1.本发明属于复合材料隔框制备技术领域,具体涉及一种复合材料加强隔框,一种复合材料加强隔框的制造模具以及一种复合材料加强隔框的制造方法。
背景技术:
2.隔框一般用于飞机、吊舱、弹体等产品结构的主要传力及承力结构,隔框的强度与刚度是防止机舱失效的重要保障。传统隔框通常由缘条、腹板、加强筋等结构组成,多为钢、铝合金、镁合金等金属结构,受工艺和材料本身属性的影响,金属隔框存在重量大、承载效率低、不耐腐等问题。此外,隔框需要通过连接机构和飞机、吊舱、弹体等产品连接在一起,隔框局部连接机构的部位缺乏足够的强度和刚度,影响隔框的整体强度和使用寿命,对飞机、吊舱、弹体等关键产品安全存在很大隐患。
技术实现要素:
3.本发明的目的主要是提供一种复合材料的加强隔框,以解决现有技术隔框局部连接机构的部位缺乏足够的强度和刚度,影响隔框的整体强度和使用寿命的问题。
4.为了实现上述目的,本发明的技术方案如下:
5.一种复合材料加强隔框,包括框体、泡沫芯和加强筋,所述泡沫芯填充于框体内,所述加强筋支撑在框体内,所述框体是由复合材料铺层构成,所述复合材料铺层内设置有加强层。
6.进一步地根据受力情况,所述框体内表面在加强层位置呈凸起状,所述加强筋上设有缺口,所述缺口与凸起状所述加强层配合,这样对隔框局部进行了进一步的加强,承受外力情况会更好。
7.进一步地,所述加强筋为l型,设置于所述泡沫芯内,包括支撑部和与之连接的折弯部,所述支撑部设置在所述框体的上下两面,所述折弯部嵌入所述泡沫芯并支撑在所述框架的表面,这样可以更好的泡沫层贴合在一起,增加了隔框整体性能和承受压力效果。
8.可选地,所述加强筋为4个,所述泡沫芯由4个芯体单元拼接而成,相邻两个所述芯体单元之间设置所述加强筋,通过设置多个加强筋,形成多个加强筋上缺口与凸起状所述加强层配合,使得隔框整体机构性能和局部受力效果更佳,同时也可以增加局部连接机构的数量。
9.可选地,所述加强隔框设有多边形通孔,多边形通孔外设有圆形通孔,所述通孔可以有效减轻隔框重量。
10.本发明还提供了一种复合材料加强隔框的制造模具,包括:
11.底盘、外模和基座,所述外模和所述底盘上设置有定位销孔,所述外模和所述底盘通过螺栓连接在一起,所述底盘上设置有分别与所述多边形通孔和圆形通孔形状一致的多边形凸起和圆形凸起。所述多边形凸起和圆形凸起均为底部开口的中空结构,这样可以保证在固化时加强隔框能够均匀受热,从而保证加强隔框的固化质量。
12.本发明还提供了一种复合材料加强隔框的成型方法,包括以下步骤:
13.s1:在所述外模内和所述多边形凸起之间铺贴一层整体预浸料铺层,在圆形凸起上部对预浸料铺层剪口,剪口目的在于,最后依次铺贴预浸料铺层并包覆住装入的泡沫芯和加强筋;
14.s2:通过激光投影定位加强层位置,在上述铺层的基础上,在加强层位置处单独铺贴两层预浸料铺层,制袋进行预压实;
15.s3:再铺贴两层整体预浸料铺层,超过预铺层的部分,层与层之间添加隔离膜,添加隔离膜可以有效阻止层与层之间黏结;
16.s4:在上述铺层的基础上,再次对所述加强层位置单独铺贴两层预浸料铺层,最后铺贴一层整体预浸料铺层,制袋进行预压实;
17.s5:在所述泡沫芯和所述加强筋表面包覆一层胶膜,然后填充所述泡沫芯和放置所述加强筋,所述加强筋缺口和凸起状所述加强层配合,这样就起到了局部加强的作用;
18.s6:最后去除隔离膜并依次铺贴超过所述预铺层部分的铺层,完成所述加强隔框的整体预浸料铺层;
19.s7:对所述加强隔框体整体制袋后抽真空,然后进行固化,固化完成后拆除所述外模,取出加强隔框。
20.铺层中,超过预铺层部分长度不够的单独铺层,层与层搭接区之间错开距离,错开距离可以有效防止单独铺层的接头之间结合强度不够,影响整体铺层结构性的问题。
21.与现有技术相比,本发明的优点在于:
22.本发明提供了一种复合材料加强隔框,具有重量轻、结构效率高、强度高、耐腐蚀等优点,同时在框体内设置通孔减轻重量,与传统隔框相比能够减轻30~40%重量。同时在隔框的局部设置加强层,并配合的安装有加强筋使用,增强了隔框局部的刚度和强度,解决了局部连接机构的部位缺乏足够的强度和刚度的问题。
