空心管成型铁片输送装置
1.技术领域:
2.本实用新型涉及一种空心管成型铁片输送装置。
3.
背景技术:
4.目前空心管主要包括无缝钢管等,但由于无缝钢管等壁厚和重量均较大,从而不利于其作为较轻负载的使用,如室内、外装修用的龙骨等。
5.因此,使用轻薄的金属板材(铁皮、镀锌板)加工形成管材成为一种需求,轻薄的金属板材通常在使用时是成卷状,展开时沿其长度方向是具有弧度的,但该铁皮在加工形成管材前需要其是平面状的,目前没有任何方式或设备实现其平面状,另外在铁皮输入加工时,容易在其宽度方向存在偏移,从而影响后续成型加工。
6.
技术实现要素:
7.本实用新型的目的在于提供一种空心管成型铁片输送装置,该空心管成型铁片输送装置设计合理,有利于实现铁皮输入时的调整限位,避免偏移。
8.本实用新型空心管成型铁片输送装置,其特征在于:包括机架和一对相向设置的铁片导向槽条,所述铁片导向槽条分别铰接于机架两旁的一对横向调节机构上。
9.进一步的,上述横向调节机构包括分别顶置在铁片导向槽条后侧两边部的第一调节螺栓、铁片导向槽条中部所穿设的第二调节螺栓和位于铁片导向槽条的下方以用于第二调节螺栓下部穿设的跑道形槽道;所述第一调节螺栓螺纹连接在机架两旁侧的立板上,所述第二调节螺栓与跑道形槽道具有间隙以能够在跑道形槽道内移动,第二调节螺栓的端部连接有螺母以实现铁片导向槽条调整好位置后的锁紧固定。
10.进一步的,上述横向调节机构为丝杆螺母机构,丝杆螺母机构的滑块受到丝杆作用沿横向移动,所述铁片导向槽条通过连接螺栓铰接连接在滑块上,通过连接螺栓的松紧实现铁片导向槽条调整好位置后的锁紧固定。
11.进一步的,上述铁片导向槽条为矩形块,铁片导向槽条上用于导向定位铁片两旁侧的槽道为矩形槽道,槽道沿机架长度方向设置,并且该槽道包容着铁皮侧边部的一截段。
12.进一步的,上述机架上位于铁皮入料侧设有铁皮整平机构,所述铁皮整平机构包括两端转动铰接在机架上的下压辊和位于下压辊上方的上压辊,所述上压辊的两端具有延伸轴,所述延伸轴穿入机架上的竖向孔槽内,在机架上位于竖向孔槽的上方设有第四调节螺栓。
13.进一步的,上述机架中部设有成型模芯杆,所述成型模芯杆的上方或下方设有若干个用于管材接缝压合的碾压轮,靠近出料端一侧的碾压轮与成型模芯杆表面的距离较靠近进料端一侧的碾压轮与成型模芯杆表面的距离小。
14.进一步的,靠近出料端一侧的第一碾压轮的下边缘与成型模芯杆表面的间距m1,与第一碾压轮相邻且靠近进料端一侧的第二碾压轮的下边缘到成型模芯杆表面的距离m2,m2-m1的值小等于2mm。
15.进一步的,靠近进料端一侧的第三碾压轮的下边缘与成型模芯杆表面的间距n1,与第三碾压轮相邻且靠近出料端一侧的第四碾压轮的下边缘到成型模芯杆表面的距离n2,
n1-n2的值小等于6mm。
16.进一步的,上述成型模芯杆靠近出料端上转动铰接有齿轮,成型模芯杆的截面为矩形、圆形或椭圆形。
17.进一步的,上述碾压轮的两端部固定连接有转轴,所述转轴通过轴承支撑在升降调节块的中心孔上,所述升降调节块限位在机架的限位槽内;所述升降调节块靠近碾压轮的一侧两旁设有凸块,该凸块侧面抵靠在机架的内壁面上;所述机架上位于限位槽的上方设有固定块,固定块两端通过螺栓固定在机架上,所述固定块上穿设有第三调节螺栓,所述第三调节螺栓端部螺接在升降调节块上。
18.本实用新型空心管成型铁片输送装置的使用方法,在铁皮输入到该机构中,铁皮受到牵拉机构驱动从进料端往出料端移动,本技术机构位于设备的进料端,通过铁片导向槽条的槽道对铁皮侧边的限位,实现铁皮在进料时实现铁皮宽度方向左、右位置的调节,确保后续加工的位置准确。
19.本实用新型空心管成型铁片输送装置结构简单、设计合理,有利于实现铁皮输入时的调节限位,避免偏移。
20.附图说明:
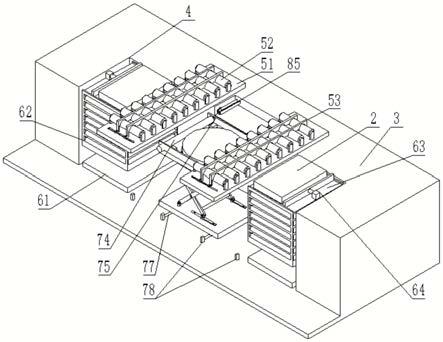
