1.本实用新型涉及合页加工技术领域,具体为一种合页自动加工设备。
背景技术:
2.合页又称铰链,是用来连接两个固体并允许两者之间做相对转动的机械装置。铰链可由可移动的组件构成,或者由可折叠的材料构成。合页主要安装于门窗上,而铰链更多安装于橱柜上。
3.按材质分类主要分为,不锈钢合页和铁合页;为让人们得到更好的享受又出现了液压合页(又称阻尼合页),其特点是在柜门关闭时带来缓冲功能,最大程度的减小了柜门关闭时与柜体碰撞发出的噪音。目前市面上的合页在使用前通常需要在其表面加工出用于安装的通孔以后才可投入使用。
4.而现有的合页加工方式往往是由人员借用钻床或攻丝机手动加工,生产效率低下,人工成本较高,且生产人员在进行加工时存在一定的安全隐患,为此,我们提出一种合页自动加工设备。
技术实现要素:
5.本实用新型要解决的技术问题是克服现有的缺陷,提供一种合页自动加工设备,可以快速完成合页的加工工作,自动化程度较高,无需人员手动参与加工,能够在确保加工质量的同时极大的提升的加工效率,可以有效解决背景技术中的问题。
6.为实现上述目的,本实用新型提供如下技术方案:一种合页自动加工设备,包括防护箱、搬运机构、铰孔机构和攻丝机构;
7.防护箱:其内部中心处设有加工台,加工台的上表面左侧设有上料轨道,加工台的上表面中部设有l型加工轨道,加工台的上表面右侧设有下料轨道,上料轨道和下料轨道分别与l型加工轨道的左右两端相连,防护箱的上表面中部设有立架,上料轨道的上表面左端设有上料气缸,l型加工轨道的上表面左后端设有推料气缸;
8.搬运机构:设置于立架的上端;
9.铰孔机构:设置于加工台的上表面前侧;
10.攻丝机构:设置于加工台的上表面后侧;
11.其中:所述防护箱的前侧面设有单片机,单片机的输入端电连接外部电源,上料气缸和推料气缸的输入端均电连接单片机的输出端,可以快速完成合页的加工工作,自动化程度较高,无需人员手动参与加工,能够在确保加工质量的同时极大的提升的加工效率。
12.进一步的,所述搬运机构包括直线电机、电动推杆、升降台和冂字推料架,所述直线电机设置于立架的上端,电动推杆设置于直线电机的动子座前侧面,电动推杆的伸缩端底端设有升降台,升降台的底面设有均匀分布的冂字推料架,直线电机和电动推杆的输入端均电连接单片机的输出端,可以实现对合页的等距间歇输送,为合页的后续加工工作提供充足的操作时间。
13.进一步的,所述铰孔机构包括钻孔架、第一挪料气缸和钻孔机,所述钻孔架设置于加工台的上表面前侧,钻孔架的上表面设有第一挪料气缸,加工台的上表面前侧设有左右对称的钻孔机,第一挪料气缸和钻孔机的输入端均电连接单片机的输出端,可以自动对合页进行铰孔工作。
14.进一步的,所述攻丝机构包括攻丝架、第二挪料气缸和攻丝机,所述攻丝架设置于加工台的上表面后侧,攻丝架的上表面设有第二挪料气缸,加工台的上表面右侧设有攻丝机,第二挪料气缸和攻丝机的输入端均电连接单片机的输出端,可以自动对合页进行攻丝工作。
15.进一步的,所述下料轨道自左向右倾斜设置,可以使加工完成后的合页自动排出。
16.进一步的,所述防护箱外侧面均匀开设的观察口内均设有玻璃窗,便于人员了解加工进程。
17.进一步的,所述防护箱的底面四角对称设有万向轮,防护箱底面四角对称设置的连接座内均铰接有支脚,可以实现对该设备的移动定位功能,实用性较好。
18.与现有技术相比,本实用新型的有益效果是:本合页自动加工设备,具有以下好处:
19.1、将合页依次放入上料轨道的内部,随后通过单片机的调控,上料气缸运转将整排合页向右推送,待最右侧的合页完全进入l型加工轨道的纵向轨道内后,受l型加工轨道的尺寸限制上料气缸无法将其它合页继续推入l型加工轨道的内部,然后推料气缸运转在将最右侧的合页推入l型加工轨道的横向轨道内后复位等待下一次推送工作,此时电动推杆带动升降台一同下移使合页被卡入最左侧的冂字推料架内,随后直线电机运转并通过升降台和冂字推料架带动合页左移,随后待电动推杆向上收缩后直线电机再使升降台和冂字推料架复位,以此为一个周期来实现对合页的等距输送工作,确保后续加工工作正常进行。
