一种7xxx系铝合构件的腐蚀加工方法
技术领域
1.本发明涉及一种铝合金件的加工方法,属于铝及铝合金件加工技术领域,具体为一种7xxx系铝合金构件的腐蚀加工方法。
背景技术:
2.7xxx系铝合金是al-zn-mg-cu合金,具有密度小、比强度高的特点,是铝合金中强度最高的合金,被广泛应用于航空航天领域,如7075合金被应用于b-29型轰炸机、7085合金被应用于机翼主梁、上翼蒙皮等。
3.挤压、轧制等变形工序和线切、车、铣等机械加工工序是生产7xxx系铝合金工件时常用的工序。在这些工序进行的过程中,会在7xxx系铝合金工件内部产生一定的残余应力。同时,通过机械加工工序所得产品,在后期使用时,必然会面对残余应力对产品尺寸精准度造成的影响这一问题。
4.腐蚀加工又称化学刻蚀,是一种金属加工方法,将需要加工的金属材料工件或者工件上的某个部位暴露于化学腐蚀液中进行腐蚀,从而获得工件所需的形状和尺寸。相比传统机械加工方法,腐蚀加工具有很多优点,如加工薄和大面积的零件,加工结构复杂的零件等。但由于7xxx系铝合金一般具备耐腐蚀性能,因此到目前为止还未见针对7xxx系铝合金复杂结构件采用腐蚀加工的相关报道。
技术实现要素:
5.为了实现对7xxx系铝合金构件的无应力加工,本发明提供了一种利用电化学腐蚀来对7xxx系铝合金构件进行加工的处理方法。特别适合于7xxx系铝合金复杂结构件的高精度加工。
6.本发明一种7xxx系铝合金构件的腐蚀加工方法;包括下述步骤:
7.步骤一清洗并初步削减结构件的应力
8.将7xxx系铝合金结构件浸入naoh 40g/l,na2co
3 25g/l,na3po
4 40g/l,na2sio
3 5g/l,其余为水的除油液中,除油,然后引入超声振动,超声振动的频率为1.5~1.8khz,振幅为15~18μm,超声时间10~15min,得到清洗并初步削减应力的结构件;
9.步骤二电化学腐蚀加工
10.将步骤一所得清洗并初步削减应力的结构件,浸入nacl 4mol/l,kno
3 0.5mol/l,hno
3 0.1mol/l,其余为水的腐蚀液中,所述腐蚀液的ph值在3~4,以结构件为阳极,电压为3~8v;在加工过程中,对腐蚀液进行搅拌,并控制腐蚀液的ph在3~4的范围内;
11.步骤三再次清洗和应力的再次削弱
12.对步骤一所得产物进行洗涤;洗涤的同时辅以超声振动,超声振动的频率为1.5~1.8khz,振幅为15~18μm,时间10~15min,
13.步骤四再次电化学腐蚀加工
14.将再次清洗和应力的再次削弱后的构件置于腐蚀液中进行再次电化学腐蚀加工;
15.再次电化学腐蚀加工时,所用腐蚀液中nacl 4mol/l,kno
3 0.5mol/l,hno
3 0.1mol/l,其余为水;所述腐蚀液的ph值在3~4,
16.再次电化学腐蚀加工时,以结构件为阳极,电压为3~8v;在加工过程中,对腐蚀液进行搅拌,并控制腐蚀液的ph在3~4的范围内。
17.本发明一种7xxx系铝合金构件的腐蚀加工方法;完成再次电化学腐蚀加工后,清洗得到产品。
18.本发明一种7xxx系铝合金构件的腐蚀加工方法;完成再次电化学腐蚀加工后,重复步骤三、四n次后清洗得到产品;所述n大于等于1。
19.作为优选方案,所述7xxx系铝合金构件为7a85铝合金构件。
20.作为优选方案,步骤一中,将7xxx系铝合金结构件浸入除油液,先搅拌30-40min进行除油,然后将除油后的构件移入水中,超声10~15min。