21.图1是本实用新型的俯视构造示意图;
22.图2是图1的a向构造示意图;
23.图3是图1的b向构造示意图;
24.图4是图1的局部视图;
25.图5是图1的c-c剖面构造示意图;
26.图6是图5的左侧剖面构造示意图;
27.图7是图5的右侧剖面构造示意图;
28.图8、9是图1的局部视图;
29.图10是图5的另一种实施例构造示意图;
30.图11是图10的右侧剖面构造示意图;
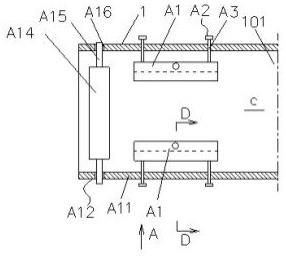
31.图12是图1一种实施例的d-d剖面图;
32.图13是图1另一种实施例的d-d剖面图。
33.具体实施方式:
34.下面结合实施例对本实用新型方法作进一步的详细说明。需要特别说明的是,本实用新型的保护范围应当包括但不限于本实施例所公开的技术内容。
35.本实用新型空心管成型铁片输送装置包括机架1和一对相向设置的铁片导向槽条a1,所述铁片导向槽条a1分别铰接于机架两旁的一对横向调节机构a2上,该机架1用于输送铁片沿长度方向持续移动,其持续移动可以是通过带轮在机架输出端进行牵引,铁片导向槽条a1铰接于在横向调节机构a2上,实现铁片导向槽条a1可以进行一定角度转动,同时横向调节机构a2可以使铁片导向槽条a1在横向进行一定长度上的位移,铁片导向槽条a1能够进行一定角度转动和一定长度的位移,实现对铁皮的导向限位,上述铁皮也可以是镀锌板、铝板等。
36.上述的横向指沿机架的宽度方向,也即指铁片的宽度方向;其中横向调节机构a2的结构可以是多种方式,下面举例说明:
37.其中一种实施例(图12):上述横向调节机构a2包括分别顶置在铁片导向槽条后侧两边部的第一调节螺栓a3、铁片导向槽条中部所穿设的第二调节螺栓a4和位于铁片导向槽条的下方以用于第二调节螺栓下部穿设的跑道形槽道a18;所述第一调节螺栓a3螺纹连接在机架两旁侧的立板a11上,所述第二调节螺栓a4与跑道形槽道a18具有间隙以能够在跑道形槽道内移动,第二调节螺栓的端部连接有螺母a5以实现铁片导向槽条调整好位置后的锁紧固定。
38.第一调节螺栓a3朝向铁皮的宽度方向(平行于铁皮的上表面),第二调节螺栓a4垂直于铁皮的上表面,该机架两旁侧的立板a11之间垂直连接有机架的底板,该跑道形槽道a4设在机架的底板a10上。
39.其中另一种实施例(图13):上述横向调节机构a2为丝杆螺母机构,丝杆螺母机构的滑块a6受到丝杆a7作用沿横向移动,所述铁片导向槽条通过连接螺栓a8铰接连接在滑块上,通过连接螺栓的松紧实现铁片导向槽条调整好位置后的锁紧固定。
40.进一步的,为了导向定位铁皮较为合理,上述铁片导向槽条a1为矩形块,铁片导向槽条上用于导向定位铁片两旁侧的槽道a9为矩形槽道,槽道沿机架长度方向设置,并且该槽道包容着铁皮侧边部的一截段,该两个对置的铁片导向槽条a1上槽道a9的槽底壁顶推铁皮,实现铁皮在其宽度方向(横向方向)左、右调节。
41.进一步的,上述机架上位于铁皮入料侧设有铁皮整平机构a12,所述铁皮整平机构包括两端转动铰接在机架上的下压辊a13和位于下压辊上方的上压辊a14,所述上压辊的两端具有延伸轴a15,所述延伸轴穿入机架上的竖向孔槽a16内,在机架上位于竖向孔槽的上方设有第四调节螺栓a17,通过第四调节螺栓a17的旋转,从而使其端部压置在延伸轴上,让上压辊与下压辊产生相对压力,有利于整平铁皮,在铁皮整齐机构a12与下文的第三碾压轮11之间还设有将铁皮卷成圆管或方管的收边机构,本技术图文中省略。
42.本实用新型空心管成型铁片输送装置的后侧还设有空心管接缝压合装置,该空心管接缝压合装置包括设在机架1中部的成型模芯杆3,所述成型模芯杆的上方或下方设有若干个用于管材接缝压合的碾压轮2,靠近出料端102一侧的碾压轮与成型模芯杆表面的距离较靠近进料端101一侧的碾压轮与成型模芯杆表面的距离小。
