过程中,熔融塑料经过上模的流道进入上模与下模之间形成的腔室,实现产品成型,升降装置驱动上模板通过高度调节装置带动射料装置联动送料装置向上运动,实现上模与下模分开,完成开模,这时便能将产品取出。
18.与现有技术相比,本实用新型通过上模、上模板、高度调节装置、射料装置和送料装置的自重实现提供锁模力,该自重恒定,实现锁模力恒定,能有效防止产品出现飞边的缺陷,产品质量得到保证。
附图说明
19.图1:一种立式注塑机的前视示意图。
20.图2:一种立式注塑机的后视示意图。
21.图3:一种立式注塑机的升降装置的立体示意图。
22.图4:一种立式注塑机的高度调节装置的立体示意图。
23.图5:一种立式注塑机的局部立体示意图。
24.图6:一种立式注塑机的挤压出料机构的前视示意图。
25.图7:一种立式注塑机的压力感应机构的前视示意图。
26.图8:一种立式注塑机的升降机构的前视示意图。
27.图9:图5的局部图。
具体实施方式
28.以下结合附图对本实用新型进行进一步说明:
29.请参照图1和图2,一种立式注塑机,包括机架1、下模板2、升降装置3、上模板4、高度调节装置5、射料装置6和送料装置7,下模板2安装在机架1 上,升降装置3安装在下模板2上且向上穿过下模板2,上模板4安装在升降装置3上且与下模板2相对设置,高度调节装置5安装在上模板4上,射料装置6 安装在高度调节装置5上且向下穿过上模板4,送料装置7安装在射料装置6上且与其连通,升降装置3驱动上模板4通过高度调节装置5带动射料装置6联动送料装置7做升降运动。
30.升降装置3、射料装置6和送料装置7均与plc控制器电连接且均通过其进行控制,升降装置3、射料装置6、送料装置7和plc控制器均与电源电连接。
31.请参照图3,升降装置3包括驱动组件31、活动底座32和导轴组件33,驱动组件31安装在下模板2和活动底座32之间,导轴组件33垂直安装在活动底座32上且向上穿过下模板2,上模板4安装在导轴组件33上,驱动组件31驱动活动底座32带动导轴组件33沿上下方向运动。
32.请参照图4,高度调节装置5包括基座51、升降调节底座52和升降滑座53,升降调节底座52和升降滑座53均安装在基座51上,升降调节底座52与升降滑座53固定连接,升降调节底座52可带动升降滑座53沿上下方向运动,射料装置6安装在升降调节底座52和升降滑座53之间。
33.通过对升降调节底座52的高度进行调节,实现调节射料装置6的高度,确保其能与上模的注射孔紧密贴合,升降滑座53用于导向射料装置6进行上下运动。
34.请参照图5,射料装置6包括挤压出料机构61、压力感应机构62和升降机构63,挤压出料机构61和升降机构63均安装在高度调节装置5的升降调节底座52上,挤压出料机构61通过压力感应机构62与升降机构63驱动连接,升降机构63驱动压力感应机构62带动挤压出料机构61运动。
35.请参照图5和图6,挤压出料机构61包括柱塞杆611、料筒612和射嘴613,射嘴613安装在料筒612上,料筒612套设在柱塞杆611外,料筒612与柱塞杆611之间密封连接,柱塞杆611通过压力感应机构62与升降机构63驱动连接。
36.请参照图5和图7,压力感应机构62包括法兰式压力传感器621和法兰型压力传递杆622,法兰式压力传感器621安装在升降机构63上,法兰型压力传递杆622安装在法兰式压力传感器621上。
37.法兰型压力传递杆622的下端设有盲孔,盲孔套设在柱塞杆611的上端外。
38.请参照图5和图8,升降机构63包括导柱组件631、中空支座632、电机 633、滚珠丝杆634和升降座635,导柱组件631安装在高度调节装置5上,中空支座632安装在导柱组件631和高度调节装置5之间,电机633安装在中空支座632上,电机633的输出端朝下且与滚珠丝杆634的螺杆部驱动连接,滚珠丝杆634的螺母部安装在升降座635上,升降座635与导柱组件631可滑动连接,压力感应机构62安装在升降座635上,电机633驱动滚珠丝杆634通过升降座635带动压力感应机构62沿上下方向运动。
39.请参照图9,送料装置7包括进料缸71、铰接座72、旋转驱动机构73、螺杆、熔胶筒75和法兰连接件76,进料缸71通过铰接座72安装在射料装置6上,旋转驱动机构73安装在进料缸71上,熔胶筒75的一端安装在进料缸71上,熔胶筒75的另一端通过法兰连接件76安装在射料装置6上,熔胶筒75套设在螺杆外,螺杆的一端与旋转驱动机构73驱动连接,旋转驱动机构73驱动螺杆做旋转运动。
40.请参照图9,还包括储料装置8,储料装置8安装在送料装置7上,储料装置8包括料斗81和连接管82,料斗81通过连接管82安装在送料装置7上,连接管82上设有清料口83,清料口83包括上法兰管接头831、开关切换片832 和下法兰管接头833,上法兰管接头831与连接管82固定连接,下法兰管接头 833安装在上法兰管接头831上,开关切换片832可滑动连接在上法兰管接头 831和下法兰管接头833之间,开关切换片832上开设有通孔。
41.上法兰管接头831或下法兰管接头833上开设凹槽,开关切换片832与凹槽可滑动连接。通过人手带动开关切换片832使通孔与下法兰管接头833的过孔相对时,实现对清料口83进行打开,以便排出不需要用的塑料颗粒。
42.本实用新型的工作原理:
43.将塑料粒料倒入储料装置8,塑料粒料先后通过料斗81和连接管82进入进料缸71,旋转驱动机构73驱动螺杆做旋转运动使其带动塑料缸内的塑料粒料进入熔胶筒75中,通过熔胶筒75对塑料粒料进行加热使其变为熔融塑料,同时螺杆带动熔融塑料在顺着熔胶筒75的内部向下运动,最终使熔融塑料通过法兰连接件76进入料筒612,升降装置3驱动上模板4通过高度调节装置5带动射料装置6联动送料装置7向下运动,实现上模压合在下模上,完成合模;
44.在料筒612中,熔融塑料的量不断增加,使得料筒612的内部压力不断增加,驱使柱塞杆611驱动法兰型压力传递杆622向上运动使其对法兰式压力传感器621施加向上的压力,当法兰式压力传感器621检测到当前的压力值达到设定压力值时,表明料筒612内部的熔融塑料达到需要的量,这时升降机构63 驱动法兰式压力传感器621通过法兰型压力传递杆622带动柱塞向下运动以增加料筒612内部压力形成高压,在高压作用下,熔融塑料通过射嘴613射出,接着熔融塑料经过上模的流道填充于进入上模与下模之间形成的腔室,实现产品成型,升降装置3驱动上模板4通过高度调节装置5带动射料装置6联动送料装置7向上运动,实现上模与下模分开,完成开模,这时便能将产品取出。
45.以上并非对本实用新型的技术范围作任何限制,凡依据本实用新型技术实质对以上的实施例所作的任何修改、等同变化与修饰,均仍属于本实用新型的技术方案的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。