21.引入超声振动有利于清洗干净,也有利于减小7xxx系铝合金复杂结构件在变形及机械加工等过程中引入的残余应力。经初步削减结构件的应力处理后,尽可能的确保后期电化学腐蚀时,构件各个部位能够均匀腐蚀,避免出现局部快速腐蚀的情况。
22.作为优选方案,步骤二中,将步骤一处理后7xxx系铝合金复杂结构件浸入nacl 4mol/l,kno
3 0.5mol/l,hno
3 0.1mol/l,其余为水的腐蚀液中(溶液ph为3~4),以7xxx系铝合金构件为阳极,电压为3~8v,时间为40~50min;在加工过程中,对腐蚀液进行搅拌,搅拌速度为15-30转/min;在加工过程中,对腐蚀液的ph进行在线测试,当ph低于4.2时,在腐蚀液中添加0.5mol/l的hno3溶液以保证腐蚀液的ph在3~4的范围内,从而保证加工速率和加工精度。
23.作为优选方案,步骤三中,对电化学腐蚀加工后的7xxx系铝合金构件进行腐蚀产物清洗。其操作为:用水枪对步骤二处理后的7xxx系铝合金复杂结构件进行冲洗,冲洗完毕后,将其浸入水中清洗,时间为30~40min;在加工过程中,对水进行搅拌,搅拌速度为25-40转/min;同时在7xxx系铝合金构件刚浸入水中时引入超声振动,超声振动的频率为1.5~1.8khz,振幅为15~18μm,时间10~15min,引入超声振动有利于清洗干净。并有利于再次释放加工应力;进一步确保后期腐蚀能够均匀进行。
24.本发明对7xxx系铝合金构件进行多次超声震动清洗和多次腐蚀加工的目的是为了分阶段释放应力并更好地清洗腐蚀产物,保证7xxx系铝合金构件(尤其是复杂结构件)的表面精度。同时也有利于电化腐蚀的均匀、可控的进行。
25.本发明可对除油液、腐蚀液回收利用。以减少资源浪费和环境污染。
26.本发明具有如下优点:
27.(1)可对7xxx系铝合金复杂结构件进行精密加工,由于结构复杂,无法利用车、铣、线切割等机械加工方法对零件进行加工或者是加工难度大,时间长,成本大。
28.(2)经过本发明腐蚀加工的7xxx系铝合金复杂结构件,一是几次引入的超声振动可以减少本发明处理前在变形及机械加工等过程中引入的残余应力,二是加工过程中不会在工件内部产生额外的残余应力,同时通过适当参数的多次超声震动清洗和多次腐蚀加工,确保电化腐蚀的均匀、可控的进行。
29.(3)经过本发明腐蚀加工的7xxx系铝合金复杂结构件,尺寸精度高,表面光洁平整。
30.(4)本发明实现了7xxx系铝合金构件快速、优质的无应力加工;所得产品残余应力减少明显且表面质量优良、尺寸精度高。
附图说明
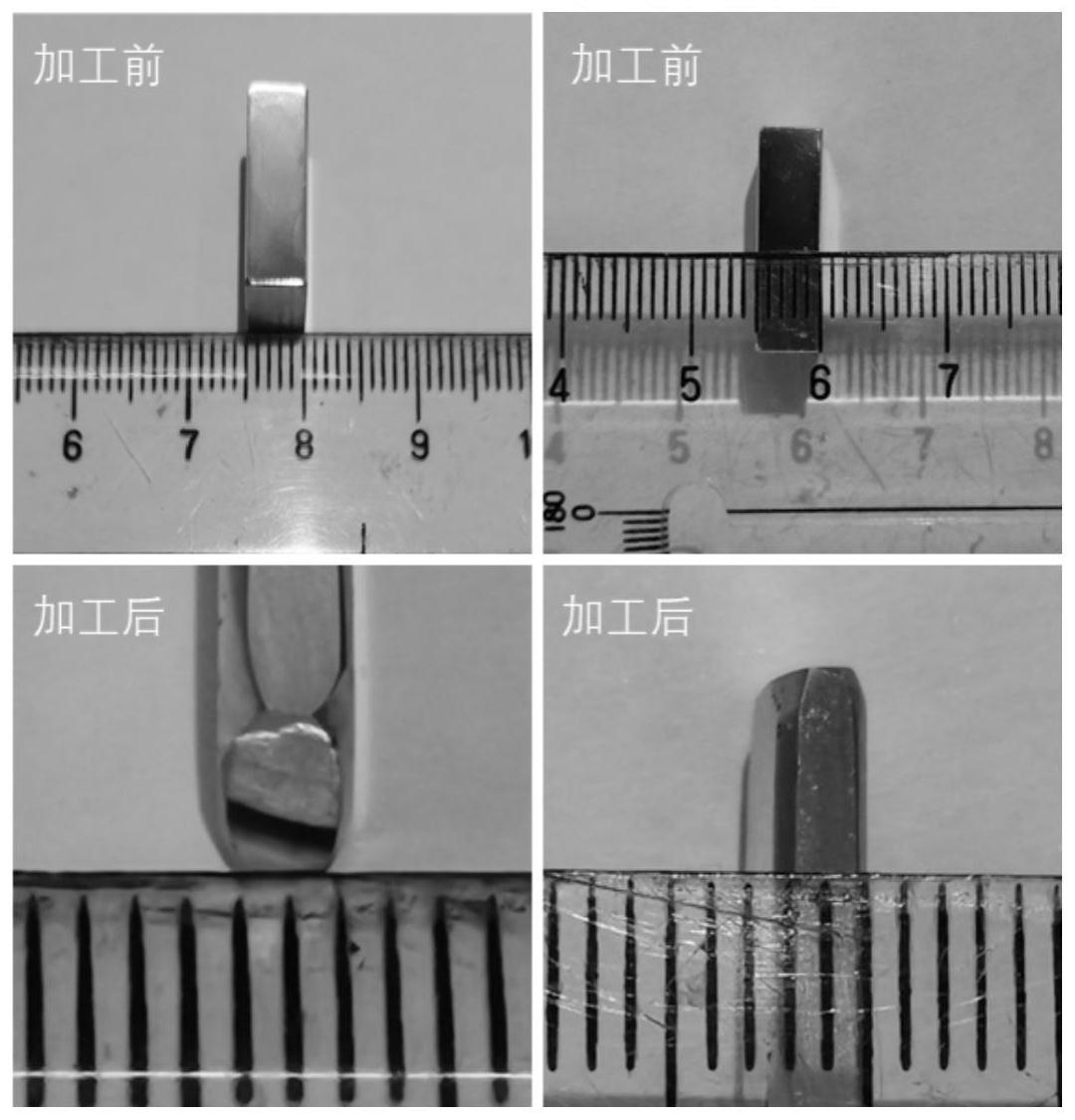
31.图1腐蚀加工前后7a85合金工件相同部位的厚度。
32.图2腐蚀加工前后7a85合金工件相同部位的表面质量。
具体实施方式
33.在所有的实施例和对比例中,选用的合金均为7a85合金,该是我国自主研发的广泛应用于航空和航天中的受力结构件的al-zn-mg-cu合金。
34.实施例一:
35.(1)步骤一清洗复杂结构件表面油膜:对7a85合金复杂结构件表面的油膜、杂质进行清洗。将7a85合金复杂结构件浸入naoh 40g/l,na2co
3 25g/l,na3po
4 40g/l,na2sio