20.2、当合页进入位于l型加工轨道右侧铰孔口内且与第一挪料气缸执行端相连的接料座内以后,通过单片机的调控,第一挪料气缸运转会使合页向前移动,待两个钻孔机对合页进行铰孔后第一挪料气缸再将合页复位至l型加工轨道内部,随后通过冂字推料架的配合将完成铰孔的合页继续向右输送,当合页进入位于l型加工轨道右端攻丝口内且与第二挪料气缸执行端相连的接料座内以后,第二挪料气缸运转会使合页向后移动,待攻丝机对合页进行攻丝后第二挪料气缸再将合页复位至l型加工轨道内部,最终再次通过冂字推料架的配合加工完成的合页输送至下料轨道内部,此时由于下料轨道自左向右倾斜设置,加工完成后的合页会自动滑出防护箱以便人员进行收集,自动化程度较高,无需人员手动参与加工,在确保加工质量的同时极大的提升的加工效率,人员通过玻璃窗还可以直观的了解到加工进程,通过万向轮和支脚的配合则可以实现对该设备的移动定位功能,实用性较好。
附图说明
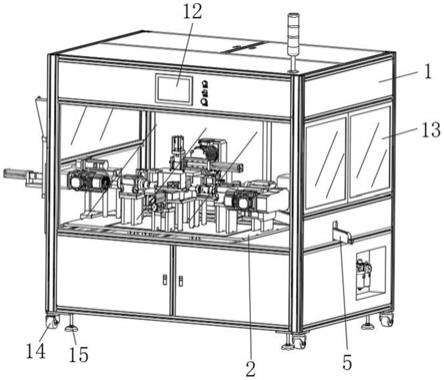
21.图1为本实用新型结构示意图;
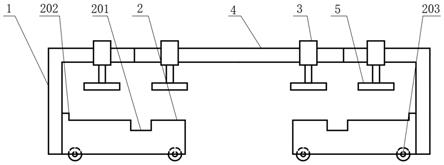
22.图2为本实用新型加工台的结构示意图;
23.图3为本实用新型a处放大结构示意图。
24.图中:1防护箱、2加工台、3上料轨道、4l型加工轨道、5下料轨道、6立架、7搬运机
构、71直线电机、72电动推杆、73升降台、74冂字推料架、8铰孔机构、81钻孔架、82第一挪料气缸、83钻孔机、9攻丝机构、91攻丝架、92第二挪料气缸、93攻丝机、10上料气缸、11推料气缸、12单片机、13玻璃窗、14万向轮、15支脚。
具体实施方式
25.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
26.请参阅图1-3,本实施例提供一种技术方案:一种合页自动加工设备,包括防护箱1、搬运机构7、铰孔机构8和攻丝机构9;
27.防护箱1:其内部中心处设有加工台2,加工台2的上表面左侧设有上料轨道3,加工台2的上表面中部设有l型加工轨道4,加工台2的上表面右侧设有下料轨道5,下料轨道5自左向右倾斜设置,上料轨道3和下料轨道5分别与l型加工轨道4的左右两端相连,防护箱1的上表面中部设有立架6,上料轨道3的上表面左端设有上料气缸10,l型加工轨道4的上表面左后端设有推料气缸11,将合页依次放入上料轨道3的内部,随后通过单片机12的调控,上料气缸10运转将整排合页向右推送,待最右侧的合页完全进入l型加工轨道4的纵向轨道内后,受l型加工轨道4的尺寸限制上料气缸10无法将其它合页继续推入l型加工轨道4的内部,然后推料气缸11运转在将最右侧的合页推入l型加工轨道4的横向轨道内即可等待加工结束,当加工完成后的合页进入下料轨道5的内部以后,由于下料轨道5自左向右倾斜设置,加工完成后的合页会自动滑出防护箱1以便人员进行收集,自动化程度较高,无需人员手动参与加工,在确保加工质量的同时极大的提升的加工效率;
28.搬运机构7:设置于立架6的上端,搬运机构7包括直线电机71、电动推杆72、升降台73和冂字推料架74,直线电机71设置于立架6的上端,电动推杆72设置于直线电机71的动子座前侧面,电动推杆72的伸缩端底端设有升降台73,升降台73的底面设有均匀分布的冂字推料架74,直线电机71和电动推杆72的输入端均电连接单片机12的输出端,电动推杆72带动升降台73一同下移使合页被卡入最左侧的冂字推料架74内,随后直线电机71运转并通过升降台73和冂字推料架74带动合页左移,随后待电动推杆72向上收缩后直线电机71再使升降台73和冂字推料架74复位,以此为一个周期来实现对合页的等距输送工作;
