1.本发明涉及钨合金包金技术领域,尤其涉及一种包覆金铸层的含钨合金及其制备方法。
背景技术:
2.目前,现有技术中的钨合金包覆k金、黄金或铂金工艺存在如下问题:(1)钨合金与k金、黄金或铂金等结合强度差,退火过程中k金、黄金或铂金容易产生起泡、脱皮等现象,导致k金、黄金或铂金脱落。(2)表面光亮度差,镀层成色难以掌控,成本较高。(3)电铸液稳定性差,需要现场制备,分散能力差、深镀能力差,影响k金、黄金或铂金饰品的品质。
3.因此,研究开发一种提高结合强度和表面光亮度,降低成本的包覆金铸层的钨合金,具有非常重要的价值和意义。
技术实现要素:
4.本发明的目的是针对现有技术的不足提供一种包覆金铸层的含钨合金及其制备方法。
5.为了实现上述发明目的,本发明提供以下技术方案:
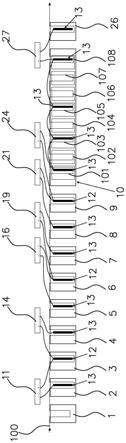
6.本发明提供了一种包覆金铸层的含钨合金的制备方法,包含如下步骤:
7.1)将电铸模型顺次进行电解除油、酸洗和水洗,得到预处理的电铸模型;
8.2)对预处理的电铸模型顺次电镀含钨合金、铜、金,得到含有金铸层的电铸模型;
9.3)去除步骤2)所述电铸模型的模芯后对电铸模型进行退火处理,得到包覆金铸层的含钨合金。
10.作为优选,步骤2)所述含钨合金为钨合金或钨铜合金。
11.作为优选,所述钨合金包含如下质量百分数的组分:镍6.5~9.5%,铜1.5~3.5%,铁3.5~5.5%,钨81.5~88.5%。
12.作为优选,所述钨铜合金包含如下质量百分数的组分:铜13~17%,钨83~87%。
13.作为优选,步骤2)所述金包含k金或铂金,k金包含8~24k金。
14.作为优选,所述钨合金包含如下质量百分数的组分:镍7.5~8.5%,铜2~3%,铁4~5%,钨84~86%。
15.作为优选,所述钨铜合金包含如下质量百分数的组分:铜14~16%,钨84~86%。
16.作为优选,步骤2)中,电镀铜的厚度为1~3μm,电镀金的厚度为1~1000μm,电镀金的温度为30~70℃。
17.作为优选,步骤3)所述退火处理的温度为400~800℃,时间为0.25~1h。
18.本发明还提供了一种所述的制备方法得到的包覆金铸层的含钨合金。
19.本发明的有益效果包括以下几点:
20.1)本发明的包覆金铸层的含钨合金结合强度高,无起泡、无脱皮现象。
21.2)本发明的包覆金铸层的含钨合金具有良好的光亮度、硬度、稳定性、耐腐蚀性、
抗变色性和耐磨性,成品率高,表面耐刮擦性好。
22.3)本发明的包覆金铸层的含钨合金成本低,价格为等质量18k金的10%以下,外观、比重和18k金相同,可以替代18k金,性价比高。
具体实施方式
23.本发明提供了一种包覆金铸层的含钨合金的制备方法,包含如下步骤:
24.1)将电铸模型顺次进行电解除油、酸洗和水洗,得到预处理的电铸模型;
25.2)对预处理的电铸模型顺次电镀含钨合金、铜、金,得到含有金铸层的电铸模型;
26.3)去除步骤2)所述电铸模型的模芯后对电铸模型进行退火处理,得到包覆金铸层的含钨合金。
27.本发明步骤1)所述电铸模型优选为钨合金电铸模型。
28.本发明步骤2)所述含钨合金优选为钨合金或钨铜合金。
29.本发明所述钨合金优选包含如下组分:镍、铜、铁、钨;所述镍的质量百分数优选为6.5~9.5%,进一步优选为7~9%,更优选为7.5~8.5%;所述铜的质量百分数优选为1.5~3.5%,进一步优选为2~3%,更优选为2.2~2.8%;所述铁的质量百分数优选为3.5~5.5%,进一步优选为4~5%,更优选为4.2~4.8%;所述钨的质量百分数优选为81.5~88.5%,进一步优选为84~86%,更优选为85%。
30.本发明的钨合金中增加镍、铁用以提高钨合金的韧性和硬度,镍、铁能够促进钨合金中各原料的充分混合。
31.本发明所述钨铜合金优选包含如下组分:铜、钨;所述铜的质量百分数优选为13~17%,进一步优选为14~16%,更优选为15%;所述钨的质量百分数优选为83~87%,进一步优选为84~86%,更优选为85%。
