1.本实用新型涉及点火线圈技术领域,尤其是涉及一种点火线圈磁铁组装设备。
背景技术:
2.在汽车发动机点火系统中,点火线圈是为点燃发动机汽缸内空气和燃油混合物提供点火能量的执行部件。它基于电磁感应的原理,通过关断和打开点火线圈的初级回路,初级回路中的电流增加然后又突然减小,在次级就会感应产生点燃所需的高电压。在有些点火线圈中需要安装磁铁来实现功能,而人工安装容易出错且效率较低。
技术实现要素:
3.针对上述存在的技术问题,本实用新型的目的是:提供一种点火线圈磁铁组装设备,提高组装效率。
4.为实现上述目的,本实用新型提供如下技术方案:
5.一种点火线圈磁铁组装设备,包括基板,所述基板上设置有用于放置点火线圈的定位装置,所述定位装置的两侧设置有水平的第一导杆,所述第一导杆上设置有与第一导杆滑动连接的第一滑块,所述第一滑块的上方设置有储存装置,所述储存装置内设置有竖直的通槽,所述通槽用于存放堆叠的磁铁片,所述储存装置的上方设置有插入通槽的压块,所述储存装置与第一滑块之间设置有水平的间隙,所述间隙与通槽连通;所述第一滑块背向定位装置的一侧设置有水平的第二导杆,所述第二导杆上设置有与第二导杆滑动连接的第二滑块,所述第二滑块上设置有与间隙相适应的插片;所述第二滑块远离第一滑块的一侧设置有气缸,所述气缸用于推动第二滑块使插片插入间隙中。
6.优选的是,所述第一导杆的两端设置有与基板连接的固定座,所述固定座包括靠近定位装置的第一固定座和远离定位装置的第二固定座,所述第一导杆位于第一固定座和第一滑块之间的部分套设有第一弹簧。
7.优选的是,所述第一滑块和第二固定座之间设置有限位块,所述限位块位于第一导杆的下方,所述限位块的顶面高于第一滑块的底面。
8.优选的是,所述第二导杆上设置有第二弹簧。
9.优选的是,所述定位装置靠近第一滑块的一侧设置有限位柱。
10.优选的是,所述第一滑块内设置有直线轴承,所述直线轴承套设在第一导杆上。
11.优选的是,所述气缸的外侧设置有防护罩。
12.由于上述技术方案的运用,本实用新型与现有技术相比具有下列优点:
13.本实用新型点火线圈磁铁组装设备使用定位装置、第一导杆、第一滑块、储存装置、第二导杆和第二滑块的组合,通过气缸推动第二滑块将插片插入储存装置底部的间隙中将最下方的磁铁片推入安装在定位装置中的点火线圈中,快速方便地实现了点火线圈和磁铁片的组装,提高了组装效率,堆叠的磁铁片依次用同样的方式装入点火线圈中,无需人工辨别磁铁片的方位,避免出错,降低报废率;第一导杆和第二导杆上均安装有弹簧,在气
缸收回后自动复位,无需人工干预,提高了自动化程度,进一步提高了产品组装的效率。
附图说明
14.下面结合附图对本实用新型技术方案作进一步说明:
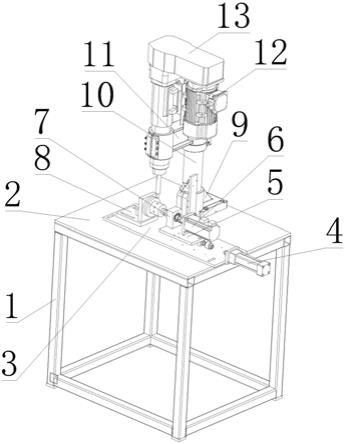
15.附图1为本实用新型点火线圈磁铁组装设备的立体图;
16.附图2为本实用新型点火线圈磁铁组装设备的立体图;
17.附图3为本实用新型点火线圈磁铁组装设备的另一视角的立体图;
18.附图4为本实用新型点火线圈磁铁组装设备的剖视图;
19.附图5为附图4的a处局部放大图。
20.其中:1、基板;2、定位装置;3、点火线圈;4、第一导杆;5、第一滑块;6、储存装置;61、通槽;62、间隙;7、磁铁片;8、压块;9、第二导杆;10、第二滑块;11、插片;12、气缸;13、第一固定座;14、第二固定座;15、第一弹簧;16、限位块;17、第二弹簧;18、限位柱;19、直线轴承;20、防护罩。