3 5g/l,其余为水的除油液中,时间35min,在7a85合金复杂结构件刚浸入清洗液时引入超声振动,超声振动的频率为1.5khz,振幅为16μm,时间10min。
36.(2)步骤二腐蚀加工:对7a85合金复杂结构件进行电化学腐蚀加工。将步骤一处理后7a85合金复杂结构件浸入nacl 4mol/l,kno
3 0.5mol/l,hno
3 0.1mol/l,其余为水的腐蚀液中(溶液ph为3),以7a85合金复杂结构件为阳极,电压为5v,时间为45min;在加工过程中,对腐蚀液进行搅拌,搅拌速度为20转/min;在加工过程中,对腐蚀液的ph进行在线测试,当ph低于4.2时,在腐蚀液中添加0.5mol/l的hno3溶液以保证腐蚀液的ph在3~4的范围内。
37.(3)步骤三腐蚀产物清洗:对电化学腐蚀加工后的7a85合金复杂结构件进行腐蚀产物清洗。用水枪对步骤二处理后的7a85合金复杂结构件进行冲洗,冲洗完毕后,将其浸入水中清洗,时间为40min;在加工过程中,对水进行搅拌,搅拌速度为30转/min;在7a85合金复杂结构件刚浸入水中时引入超声振动,超声振动的频率为1.8khz,振幅为15μm,时间15min。
38.(4)步骤四腐蚀加工:对7a85合金复杂结构件再次进行电化学腐蚀加工。对步骤三处理后的7a85合金复杂结构件按照步骤二的方法再次进行腐蚀加工。
39.(5)步骤五腐蚀产物清洗:对二次电化学腐蚀加工后的7a85合金复杂结构件进行腐蚀产物清洗。对步骤四处理后的7a85合金复杂结构件按照步骤三的方法进行腐蚀产物清洗。
40.(6)步骤六除油液、腐蚀液回收利用。
41.经过上述处理,7a85合金复杂结构件的厚度有5mm减小到2mm,尺寸合乎要求,表面光洁平整,残余应力减小了14mpa。
42.对比例一:在清洗复杂结构件表面油膜时不引入超声。
43.(1)步骤一清洗复杂结构件表面油膜:对7a85合金复杂结构件表面的油膜、杂质进行清洗。将7a85合金复杂结构件浸入naoh 40g/l,na2co
3 25g/l,na3po440 g/l,na2sio
3 5g/l,其余为水的除油液中,时间35min。
44.(2)步骤二腐蚀加工:对7a85合金复杂结构件进行电化学腐蚀加工。将步骤一处理后7a85合金复杂结构件浸入nacl 4mol/l,kno
3 0.5mol/l,hno
3 0.1mol/l,其余为水的腐蚀
液中(溶液ph为3),以7a85合金复杂结构件为阳极,电压为5v,时间为45min;在加工过程中,对腐蚀液进行搅拌,搅拌速度为20转/min;在加工过程中,对腐蚀液的ph进行在线测试,当ph低于4.2时,在腐蚀液中添加0.5mol/l的hno3溶液以保证腐蚀液的ph在3~4的范围内。
45.(3)步骤三腐蚀产物清洗:对电化学腐蚀加工后的7a85合金复杂结构件进行腐蚀产物清洗。用水枪对步骤二处理后的7a85合金复杂结构件进行冲洗,冲洗完毕后,将其浸入水中清洗,时间为40min;在加工过程中,对水进行搅拌,搅拌速度为30转/min;在7a85合金复杂结构件刚浸入水中时引入超声振动,超声振动的频率为1.8khz,振幅为15μm,时间15min。
46.(4)步骤四腐蚀加工:对7a85合金复杂结构件再次进行电化学腐蚀加工。对步骤三处理后的7a85合金复杂结构件按照步骤二的方法再次进行腐蚀加工。
47.(5)步骤五腐蚀产物清洗:对二次电化学腐蚀加工后的7a85合金复杂结构件进行腐蚀产物清洗。对步骤四处理后的7a85合金复杂结构件按照步骤三的方法进行腐蚀产物清洗。