32.本发明步骤2)所述金优选包含k金或铂金,k金优选包含8~24k金,进一步优选8k金、9k金、14k金、18k金、22k金、24k金。
33.本发明步骤2)中,电镀铜的厚度优选为1~3μm,进一步优选为1.5~2.5μm,更优选为2μm;电镀金的厚度优选为1~1000μm,进一步优选为10~800μm,更优选为100~600μm;电镀金的温度优选为30~70℃,进一步优选为45~65℃,更优选为60~70℃;电铸金的时间取决于产品要求电镀的厚度,厚度大,需要的时间长;当电镀时间为1h时,电镀金的厚度优选为8~12μm。
34.本发明电镀金的电流密度优选为0.3~0.5a/dm2,进一步优选为0.35~0.45a/dm2,更优选为0.4a/dm2;电铸金的沉积速度优选为15~20μm/h,进一步优选为17~18μm/h。
35.本发明步骤2)电镀k金的电镀液优选包含如下组分:金盐、铜盐、氰化物、增硬剂、含铟化合物、氢氧化钾、缓冲剂、助络合剂和磺化蓖麻油。
36.本发明所述金盐的质量浓度优选为3~7g/l,进一步优选为4~6g/l,更优选为5g/l;所述金盐优选为氰化亚金钾或氰化亚金钠。
37.本发明所述铜盐的质量浓度优选为45~55g/l,进一步优选为47~52g/l,更优选为49~50g/l;所述铜盐优选为硫酸铜、氨基磺酸铜、氰化亚铜或碱式碳酸铜。
38.本发明所述氰化物的质量浓度优选为20~30g/l,进一步优选为22~28g/l,更优选为24~26g/l;所述氰化物优选包含氰化钠、氰化钾和氰化铵中的一种或几种;当同时包
含几种组分时,各组分优选以等质量比进行混合。
39.本发明所述增硬剂的质量浓度优选为0.8~1.5g/l,进一步优选为1~1.3g/l,更优选为1.1~1.2g/l;所述增硬剂优选为氯化锌或硫酸锌。
40.本发明所述含铟化合物的质量浓度优选为1~3g/l,进一步优选为1.5~2.5g/l,更优选为2g/l;所述含铟化合物优选为硫酸铟或氢氧化铟。
41.本发明所述氢氧化钾的质量浓度优选为25~35g/l,进一步优选为27~32g/l,更优选为29~30g/l。
42.本发明所述缓冲剂的质量浓度优选为12~18g/l,进一步优选为13~17g/l,更优选为14~15g/l;所述缓冲剂优选为磷酸氢二钾、磷酸二氢钾、酒石酸、硼酸、柠檬酸钾或乙酸钠。
43.本发明所述助络合剂的质量浓度优选为50~80g/l,进一步优选为55~75g/l,更优选为60~70g/l;所述助络合剂优选包含乙二胺、二乙烯三胺、亚氨基二乙酸和氨基三亚甲基膦酸中的一种或几种;当同时包含几种组分时,各组分优选以等质量比进行混合。
44.本发明所述磺化蓖麻油的质量浓度优选为4~8g/l,进一步优选为5~7g/l,更优选为6g/l。
45.本发明所述氰化物作为络合剂能够增强金和铜离子在镀层中的稳定性,所述氰化物优选游离氰化物;金盐、铜盐分别为电镀工艺提供金离子、铜离子,氰化物能与金、铜形成稳定的络合物,提高阳极极化效率,改善溶液的分散能力和深镀能力;助络合剂和氰化物具有协调作用,共同提高电镀液的稳定性、分散能力和深镀能力。
46.本发明所述缓冲剂能够提高电流密度,增强电流效率;所述磺化蓖麻油作为润湿剂,用于增加镀层表面张力,减少针孔问题。
47.本发明所述黄金(24k)电镀液和铂金电镀液为本领域常规的黄金电镀液和铂金电镀液。
48.本发明步骤3)所述退火处理的温度优选为400~800℃,进一步优选为500~750℃,更优选为600~720℃;所述退火处理的时间优选为0.25~1h,进一步优选为0.5~0.75h;所述退火处理能够提高含钨合金和金铸层的结合强度和韧性。
49.本发明还提供了一种所述的制备方法得到的包覆金铸层的含钨合金。
50.本发明的包覆金铸层的含钨合金硬度显著提高,维氏硬度为250~370hv,保证了佩戴过程中的稳定性,成本低;耐腐蚀性、抗变色性和耐磨性均显著提高。
51.下面结合实施例对本发明提供的技术方案进行详细的说明,但是不能把它们理解为对本发明保护范围的限定。