具体实施方式
21.下面结合附图对本实用新型的较佳实施例进行详细阐述,以使本实用新型的优点和特征能更易于被本领域技术人员理解,从而对本实用新型的保护范围做出更为清楚明确的界定。
22.需要说明的是,当组件被称为“固定于”另一个组件,它可以直接在另一个组件上或者也可以存在居中的组件。当一个组件被认为是“连接”另一个组件,它可以是直接连接到另一个组件或者可能同时存在居中组件。当一个组件被认为是“设置于”另一个组件,它可以是直接设置在另一个组件上或者可能同时存在居中组件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
23.如附图1、附图2所示为本实用新型点火线圈磁铁组装设备,包括基板1,基板1上安装有用于放置点火线圈3的定位装置2,点火线圈3嵌入定位装置2进行固定,以便后续装配。定位装置2的两侧安装有水平的第一导杆4,第一导杆4上安装有与第一导杆4滑动连接的第一滑块5。第一滑块5内安装有直线轴承19,直线轴承19套设在第一导杆4上,使第一滑块5运动更加顺畅。第一滑块5的上方安装有储存装置6,储存装置6内具有竖直的通槽61,通槽61用于存放堆叠的磁铁片7,储存装置6的上方放置有压块8,压块8呈“t”字型,压块8的上部卡在储存装置6的外部,下部插入通槽61中用于向下挤压磁铁片7。如附图5所示,储存装置6与第一滑块5之间具有水平的间隙62,间隙62与通槽61连通,通向点火线圈3处。第一滑块5背向定位装置2的一侧安装有水平的第二导杆9,第二导杆9上安装有与第二导杆9滑动连接的第二滑块10,第二滑块10上安装有与间隙62相适应的插片11,插片11部分插入间隙62中。第二滑块10远离第一滑块5的一侧安装有气缸12,气缸12的外侧安装有防护罩20。气缸12用于推动第二滑块10使插片11插入间隙62中将最下方的磁铁片7沿着间隙62推入点火线圈3中。
24.第一导杆4的两端安装有与基板1连接的固定座,固定座包括靠近定位装置2的第一固定座13和远离定位装置2的第二固定座14,第一导杆4位于第一固定座13和第一滑块5之间的部分套设有第一弹簧15。第二导杆9上安装有第二弹簧17,第二滑块10受到气缸12推动后在第二弹簧17的弹力下复位部分退出间隙62,使剩余的磁铁片7在压块8的挤压下下
降。第一滑块5和第二固定座14之间安装有限位块16,限位块16位于第一导杆4的下方,限位块16的顶面高于第一滑块5的底面,以避免第一滑块5受到第一弹簧15的弹力后过度远离定位装置2。如附图4所示,定位装置2靠近第一滑块5的一侧安装有限位柱18,第一滑块5受到气缸12的间接推力后与限位柱18接触,避免对点火线圈3产生撞击。
25.使用时将点火线圈3放置在定位装置2中,在储存装置6中放入磁铁片7,按压压块8使磁铁片7下降至间隙62中,气缸12推动第二滑块10使插片11插入间隙62中将最下方的磁铁片7推入点火线圈3中完成组装,气缸12收缩后第二滑块10复位,这时可取下组装后的电话线圈3等待下一个操作。
26.本实用新型点火线圈3磁铁组装设备快速方便地实现了点火线圈3和磁铁片7的组装,提高了组装效率,无需人工辨别磁铁片7的方位,避免出错,降低报废率;第一导杆4和第二导杆9上均安装有弹簧,在气缸12收回后自动复位,无需人工干预,提高了自动化程度,进一步提高了产品组装的效率。
27.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。