23.本发明提供了一种复合材料加强隔框的制造模具,包括底盘、外模和基座,所述底盘在所述加强隔框通孔位置,设置有与所述通孔形状一致的多边形凸起和圆形凸起。所述多边形凸起和圆形凸起均为底部开口的中空结构,这样可以保证在固化时加强隔框能够均匀受热,从而保证加强隔框的固化质量。
24.本发明还提供了一种复合材料加强隔框的成型方法,利用加强框的模具对加强框的框体进行预浸料的铺层,并在加强层部位单独进行局部加厚铺贴,除了加强层部位的单独加厚铺贴外,其他铺层为整体预浸料铺层,并在铺设后进行制袋抽真空压实,整体结构性好。铺层中,超过预铺层部分长度不够的单独铺层,层与层搭接区之间错开距离,错开距离可以有效防止单独铺层的接头之间结合强度不够,提高铺层整体结构性。
附图说明
25.为了使本实用新型的内容更容易被清楚地理解,下面根据具体实施例并结合附图,对本实用新型作进一步详细的说明,其中
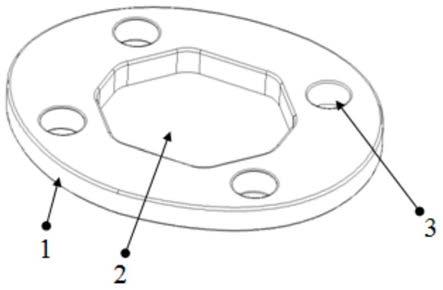
26.图1是加强隔框示意图;
27.图2是加强隔框爆炸图;
28.图3是加强隔框框体图;
29.图4是图3中a-a剖视图和加强层放大图;
30.图5是l型加强筋示意图;
31.图6是泡沫芯示意图;
32.图7是成型模具示意图;
33.图8是底盘示意图;
34.图9是图8中a-a剖视图;
35.图10是外模示意图;
36.图11是加强框体中圆形凸起上部预浸料铺层剪口示意图
37.图12是加强框体铺层示意图
38.附图标记说明:
39.1框体,2多边形通孔,3圆形通孔,1-1加强筋,1-1-1缺口,1-1-2折弯部,1-1-3支撑部,1-2凹槽,1-2-1局部加强,4泡沫芯,5-1吊环,5-2基座,5-3底盘,5-4外模,5-5多边形凸起,5-6圆形凸起,5-7定位销孔,5-8螺栓,5-9靶标孔,6-1开槽,6-2基准孔,7-1隔离膜,7-2整体预浸料铺层,7-3加强层
具体实施方式
40.以下将结合附图所示的各实施方式对本发明进行详细描述。但该等实施方式并不限制本发明,本领域的普通技术人员根据该等实施方式所做出的结构、方法、或功能上的变换均包含在本发明的保护范围内。
41.实施例1:
42.图1所示,本技术实施例1提供了一种复合材料加强隔框。如图1-图6所示的加强隔框,
43.包括框体1、泡沫芯4和加强筋1-1,所述泡沫芯4填充于所述框体1内,所述加强筋1-1支撑在所述框体1内,所述框体1是由复合材料铺层构成,所述复合材料铺层内设置有加强层7-3。所述框体1内表面的加强层7-3位置呈凸起状,所述加强筋1-1上设有缺口1-1-1,所述缺口1-1-1与凸起状所述加强层7-3配合。本发明通过上述方案解决了隔框局部结构需要连接飞机等产品,需要满足隔框局部刚度和强度的受力特点,进一步的增加了和飞机等产品的连接机构稳定连接的作用,解决了框体局部缺乏足够的强度和刚度的问题。
44.如图5所示,所述加强筋1-1为l型,包括支撑部1-1-3和与之连接的折弯部1-1-2,所述支撑部1-1-3支撑设置在所述加框体1的上下两面之间,所述折弯部1-1-2嵌入所述泡沫芯4并支撑在所述框体1的表面。这样的机构不仅可以使所述框体1的上下面具有可承受压力的作用,同时也能使所述加强筋1-1和所述泡沫芯4更好的连接在一起,起到了整体性的效果。
45.进一步的,所述加强筋1-1为4个,所述泡沫芯4由4个芯体单元拼接而成,相邻两个所述芯体单元之间设置l型所述加强筋1-1。l型所述加强筋1-1为片状结构,通过所述加强筋1-1上设置的缺口1-1-1和框体1内所述加强层7-3配合可以形成多个加强部分,这样的设置多个加强部分,不仅使框体1整体和局部更加坚固,而且会更加方便的与飞机等产品的连接。如图2所示,所述加强筋1-1和所述加强层7-3配合,同时在泡沫芯4表面也形成的与加强层7-3配合的凹槽1-2。在框体1加强层位置设置连接部件便于加强隔框与飞机等产品连接。
如图4所示,局部加强1-2-1为加强隔框内部加强结构,增强加强隔框的内部强度。