48.(6)步骤六除油液、腐蚀液回收利用。
49.经过上述处理,7a85合金复杂结构件的厚度有5mm减小到3mm,尺寸精度不高,腐蚀不均匀,表面不够光洁平整,残余应力减小了9mpa。
50.对比例二:腐蚀加工一次完成,不分为两次完成。
51.(1)步骤一清洗复杂结构件表面油膜:对7a85合金复杂结构件表面的油膜、杂质进行清洗。将7a85合金复杂结构件浸入naoh 40g/l,na2co
3 25g/l,na3po
4 40g/l,na2sio
3 5g/l,其余为水的除油液中,时间35min,在7a85合金复杂结构件刚浸入清洗液时引入超声振动,超声振动的频率为1.5khz,振幅为16μm,时间10min。
52.(2)步骤二腐蚀加工:对7a85合金复杂结构件进行电化学腐蚀加工。将步骤一处理后7a85合金复杂结构件浸入nacl 4mol/l,kno
3 0.5mol/l,hno
3 0.1mol/l,其余为水的腐蚀液中(溶液ph为3),以7a85合金复杂结构件为阳极,电压为5v,时间为90min;在加工过程中,对腐蚀液进行搅拌,搅拌速度为20转/min;在加工过程中,对腐蚀液的ph进行在线测试,当ph低于4.2时,在腐蚀液中添加0.5mol/l的hno3溶液以保证腐蚀液的ph在3~4的范围内。
53.(3)步骤三腐蚀产物清洗:对电化学腐蚀加工后的7a85合金复杂结构件进行腐蚀产物清洗。用水枪对步骤二处理后的7a85合金复杂结构件进行冲洗,冲洗完毕后,将其浸入水中清洗,时间为40min;在加工过程中,对水进行搅拌,搅拌速度为30转/min;在7a85合金复杂结构件刚浸入水中时引入超声振动,超声振动的频率为1.8khz,振幅为15μm,时间15min。
54.(4)步骤六除油液、腐蚀液回收利用。
55.经过上述处理,7a85合金复杂结构件的厚度有5mm减小到3.5mm,尺寸不合要求,腐蚀层很厚,没有清洗干净,表面不够光洁平整,残余应力减小了10mpa。
56.对比例三:对腐蚀液的ph不进行在线测试,不添加hno3溶液以保证腐蚀液的ph。
57.(1)步骤一清洗复杂结构件表面油膜:对7a85合金复杂结构件表面的油膜、杂质进行清洗。将7a85合金复杂结构件浸入naoh 40g/l,na2co
3 25g/l,na3po
4 40g/l,na2sio
3 5g/l,其余为水的除油液中,时间35min,在7a85合金复杂结构件刚浸入清洗液时引入超声振动,超声振动的频率为1.5khz,振幅为16μm,时间10min。
58.(2)步骤二腐蚀加工:对7a85合金复杂结构件进行电化学腐蚀加工。将步骤一处理后7a85合金复杂结构件浸入nacl 4mol/l,kno
3 0.5mol/l,hno
3 0.1mol/l,其余为水的腐蚀液中(溶液ph为3),以7a85合金复杂结构件为阳极,电压为5v,时间为45min;在加工过程中,对腐蚀液进行搅拌,搅拌速度为20转/min。腐蚀完成时,体系的ph值为6.2。
59.(3)步骤三腐蚀产物清洗:对电化学腐蚀加工后的7a85合金复杂结构件进行腐蚀产物清洗。用水枪对步骤二处理后的7a85合金复杂结构件进行冲洗,冲洗完毕后,将其浸入水中清洗,时间为40min;在加工过程中,对水进行搅拌,搅拌速度为30转/min;在7a85合金复杂结构件刚浸入水中时引入超声振动,超声振动的频率为1.8khz,振幅为15μm,时间15min。
