1.本实用新型属于非标自动化设备领域,特别涉及一种操作效率高、劳动强度小、自动化程度高、成本低的红糖发糕纸托自动放置机。
背景技术:
2.红糖发糕在制作前需要把纸托提前放入到模具盒内,就目前来说,纸托放置到模具盒的工作都是人工手动完成的,人工抽取一个纸托后再放入到模具盒内并把底部及侧壁压平,这种人工手动操作的方式可以满足一定的生产要求,但是也存在较大的缺陷,人工操作效率低,劳动强度大,人工成本高,长时间重复一个动作易诱发职业病,安全健康隐患大,纸托易发生褶皱,产品品质无法保证统一,用户用餐体验不佳,无法有效满足生产及使用要求。
3.本实用新型要解决的技术问题是提供一种无需人工手动操作、自动化程度高、放置操作效率高、劳动强度小、人工成本低、安全健康隐患小、纸托底部平整产品品质统一、用户用餐体验上佳、有效满足生产及使用需求的红糖发糕纸托自动放置机。
技术实现要素:
4.为解决上述现有技术人工操作效率低、劳动强度大、人工成本高、长时间重复一个动作易诱发职业病、安全健康隐患大、纸托易发生褶皱、产品品质无法保证统一、用户用餐体验不佳、无法有效满足生产及使用要求等问题,本实用新型采用如下技术方案:
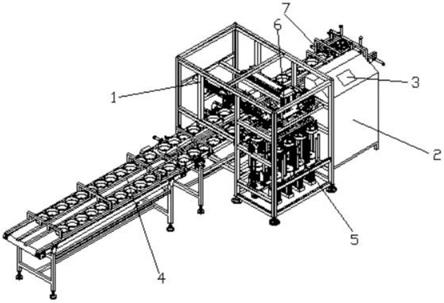
5.本实用新型提供一种红糖发糕纸托自动放置机,包括机架、电控箱、人机界面、发糕模具盒双轨输送线、纸托堆料机构、移载放置机构和出料双轨输送线,所述电控箱设置在机架一侧,所述人机界面设置在电控箱上表面,所述发糕模具盒双轨输送线设置在机架另一侧并延伸至机架内,所述纸托堆料机构设置在机架内部外侧,所述移载放置机构设置在机架上部,所述出料双轨输送线紧靠在发糕模具盒双轨输送线一侧。
6.作为对本实用新型的改进,所述发糕模具盒双轨输送线前端位于机架内部段两侧分别设有三组定位气缸,所述定位气缸的气杆前端均连接有定位杆,所述发糕模具盒双轨输送线中部位于机架外部段两侧分别设有两组挡料气缸,所述挡料气缸的气杆前端均连接有挡料杆。
7.作为对本实用新型的进一步改进,所述纸托堆料机构包括八个堆料顶起气缸、八个托料盘、若干个限位料柱和两个安装板,所述八个堆料顶起气缸分别四个一组放置在两个安装板下方,所述八个托料盘一一对应设置在八个堆料顶起气缸的气杆顶部,所述限位料柱插设在安装板上且位于托料盘外圈处。
8.作为对本实用新型的进一步改进,所述移载放置机构包括移载驱动电机、一对直线模组、一对滑块、上连接板、升降气缸、下连接板和八个吸料组件,所述上连接板通过一对滑块活动滑设在一对直线模组上,所述移载驱动电机驱动直线模组运动,所述升降气缸挂设在上连接板上,所述下连接板设置在升降气缸的气杆末端,所述吸料组件分布设置在下
连接板底部且包括气动手指气缸、三个压杆和三个压吸弹杆,所述三个压杆、三个压吸弹杆均与气动手指气缸气路连通。
9.本实用新型的有益效果在于:通过输送线送料、气缸顶起堆料、吸盘自动吸料并移载放料,无需人工手动操作,自动化程度高,放置操作效率高,劳动强度小,人工成本低,安全健康隐患小,纸托底部平整产品品质统一,用户用餐体验上佳,有效满足生产及使用需求。
附图说明
10.图1为本实用新型一种实施例的整体结构示意图。
11.图2为本实用新型的后视结构示意图。
12.图3为本实用新型中纸托堆料机构的结构示意图。
13.图4为本实用新型中移载放置机构的结构示意图。
具体实施方式
14.下面结合附图详细说明本实用新型的优选实施例。