52.实施例1
53.配制1l电镀k金的电镀液,包含5g/l氰化亚金钾、48g/l硫酸铜、24g/l游离氰化钠、1g/l硫酸锌、1.5g/l氢氧化铟、27g/l氢氧化钾、14g/l柠檬酸钾、60g/l二乙烯三胺和5g/l磺化蓖麻油。
54.将钨合金电铸模型在60℃下电解除油5min,用质量分数为7%的硫酸洗7min、水洗5min,得到预处理的电铸模型。电铸模型上电镀钨合金,钨合金包含如下质量百分数的组分:镍7.8%、铜2.5%、铁4.5%、钨85.2%。在钨合金表面电镀2μm铜,电镀铜的时间为15min。然后在50℃的k金电镀液中电镀16h,电流密度为0.35a/dm2,沉积速度为17μm/h,得
到含有k金铸层的电铸模型。去除电铸模型的模芯后在650℃下对电铸模型退火处理0.75h,得到包覆14k金铸层的钨合金。
55.实施例1的包覆14k金铸层的钨合金呈现一级镜面光亮;结合强度高,无起泡、脱皮现象;显微维氏硬度360hv,比重为16.5,和18k金相同;耐腐蚀性、抗变色性和耐磨性均显著提高。
56.实施例2
57.配制1l电镀k金的电镀液,包含6g/l氰化亚金钠、50g/l氨基磺酸铜、13g/l游离氰化钠、13g/l游离氰化钾、1.2g/l硫酸锌、2g/l硫酸铟、32g/l氢氧化钾、15g/l硼酸、70g/l亚氨基二乙酸和6g/l磺化蓖麻油。
58.将钨合金电铸模型在55℃下电解除油3min,用质量分数为5%的硫酸洗5min、水洗4min,得到预处理的电铸模型。电铸模型上电镀钨铜合金,钨铜合金包含如下质量百分数的组分:铜15%、钨85%。在钨铜合金表面电镀3μm铜,电镀铜的时间为25min。然后在60℃的k金电镀液中电镀25h,电流密度为0.45a/dm2,沉积速度为18μm/h,得到含有k金铸层的电铸模型。去除电铸模型的模芯后在750℃下对电铸模型退火处理0.5h,得到包覆18k金铸层的钨铜合金。
59.实施例2的包覆18k金铸层的钨铜合金呈现一级镜面光亮,色泽鲜亮的玫瑰金色;结合强度高,无起泡、脱皮现象;显微维氏硬度350hv,比重为16.5,和18k金相同;耐腐蚀性、抗变色性和耐磨性均显著提高。
60.实施例3
61.将钨合金电铸模型在57℃下电解除油3min,用质量分数为6%的硫酸洗5min、水洗4min,得到预处理的电铸模型。电铸模型上电镀钨铜合金,钨铜合金包含如下质量百分数的组分:铜14%、钨86%。在钨铜合金表面电镀2.5μm铜,电镀铜的时间为20min,然后在45℃的黄金(24k金)电镀液中电镀30h,电流密度为0.4a/dm2,沉积速度为18μm/h,得到含有黄金铸层的电铸模型。去除电铸模型的模芯后在700℃下对电铸模型退火处理0.5h,得到包覆黄金铸层的钨铜合金。
62.实施例3的包覆黄金铸层的钨铜合金呈现一级镜面光亮,结合强度高,无起泡、脱皮现象;显微维氏硬度300hv,比重为16.5,和18k金相同;耐腐蚀性、抗变色性和耐磨性均显著提高。
63.实施例4
64.将钨合金电铸模型在62℃下电解除油2min,用质量分数为6%的硫酸洗5min、水洗4min,得到预处理的电铸模型。电铸模型上电镀钨合金,钨合金包含如下质量百分数的组分:镍9%、铜3%、铁4%、钨84%。在钨合金表面电镀2.5μm铜,电镀铜的时间为20min。然后在55℃的铂金电镀液中电镀10h,电流密度为0.4a/dm2,沉积速度为16μm/h,得到含有铂金铸层的电铸模型。去除电铸模型的模芯后在700℃下对电铸模型退火处理0.5h,得到包覆铂金铸层的钨合金。
65.实施例4的包覆铂金铸层的钨合金呈现一级镜面光亮,结合强度高,无起泡、脱皮现象;显微维氏硬度350hv,比重为16.5,和18k金相同;耐腐蚀性、抗变色性和耐磨性均显著提高。
66.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人
员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。