60.(4)步骤四腐蚀加工:对7a85合金复杂结构件再次进行电化学腐蚀加工。对步骤三处理后的7a85合金复杂结构件按照步骤二的方法再次进行腐蚀加工。
61.(5)步骤五腐蚀产物清洗:对二次电化学腐蚀加工后的7a85合金复杂结构件进行腐蚀产物清洗。对步骤四处理后的7a85合金复杂结构件按照步骤三的方法进行腐蚀产物清洗。
62.(6)步骤六除油液、腐蚀液回收利用。
63.经过上述处理,7a85合金复杂结构件的厚度有5mm减小到2.7mm,尺寸不合要求,表面质量较差,残余应力减小了12mpa。
64.对比例四:腐蚀加工时在工件上不加电压,即不利用电化学腐蚀。
65.(1)步骤一清洗复杂结构件表面油膜:对7a85合金复杂结构件表面的油膜、杂质进行清洗。将7a85合金复杂结构件浸入naoh 40g/l,na2co
3 25g/l,na3po
4 40g/l,na2sio
3 5g/l,其余为水的除油液中,时间35min,在7a85合金复杂结构件刚浸入清洗液时引入超声振动,超声振动的频率为1.5khz,振幅为16μm,时间10min。
66.(2)步骤二腐蚀加工:对7a85合金复杂结构件进行电化学腐蚀加工。将步骤一处理后7a85合金复杂结构件浸入nacl 4mol/l,kno
3 0.5mol/l,hno
3 0.1mol/l,其余为水的腐蚀液中(溶液ph为3);在加工过程中,对腐蚀液进行搅拌,搅拌速度为20转/min;在加工过程中,对腐蚀液的ph进行在线测试,当ph低于4.2时,在腐蚀液中添加0.5mol/l的hno3溶液以保证腐蚀液的ph在3~4的范围内。
67.(3)步骤三腐蚀产物清洗:对腐蚀加工后的7a85合金复杂结构件进行腐蚀产物清洗。用水枪对步骤二处理后的7a85合金复杂结构件进行冲洗,冲洗完毕后,将其浸入水中清洗,时间为40min;在加工过程中,对水进行搅拌,搅拌速度为30转/min;在7a85合金复杂结构件刚浸入水中时引入超声振动,超声振动的频率为1.8khz,振幅为15μm,时间15min。
68.(4)步骤四腐蚀加工:对7a85合金复杂结构件再次进行腐蚀加工。对步骤三处理后的7a85合金复杂结构件按照步骤二的方法再次进行腐蚀加工。
69.(5)步骤五腐蚀产物清洗:对二次腐蚀加工后的7a85合金复杂结构件进行腐蚀产物清洗。对步骤四处理后的7a85合金复杂结构件按照步骤三的方法进行腐蚀产物清洗。
70.(6)步骤六除油液、腐蚀液回收利用。
71.经过上述处理,7a85合金复杂结构件的厚度有5mm减小到4.7mm,尺寸不合要求,残余应力减小了15mpa,该对比例中,反应速度太慢。
72.实施例2
73.其他条件和实施例1一致,不同之处在于:步骤二中,电化学腐蚀时,电压为8v、时间为40min。
74.实施例3
75.其他条件和实施例1一致,不同之处在于:步骤二中,电化学腐蚀时,电压为3v、时间为50min。
76.实施例4
77.其他条件和实施例1一致,不同之处在于:步骤二中,电化学腐蚀时,电压为5v、时间为47min,腐蚀液的ph值控制在3.5。
78.实施例5
79.其他条件和实施例1一致,不同之处在于:步骤二中,电化学腐蚀时,电压为8v、时间为42min,腐蚀液的ph值控制在4。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。