29.铰孔机构8:设置于加工台2的上表面前侧,铰孔机构8包括钻孔架81、第一挪料气缸82和钻孔机83,钻孔架81设置于加工台2的上表面前侧,钻孔架81的上表面设有第一挪料气缸82,加工台2的上表面前侧设有左右对称的钻孔机83,第一挪料气缸82和钻孔机83的输入端均电连接单片机12的输出端,当合页进入位于l型加工轨道4右侧铰孔口内且与第一挪料气缸82执行端相连的接料座内以后,第一挪料气缸82运转会使合页向前移动,待两个钻孔机83对合页进行铰孔后第一挪料气缸82再将合页复位至l型加工轨道4内部,随后通过冂字推料架74的配合将完成铰孔的合页继续向右输送;
30.攻丝机构9:设置于加工台2的上表面后侧,攻丝机构9包括攻丝架91、第二挪料气缸92和攻丝机93,攻丝架91设置于加工台2的上表面后侧,攻丝架91的上表面设有第二挪料气缸92,加工台2的上表面右侧设有攻丝机93,第二挪料气缸92和攻丝机93的输入端均电连
接单片机12的输出端,当合页进入位于l型加工轨道4右端攻丝口内且与第二挪料气缸92执行端相连的接料座内以后,第二挪料气缸92运转会使合页向后移动,待攻丝机93对合页进行攻丝后第二挪料气缸92再将合页复位至l型加工轨道4内部,最终再次通过冂字推料架74的配合加工完成的合页输送至下料轨道5内部;
31.其中:防护箱1的前侧面设有单片机12,单片机12的输入端电连接外部电源,上料气缸10和推料气缸11的输入端均电连接单片机12的输出端。
32.其中:防护箱1外侧面均匀开设的观察口内均设有玻璃窗13,人员通过玻璃窗13还可以直观的了解到加工进程。
33.其中:防护箱1的底面四角对称设有万向轮14,防护箱1底面四角对称设置的连接座内均铰接有支脚15,通过万向轮14和支脚15的配合可以实现对该设备的移动定位功能,实用性较好。
34.本实用新型提供的一种合页自动加工设备的工作原理如下:将合页依次放入上料轨道3的内部,随后通过单片机12的调控,上料气缸10运转将整排合页向右推送,待最右侧的合页完全进入l型加工轨道4的纵向轨道内后,受l型加工轨道4的尺寸限制上料气缸10无法将其它合页继续推入l型加工轨道4的内部,然后推料气缸11运转在将最右侧的合页推入l型加工轨道4的横向轨道内后复位等待下一次推送工作,此时电动推杆72带动升降台73一同下移使合页被卡入最左侧的冂字推料架74内,随后直线电机71运转并通过升降台73和冂字推料架74带动合页左移,随后待电动推杆72向上收缩后直线电机71再使升降台73和冂字推料架74复位,以此为一个周期来实现对合页的等距输送工作,当合页进入位于l型加工轨道4右侧铰孔口内且与第一挪料气缸82执行端相连的接料座内以后,第一挪料气缸82运转会使合页向前移动,待两个钻孔机83对合页进行铰孔后第一挪料气缸82再将合页复位至l型加工轨道4内部,随后通过冂字推料架74的配合将完成铰孔的合页继续向右输送,当合页进入位于l型加工轨道4右端攻丝口内且与第二挪料气缸92执行端相连的接料座内以后,第二挪料气缸92运转会使合页向后移动,待攻丝机93对合页进行攻丝后第二挪料气缸92再将合页复位至l型加工轨道4内部,最终再次通过冂字推料架74的配合加工完成的合页输送至下料轨道5内部,此时由于下料轨道5自左向右倾斜设置,加工完成后的合页会自动滑出防护箱1以便人员进行收集,自动化程度较高,无需人员手动参与加工,在确保加工质量的同时极大的提升的加工效率,人员通过玻璃窗13还可以直观的了解到加工进程,通过万向轮14和支脚15的配合则可以实现对该设备的移动定位功能,实用性较好。
35.值得注意的是,以上实施例中所公开的单片机12选用的是西门子s7-200单片机,直线电机71选用的是m1b21-11-l系列直线电机,电动推杆72选用的是jn125小型电动推杆,钻孔机83选用的是dnc-630d小型钻孔机,攻丝机93选用的是dnc-430dt小型攻丝机,第一挪料气缸82、第二挪料气缸92、上料气缸10和推料气缸11均选用的是sc系列标准气缸,单片机12控制直线电机71、电动推杆72、第一挪料气缸82、钻孔机83、第二挪料气缸92、攻丝机93、上料气缸10和推料气缸11工作采用现有技术中常用的方法。
36.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。