43.通过靠近出料端102一侧的碾压轮与成型模芯杆表面的距离较靠近进料端101一侧的碾压轮与成型模芯杆表面的距离小,从而使接缝未压合的管材在各个碾压轮2的作用下,逐步压合平整。
44.靠近出料端一侧的第一碾压轮22的下边缘与成型模芯杆表面的间距m1,与第一碾压轮相邻且靠近进料端一侧的第二碾压轮13的下边缘到成型模芯杆表面的距离m2,m2-m1的值小等于2mm。
45.进一步的,靠近进料端一侧的第三碾压轮11的下边缘与成型模芯杆表面的间距n1,与第三碾压轮相邻且靠近出料端一侧的第四碾压轮12的下边缘到成型模芯杆表面的距离n2,n1-n2的值小等于6mm。
46.在各碾压轮2的相对位置设置不合理情况下,容易在对管材进行接缝压合时出现卡壳,甚至影响管材行进引起输送管材的停滞(此时即要停机,对卡壳部位进行排除,影响工效),由于上述参数的设置更加合理,可以使压合更加顺畅,不容易出现接缝压合时的卡壳等现象,也有利于提高工效和产品的品质。
47.本技术的实施例是具有四个碾压轮,但采用3个或5个等均是可以的。
48.进一步的,上述成型模芯杆靠近出料端上转动铰接有齿轮23,通过该齿轮23与第一碾压轮22的对碾配合,从而可以将管材在缝口处压合紧实,该成型模芯杆靠近出料端的位置铣有开槽,在开槽两侧钻孔,将齿轮23塞入开槽,并在钻孔中穿入销子固定。
49.在成型模芯杆3两侧设有辅助输送轮24,该辅助输送轮24有利于成型模芯杆3的侧部导向。
50.该机架设在地面上,其可以包括支撑框架和设在支撑框架上的两相对设置的立板a11(图1中转轴4的端部、轴承5、限位槽7等即设在该立板上);模芯杆为杆状体,其截面可以为矩形、圆形或椭圆形等,根据制作不同截面的空心管来选择不同截面的模芯杆。
51.进一步的,为了设计合理,上述碾压轮2的两端部固定连接有转轴4,转轴4端部上可以设有键,与碾压轮2内的键槽配合以实现同步转动,转轴通过轴承5支撑在升降调节块6的中心孔上,所述升降调节块限位在机架的限位槽7内,该升降调节块与限位槽可以小间隙配合,通过该升降调节块6可以调节碾压轮2相对成型模芯杆3的高度位置,由于该升降调节块6的可调,从而可以满足不同壁厚空心管材的加工,以及方便加工的调试。
52.进一步的,为了设计合理,上述升降调节块6靠近碾压轮的一侧两旁设有凸块8,该凸块侧面抵靠在机架1的内壁面(即立板的内壁面)上;所述机架上位于限位槽的上方设有固定块9,固定块两端通过螺栓固定在机架(也即机架的立板)上,所述固定块上穿设有第三调节螺栓10,所述第三调节螺栓端部螺接在升降调节块6上,通过旋转调节第三调节螺栓,从而使升降调节块6可以在限位槽7内升降调节,实现加工调试的需要,通过凸块侧面抵靠在机架1的内壁面上,从而实现碾压轮2、转轴4和升降调节块6较好的限位。
53.进一步的,上述碾压轮具有若干个,本实施例为三个,其中的第三碾压轮11包括同轴的第一圆柱辊1101和第一圆锥辊1102,第一圆锥辊的小端与第一圆柱辊的端面连接,第一圆柱辊的直径大于第一圆锥辊小端的直径;其中第二碾压轮12、第一碾压轮22和第四碾压轮12均包括同轴的第二圆柱辊14和第三圆柱辊15,所述第三圆柱辊直径大于第二圆柱辊;由于输入具有条缝口的管材在条缝口两边,一边较高、一边较低,因此使用第三碾压轮的第一圆锥辊用于碾压缝口高的一边,而第一圆柱辊用于碾压缝口低的一边;在经过第三碾压轮的碾压后,管材条缝口的两边基本平整,两侧高度仅仅差管材的壁厚,因此,第二圆柱辊和第三圆柱辊的直径差别较小。
54.为了设计合理,上述第一圆锥辊小端直径小于第一圆柱辊直径0.8-5厘米,所述第三圆柱辊直径大于第二圆柱辊0.5-2.5厘米。
55.以上所述仅为本实用新型的较佳实施例,凡依本实用新型申请专利范围所做的均等变化与修饰,皆应属本实用新型的涵盖范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。