15.请参阅图1,一种红糖发糕纸托自动放置机,包括机架1、电控箱2、人机界面3、发糕模具盒双轨输送线4、纸托堆料机构5、移载放置机构6和出料双轨输送线7,所述电控箱2设置在机架1一侧,通过电控箱对所用用电设备进行供电及控制,所述人机界面3设置在电控箱2上表面,通过人机界面对一些参数进行设定,所述发糕模具盒双轨输送线4设置在机架1另一侧并延伸至机架1内,采用双轨送料,成倍提高效率,所述纸托堆料机构5设置在机架1内部外侧,所述移载放置机构6设置在机架1上部,所述出料双轨输送线7紧靠在发糕模具盒双轨输送线4一侧,发糕模具盒通过双轨输送线输送进料后并定位,堆料机构堆放纸托,移载放置机构把纸托吸住并移载放置到发糕模具盒内,放置好后定位机构撤回,放置好的模具盒从出料线流出,全部采用自动化方式完成,无需人工手动操作,下面针对其中的重要过程进行重点说明。
16.如图2所示,所述发糕模具盒双轨输送线4前端位于机架1内部段两侧分别设有三组定位气缸41,所述定位气缸41的气杆前端均连接有定位杆,双轨上每四个一组,前三个通过定位气缸及气杆前端的定位杆定位住,后一个通过定位杆及后面的挡料杆进行定位,所述发糕模具盒双轨输送线中部位于机架外部段两侧分别设有两组挡料气缸,所述挡料气缸的气杆前端均连接有挡料杆,在前面四个一组进行放置作业时,后面的四个一组通过挡料气缸及气杆前端的挡料杆挡住,采用双轨且每个轨道四个一组,一次可同时放置八个纸托,效率非常高。
17.发糕模具盒定位好后,纸托也同时堆料完成,如图3所示,所述纸托堆料机构5包括八个堆料顶起气缸51、八个托料盘52、若干个限位料柱53和两个安装板54,所述八个堆料顶起气缸分别四个一组放置在两个安装板下方,所述八个托料盘一一对应设置在八个堆料顶起气缸的气杆顶部,所述限位料柱插设在安装板上且位于托料盘外圈处,纸托都先放置在托料盘上,同时限位料柱对纸托进行限位,防止纸托倾倒错位,操作过程中纸托减少一定数量后,顶起气缸驱动托料盘上升一定高度,保证后续操作更顺畅高效。
18.如图4所示,所述移载放置机构6包括移载驱动电机61、一对直线模组62、一对滑块
63、上连接板64、升降气缸65、下连接板66和八个吸料组件67,所述上连接板通过一对滑块活动滑设在一对直线模组上,所述移载驱动电机驱动直线模组运动,所述升降气缸挂设在上连接板上,所述下连接板设置在升降气缸的气杆末端,所述吸料组件67分布设置在下连接板底部且包括气动手指气缸671、三个压杆672和三个压吸弹杆673,所述三个压杆、三个压吸弹杆均与气动手指气缸气路连通,吸料组件在移载驱动电机、直线模组、滑块带动下移动到纸托正上方,升降气缸启动带动吸料组件下降直至贴近纸托底部,气动手指气缸通气,三个压杆及三个压吸弹杆同时压住纸托底部,这样可以把纸托底部压平整,通过气动手指气缸与三个压吸弹杆的气路通断切换,使其向内吸并回弹,这样就可把纸托吸起并相互脱离开,升降气缸带动吸料组件上升到初始高度,纸托吸起后移载驱动电机再驱动直线模组、滑块等带动纸托移动到发糕模具盒正上方,升降气缸启动并下降直至贴近发糕模具盒底部,气动手指气缸断气,压杆与纸托脱离开,纸托就放置到模具盒内,一次放置八个纸托,效率高,纸托放置好后,带纸托的模具盒从出料输送线流出。
19.本实用新型的有益效果在于:通过输送线送料、气缸顶起堆料、吸盘自动吸料并移载放料,无需人工手动操作,自动化程度高,放置操作效率高,劳动强度小,人工成本低,安全健康隐患小,纸托底部平整产品品质统一,用户用餐体验上佳,有效满足生产及使用需求。
20.上述实施例和图式并非限定本实用新型的产品形态和式样,任何所属技术领域的普通技术人员对其所做的适当变化或修饰,皆应视为不脱离本实用新型的专利范畴。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。