46.进一步的,为了减轻隔框的自身重量,加强隔框内填充泡沫芯材料4,框体1内部具有1个多边形的通孔2和4个圆形通孔3,上述框体1由复合材料构成,优选的选择碳纤维材料制成。本发明的加强隔框一体成型整体设计,重量轻,结构强,可最大程度的发挥隔框的结构效率,与传统隔框结构相比能够减轻30%~40%的重量,其综合性能指标优异。
47.实施例2:
48.图7-图10所示,本技术实施例2提供了一种复合材料加强隔框的制造模具,包括,基座5-2和底盘5-3,所诉基座5-2位于所述地盘5-3的四个角下部,基座5-2可以调动以用来调整底盘5-3的水平,在底盘5-3四个角位置设置吊环5-1,方便模具整体的吊起和移动。模具上设有多边形凸起5-5和圆形凸起5-6,凸起的形状和隔框多边形通孔2和圆形通孔3的形状一致。在外模5-4和底盘5-3上设置定位销孔5-7,用于定位外模5-4和底座5-3的对应位置,然后用螺栓5-8连接。定位销孔5-7和螺栓5-8的连接孔沿外模5-4环向分布,且均为盲孔,从而保证加强隔框固化时的密封,进而保证结构质量。如图7所示,所述外模5-4为3个,拼接安装在所述底盘5-3上,构成隔框整体形状。另外在所述底盘5-3上设置有靶标孔5-9,用于加强隔框局部加强位置手动铺贴时放置激光投影的靶标,以定位加强层7-3位置。所述底盘5-3上设置有基准孔6-2,用于模具机加和检测,精度较高,可方便用于后续模具的维修。
49.进一步的,所述多边形凸起5-5上设置开槽6-1,使之成为底部开口的中空结构,这样可以保证在固化时加强隔框内外能够均匀受热,从而保证加强隔框的固化质量。
50.实施例3:
51.本技术实施例3提供了一种复合材料加强隔框的成型方法,通过加强层7-3的铺贴,增强隔框整体结构性能和局部刚度和强度的受力特点。具体的包括以下步骤:如图11所示,在所述外模5-4内和所述多边形凸起部件5-5之间铺贴一层整体预浸料铺层7-2,在圆形凸起部件5-6上部对预浸料铺层剪口,剪口的预浸料铺层在最后填入泡沫芯4和加强筋1-1后再依层包覆铺贴;如图12所示,通过激光投影定位加强层7-3位置,在上述铺层的基础上,在加强层7-3位置处单独铺贴两层预浸料铺层,制袋进行预压实,制袋抽真空对压实效果比较明显;再铺贴两层整体预浸料铺层7-2,超过预铺层的部分,层与层之间添加隔离膜7-1,这里超过预铺层的部分可以理解为超过多边形凸起5-5高度的部分,添加隔离膜7-1可以有效防止超出部分的铺层之间黏结在一起;在上述铺层的基础上,再次对所述加强层7-3位置单独铺贴两层预浸料铺层,最后铺贴一层整体预浸料铺层7-2,制袋进行预压实;在所述泡沫芯4和所述加强筋1-1表面包覆一层胶膜,然后填充所述泡沫芯4和放置所述加强筋1-1,所述加强筋缺口1-1-1和凸起状所述加强层7-3配合,形成局部加强;最后去除隔离膜7-1并依次铺贴超过所述预铺层部分的铺层,完成所述加强隔框的整体预浸料铺层7-2;对所述加强隔框体整体制袋后抽真空,然后进行固化,固化完成后拆除所述外模5-4,取出加强隔框。
52.需要注意的是铺层中,超过预铺层的部分由于铺层的时候可能存在预留长度的不一,具体预留长度不够的需要单独铺层,层与层搭接区之间错开距离,错开距离可以有效防止单独铺层的接头之间结合强度不够,提高铺层整体结构性。这样在模具及产品表面依次铺放隔离膜、脱模布、透气毡及真空袋膜等辅助材料,保证完全覆盖且不出现架桥、不实的现象,用密封条对真空袋膜进行密封,真空袋上留有真空嘴进行抽真空,真空度≥900mbar,
5分钟内真空压力下降不得超过17mbar。最后放入热压罐内进行固化,固化完成后降温,将固化完成后的产品及模具从热压罐取出,去除辅助材料,拆除外模5-4和底盘5-3之间的螺栓5-8,完成外模5-4的拆除,从而脱模取出净边成型的加强隔框。
53.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。
54.此外,应当理解,虽然本说明书按照实施例加以描述,但并非每个实施例仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
